Başlangıç durumu:
NBA 625, paslanma dayanıklılığı çok iyi olan nikel bazlı bir alaşımdır – ancak bunu sadece teknolojik bileşimi korunduğunda sağlayabilir. Özellikle demir oranı, malzeme özelliğini olumsuz yönde etkileyebilir. Bunun sonucunda, farklı malzemelerin yoğun bir şekilde karışmasının önüne geçmeden ve yüzey tabakasının saflığını koruyarak, bir NBA 625 tabakasını termik yöntemle karbon içeren bir çeliğin üzerine uygulamak zor bir iştir. Bu tabakalar büyük oranda mekanik olarak kaynak yapılmıştır, ya MAG yöntemiyle saatte 5 kilogram dolgu kapasitesiyle ya da TIG ile saatte 2,5 kilogram dolgu kapasitesiyle.
Çözüm:
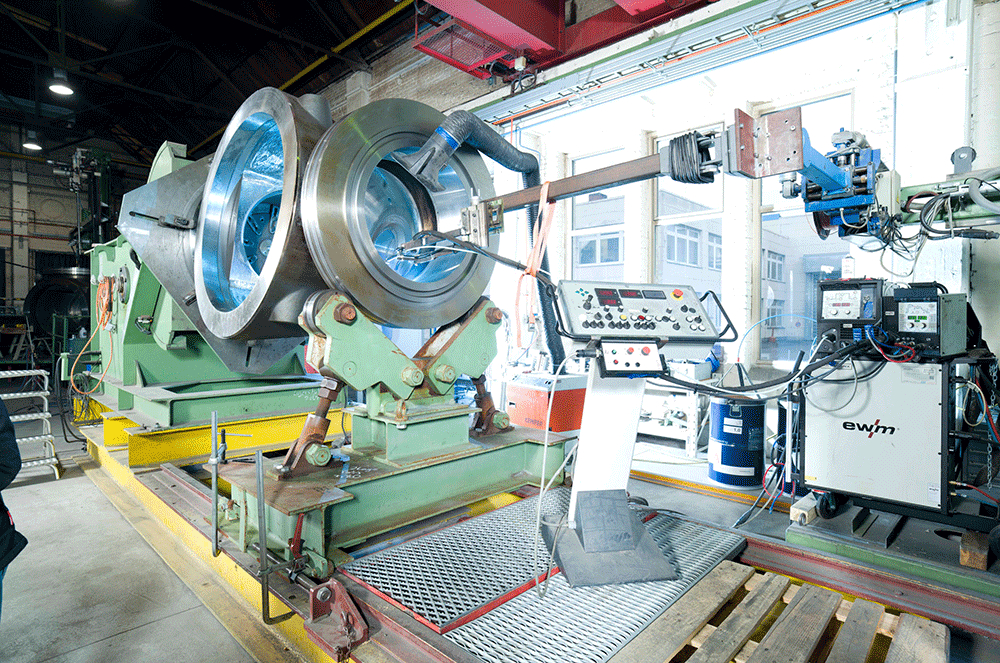
Amaç, aynı zamanda düşük bir karışım elde etmeden olabildiğince yüksek dolgu kapasitesine ulaşmaktır. Her ne kadar bu uygulama başlarda EWM uygulama teknisyenlerine de garip gelse de, MAG kaynağı ITAG’da tigSpeed sıcak tel besleme sürücü sistemi yardımıyla ilave bir tel beslemesiyle kombine edildi. Bunun arkasında yatan fikir, kaynak sarf malzemelerine daha fazla ark enerjisi aktarmaktı. Böylece daha az temel malzeme eritilmiş, bu da yüzey tabakasının saflığına fayda sağlamıştır. Böylece sevk gücü ve buna bağlı olarak dolgu kapasitesi tek seferde iki katına çıkarılabilmiştir.
Başarı:
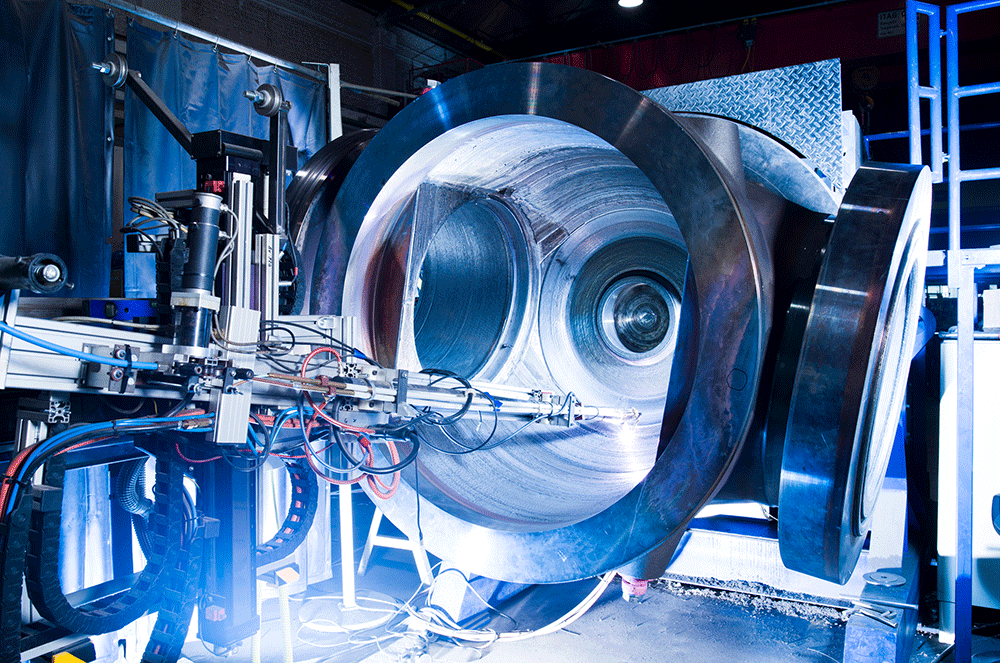
Saatte 13,8 kg’a varan dolgu kapasitesi, MAG kaynağına göre iki katından fazla ve TIG sıcak tel kaynağına göre dört katıdır. Buna ilave olarak dip dibe bulunan kaynak tırtılları, tel beslemesinin ve kaynak parametrelerinin aşırı yüksek istikrarı nedeniyle çok düşük bir dalgalanmaya (0,5 milimetreden az) sahiptir. Dolayısıyla yüzey tabakası, talaş kaldırma ile elde edilecek olan daha sonraki nihai ölçüden yaklaşık 1 mm daha yüksek olacak şekilde gerçekleştirilmelidir. ITAG böylece zaman tasarrufunun yanı sıra büyük miktarda pahalı malzemeden tasarruf sağlayabilir.