The challenge:
Cooling coils required for agitators are often welded onto the vessel casing as half-pipes from the outside. For large agitator vessels, seam lengths can quickly become up to several hundred metres long. To satisfy industrial standards, root passes must be welded using a TIG process. The cover pass is then created using a MAG process. Production times for a one-metre-long TIG seam are approximately 25 minutes longer than the MAG welding speed.
The solution:
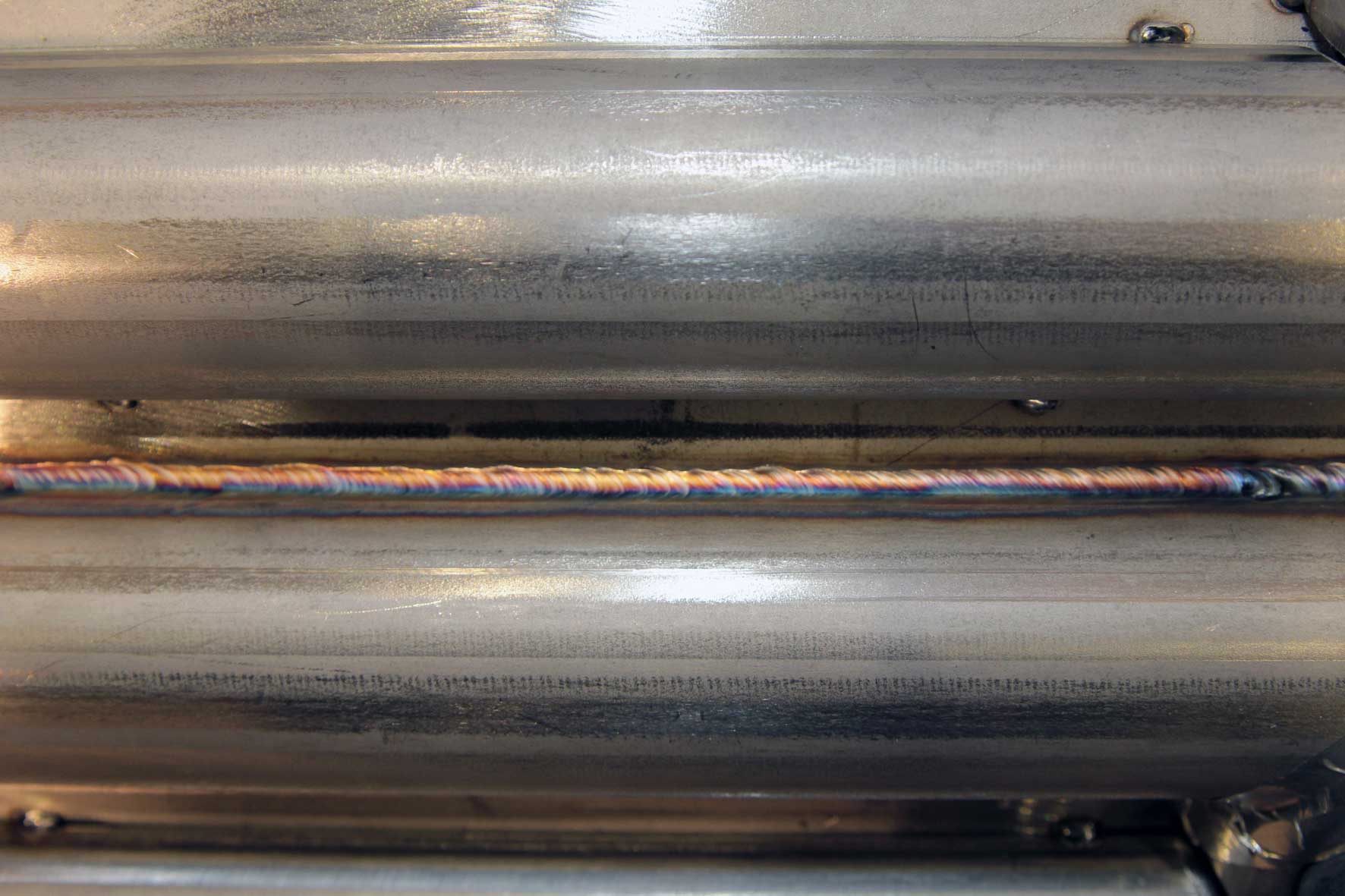
With the tigSpeed wire feed system, however, uninterrupted TIG welding with continuous consumable feeding is possible – all without contact points which are created by switching welding rods. What’s more: By using hot wire, more material can be melted and then welded at a much higher speed as a result.
The success:
AST Apparatebau welders now need just five minutes to weld a one-metre continuous TIG seam using tigSpeed and hot wire. That’s a time saving of approximately 75% in comparison to the manual welding process. This process also has another advantage for Technical Managing Director, Joachim Jung: “What’s really attractive about TIG welding with tigSpeed is the chance to further automate welding tasks.” However, even if the company does not go down this route, the increase in productivity thanks to the new process is so impressive that now even connecting pieces are to be welded using tigSpeed and hot wire – and there are a lot of connecting pieces on agitator vessels.