- Buradasınız:
-
Anasayfa

- Referanslar
Array
(
[0] => stdClass Object
(
[id] => 38
[catid] => 57
[name] => Stadler Winterthur AG
[alias] => stadler-winterthur-ag
[customer] => Stadler Winterthur AG
[customer_logo] => images/referenzen/logos_schienen/stadler_blue_rgb_png.png
[titelbild] => images/referenzen/sliderbilder/stadler_L211977_web.jpg
[sectorId] => COM_EWMREFERENCE_SCHIENENBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MIG_MAG","COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => How Stadler in Winterthur is optimising bogie production
with EWM technology
[benefit_subtext] => Groundbreaking e_ ciency in the manufacture of rail vehicles – Stadler Rail places high demands on the welding process in production. When manufacturing bogies,
it is not only cost-effectiveness and process reliability that are important, but above all precision and high weld seam quality.
EWM masters these challenges with welding machines that impress with their intuitive operation, digital interfaces and reliable performance in daily shift operation.
[teaser] => Groundbreaking e_ ciency in the manufacture of rail vehicles – Stadler Rail places high demands on the welding process in production. When manufacturing bogies,
it is not only cost-effectiveness and process reliability that are important, but above all precision and high weld seam quality.
EWM masters these challenges with welding machines that impress with their intuitive operation, digital interfaces and reliable performance in daily shift operation.
[casestudy_status] => Stadler Winterthur AG is the centre of excellence for bogies within the Stadler Rail Group. Its focus is on precision, cost-effectiveness and process reliability. The complex assemblies are manufactured in two shifts by over 120 welders using a high degree of automation. In addition to the required weld seam quality and reproducibility, the demands on digital welding data management are also growing. In order to ensure quality in the long term and standardise processes, Stadler decided to switch to EWM welding equipment and to use only machines from one manufacturer.
[casestudy_solution] => Since 2024, Stadler Winterthur AG has been relying on welding technology from EWM: over 80 welding machines are in use, including the Titan XQ 400 for MAG welding and the Tetrix XQ 300 for TIG welding. Both systems impress with their intuitive operation, ergonomic functional torches with integrated displays and robust performance in shift operation. The ewm Xnet digital welding management system centrally records, evaluates and documents all process data. This allows quality and efficiency to be monitored and continuously improved in real time.
[casestudy_effectiv] => The switch to EWM welding technology went smoothly and was quickly accepted by employees. The simple handling and clear menu navigation make it easier to train new welders and significantly reduce the error rate. Existing components could continue to be used, which further accelerated integration. Today, Stadler Winterthur AG benefits from more stable production, greater process reliability and a sustainable increase in manufacturing quality – a decisive step towards a future-proof welding process in rail vehicle construction.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["Stadler_Rail_CH_DE_201025_FIN_02.pdf","Stadler_Rail_CH_EN_201025_FIN_02.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["stadler_L211940_web.jpg","stadler_L211977_web.jpg","stadler_L211987_web.jpg","stadler_L212046_web.jpg","stadler_L212065_web.jpg"],"description":["Bild 1","Bild 2","Bild 3","Bild 4","Bild 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 37
[access] => 1
[language] => *
[params] =>
[created] => 2025-12-03 11:06:09
[created_by] => 590
[created_by_alias] =>
[modified] => 2026-01-06 05:58:23
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[1] => stdClass Object
(
[id] => 37
[catid] => 67
[name] => WAAM3D
[alias] => waam3d
[customer] => WAAM3D
[customer_logo] => images/referenzen/logos_luft/WAAM.png
[titelbild] => images/referenzen/sliderbilder/WAAM_Bild2.png
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_METALL","COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_WAAM"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Precise welding technology for additive manufacturing
[benefit_subtext] => Wire Arc Additive Manufacturing (WAAM) has experienced a significant upswing in recent years. This advanced technology allows complex metal structures to be manufactured efficiently and precisely. The British company WAAM3D, a pioneer in the field of WAAM technology, works with EWM welding equipment to produce high-quality metal components for various industries such as aerospace, energy and shipping.
[teaser] => Wire Arc Additive Manufacturing (WAAM) has experienced a significant upswing in recent years. This advanced technology allows complex metal structures to be manufactured efficiently and precisely. The British company WAAM3D, a pioneer in the field of WAAM technology, works with EWM welding equipment to produce high-quality metal components for various industries such as aerospace, energy and shipping.
[casestudy_status] => Wire additive manufacturing (WAAM) offers enormous opportunities, but also presents companies with special challenges. In order to reliably build complex metal structures, the welding systems used must operate with absolute precision and stability over many hours. For WAAM3D, it was therefore clear that a solution had to be found that would ensure uniform layer formation, high repeatability and consistent quality, even during long manufacturing processes.
[casestudy_solution] => The choice fell on plasma welding systems from EWM. With the Tetrix 352 and 552 models, WAAM3D can precisely control the process parameters and thus ensure controlled, reproducible material application. The high duty cycle and flexibility in the use of different materials make the devices the ideal solution for the special requirements of WAAM technology. In addition, the power sources can be easily integrated into WAAM3D's existing automation systems, enabling a consistently efficient and robust production process.
[casestudy_effectiv] => By using EWM welding technology, WAAM3D has been able to significantly increase process reliability and stability. Welding errors, especially with demanding materials such as titanium or Inconel, are reliably avoided. The company benefits from consistently high component quality and can guarantee its customers reliable and reproducible results. In addition to the technical advantages, WAAM3D also values its close cooperation with EWM: fast support, expert advice and the certainty of being well equipped for the future development of the technology.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["WAAM_T4_DE_040825_FIN.pdf","WAAM_T4_EN_230725_FIN.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["WAAM_Bild1.jpg","WAAM_Bild2.png","WAAM_PTA-Part_web.jpg","WAAM_T1_web.jpg","WAAM_T2_web.jpg"],"description":["WAAM3D_Bild1","WAAM3D_Bild2","WAAM3D_Bild3","WAAM3D_Bild4","WAAM3D_Bild4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 36
[access] => 1
[language] => *
[params] =>
[created] => 2025-10-06 09:50:46
[created_by] => 604
[created_by_alias] =>
[modified] => 2025-10-07 08:20:19
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 11
[hits] => 0
)
[2] => stdClass Object
(
[id] => 36
[catid] => 67
[name] => TANICS
[alias] => tanics
[customer] => TANICS™
[customer_logo] => images/referenzen/logos_sonst/Tanics_Blue_AW.png
[titelbild] => images/referenzen/sliderbilder/tanicsIMG_0313.jpg
[sectorId] => COM_EWMREFERENCE_NUR
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_FORCE_TIG"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => When radioactive materials need to be safely enclosed in containers,
every detail counts
[benefit_subtext] => especially the weld seam. With
TANICS™ R-TIG, a robot-assisted welding system for nuclear
applications, and the forceTig® high-performance TIG process
from EWM, a new solution has been developed speci_ cally for
this challenge: It automates the entire welding process, thereby
protecting personnel from radiation exposure and not only
o_ ers absolute process reliability, but also delivers reproducible
seam quality at the highest level.
[teaser] => When radioactive materials need to be safely enclosed in containers,
every detail counts - especially the weld seam. With
TANICS™ R-TIG, a robot-assisted welding system for nuclear
applications, and the forceTig® high-performance TIG process
from EWM, a new solution has been developed speci_ cally for
this challenge: It automates the entire welding process, thereby
protecting personnel from radiation exposure and not only
o_ ers absolute process reliability, but also delivers reproducible
seam quality at the highest level.
[casestudy_status] => Lifelong and absolutely secure sealing is a top priority when it comes to transporting and storing highly radioactive material in specially manufactured stainless steel containers. No one is allowed to be near the welding process when the containers with the nuclear material inside are being sealed. The protection of personnel and absolute process reliability are paramount, so reliable and automated welding solutions are essential. In collaboration with TANICS™, the joint venture between Amentum and Langfields Ltd., we have therefore developed TANICS™ R-TIG.
[casestudy_solution] => TANICS™ R-TIG is a robot-assisted welding system that, in combination with EWM's high-performance forceTig® TIG welding process, meets the highest standards of quality, safety and flexibility in accordance with PD5500 Category 1 and Sellafield Build Level specifications. Different container sizes and seam geometries can be reliably welded – directly on site, fully automated and remote-controlled. Cameras mounted directly on the robot and an integrated inspection system enable the weld seam to be viewed from different angles and ensure seamless quality control.
[casestudy_effectiv] => Reproducibility of seam quality, process reliability and personnel protection. The specifications at the start of the collaboration were clear. And it is precisely at the point where conventional TIG welding reaches its limits that the newly developed TANICS™ R-TIG solution comes into play. It is a practical response to the challenges faced by the nuclear industry and other sectors, meets the strict standards of European norms and is ASME-qualified. TANICS™ R-TIG provides optimum protection for personnel in hazardous environments and ensures the highest weld seam quality at all times.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000281-00000_Tanics_310725_DE.pdf","053-000281-00001_Tanics_310725_EN.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["tanics1.png","tanics2.png","tanics3.png","tanicsDSC_0825.jpg","tanicsDSC_7146.jpg","tanicsIMG_0313.jpg"],"description":["Tanics","Tanics2","Tanics2","Tanics4","Tanics5","Tanics6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 35
[access] => 1
[language] => *
[params] =>
[created] => 2025-08-19 09:50:01
[created_by] => 591
[created_by_alias] =>
[modified] => 2025-08-19 10:48:36
[modified_by] => 591
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 8
[hits] => 0
)
[3] => stdClass Object
(
[id] => 35
[catid] => 57
[name] => alwitra GmbH
[alias] => alwitra-gmbh
[customer] => alwitra GmbH
[customer_logo] => images/referenzen/logos_sonst/ALWITRA.jpg
[titelbild] => images/referenzen/sliderbilder/EWM-React-bei-Alwitra-Trier-022.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_REACT"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Efficient and automated welding with EWM React
[benefit_subtext] => Quality, efficiency and process optimisation. The demands in the manufacturing industry are constantly increasing and require the use of innovative welding technologies. For this reason, alwitra GmbH, a leading provider of system solutions for flat roofs, relies on EWM React. Almost all of the products used for the more than 175 million square metres of sealed roof surfaces per year have to be welded. It is often not only the functionality of the weld seams that counts, but also their appearance. With EWM React, alwitra secures a decisive competitive advantage.
[teaser] => Quality, efficiency and process optimisation. The demands in the manufacturing industry are constantly increasing and require the use of innovative welding technologies. For this reason, alwitra GmbH, a leading provider of system solutions for flat roofs, relies on EWM React. Almost all of the products used for the more than 175 million square metres of sealed roof surfaces per year have to be welded. It is often not only the functionality of the weld seams that counts, but also their appearance. With EWM React, alwitra secures a decisive competitive advantage.
[casestudy_status] => In the past, alwitra used a standard pulse MIG process to manufacture components. The level of automation in the company was rather low at around 30%, as special products made up the majority of production. However, there is great potential for optimisation, particularly in the production of standard components, as increasing automation can further improve quality and reduce costs. alwitra is constantly adapting its product range to current market requirements and is therefore all the more dependent on the use of innovative welding technology.
[casestudy_solution] => Process stability plays an important role for alwitra when using welding robots. This is where EWM React comes into play as an automation solution, as the welding process is the ideal combination of short arc and digital welding process control. Combined with a highly dynamic torch drive, the result is a precise and reliable automation process that delivers perfect welds. EWM React gives the user full control over the droplet transfer and, with the process variants Speed, Positionweld and superPulse, offers tailor-made solutions for even the most demanding welding tasks.
[casestudy_effectiv] => The objective of the cooperation between alwitra and EWM was clearly defined: Automated welding was to take productivity to a new level. This is exactly what has been achieved with EWM React, as the high deposition rates of the spray arc range have been combined with all the advantages of the short arc. Hardly any spatter, minimal distortion, enormous process stability and a reduction in heat input of up to 35% - these advantages speak for themselves. With alwitra, the result is a time saving of more than one minute per workpiece - both during welding and in post-processing.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000272-00000_alwitra.pdf","053-000272-00001_alwitra.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["EWM-React-bei-Alwitra-Trier-022.jpg","EWM-React-bei-Alwitra-Trier-023.jpg","EWM-React-bei-Alwitra-Trier-027.jpg","EWM-React-bei-Alwitra-Trier-032.jpg","EWM-React-bei-Alwitra-Trier-033.jpg","EWM-React-bei-Alwitra-Trier-039.jpg","EWM-React-bei-Alwitra-Trier-042.jpg"],"description":["Alwitra_1","Alwitra_2","Alwitra_3","Alwitra_4","Alwitra_5","Alwitra_6","Alwitra_7"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 34
[access] => 1
[language] => *
[params] =>
[created] => 2024-11-15 06:47:36
[created_by] => 590
[created_by_alias] =>
[modified] => 2024-11-15 07:30:28
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 7
[hits] => 0
)
[4] => stdClass Object
(
[id] => 34
[catid] => 57
[name] => Nordic Steel AS
[alias] => nordic-steel-as
[customer] => Nordic Steel AS
[customer_logo] => images/referenzen/logos_sonst/LogoNordicSteel_WithSlogan_231x31.png
[titelbild] => images/referenzen/sliderbilder/NordicSteel4.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MIG_MAG","COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => EWM enhances environmental commitment at Nordic Steel
[benefit_subtext] => Nordic Steel AS is a leading company in the steel industry and a comprehensive provider of mechanical production solutions. The company has firmly positioned itself as a driving force not only in Norway, but also on a global level. The extensive reference list includes major players from a wide range of industries, such as renewable energy, oil and gas, aquaculture, maritime, HVAC, transport, infrastructure, construction, piping, defence, aerospace, and various other sectors. Nordic Steel has strong and long-lasting partnerships in all these sectors, making it a full-service provider.
[teaser] => Nordic Steel AS is a leading company in the steel industry and a comprehensive provider of mechanical production solutions. The company has firmly positioned itself as a driving force not only in Norway, but also on a global level. The extensive reference list includes major players from a wide range of industries, such as renewable energy, oil and gas, aquaculture, maritime, HVAC, transport, infrastructure, construction, piping, defence, aerospace, and various other sectors. Nordic Steel has strong and long-lasting partnerships in all these sectors, making it a full-service provider.
[casestudy_status] => Nordic Steel AS has been using welding machines from EWM for many years. However, before the strategic partnership between them began, the Norwegian company had problems with various other welding machines. These occurred particularly when welding aluminium, which led to rapid downtimes throughout the welding operation. After analysing the situation in detail, Nordic Steel AS decided to work with EWM in 2010. Since then, the efficiency and quality of the entire welding operation has increased significantly.
[casestudy_solution] => Every welding task is different for the Norwegian full-service provider from the steel industry and with the welding machines from EWM, Nordic Steel is ideally prepared for a wide range of conditions. There are now 26 welding machines at the Bryne site, which are very well suited for aluminium welding thanks to the built-in position welding function and effectively reduce downtimes. In addition, the experience of the company's welders confirms that the machines are user-friendly, produce perfect weld seams and have a robust design.
[casestudy_effectiv] => A central component of Nordic Steel's corporate philosophy is its outstanding commitment to the environment. High standards for top performance and sustainability apply throughout the entire welding operation and are maintained using EWM welding equipment. This is ensured, among other things, by the resource-saving inverter technology and the energy-efficient welding processes. Nordic Steel has been recognised as the most environmentally friendly steelworks in Norway, and its status as an industry pioneer with a strong environmental focus was recognised in 2021 with the "Miljøfyrtårn" (Environmental Lighthouse) award.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000246_00000_Praxisreport_NordicSteel_DE.pdf","053-000246_00001_Praxisreport_NordicSteel_EN.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["NordicSteel4.jpg","NordicSteelDSC_3067.jpg","NordicSteelDSC_3109.jpg","NordicSteelDSC_3118.jpg","NordicSteelSvein.jpg","NordicSteelwelder-on-stairs.jpg","NordicSteelwelder-table.jpg","NordicSteelworkbench.jpg"],"description":["Bild 1","Bild 2","Bild 3","Bild 4","Bild 5","Bild 6","Bild 7","Bild 8"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 33
[access] => 1
[language] => *
[params] =>
[created] => 2024-07-17 11:55:42
[created_by] => 590
[created_by_alias] =>
[modified] => 2024-07-17 11:57:34
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 3
[hits] => 0
)
[5] => stdClass Object
(
[id] => 33
[catid] => 57
[name] => Bilfinger SE
[alias] => bilfinger-se
[customer] => Bilfinger SE
[customer_logo] => images/referenzen/logos_sonst/bilfinger-logo.png
[titelbild] => images/referenzen/sliderbilder/Bilfinger_Noell_superconducting-magnets-bn_190731_11865.jpg
[sectorId] => COM_EWMREFERENCE_NUR
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_MIG_MAG"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Documentation down to seam level
[benefit_subtext] => Traceability and documentation are typical buzzwords, especially when it comes to certified components. Who welded which seam with which parameters and when? All this data is necessary to comply with the obligatory documentation requirements – an obligation that is often perceived as too time-consuming. ewm Xnet provides a remedy and supports welding coordinators and welders in their daily work – as well as doing so much more.
[teaser] => As a nuclear and magnet technology specialist, Bilfinger Noell is certified in accordance with DIN EN 10190 in the highest execution class EXC 4 – with special obligatory documentation.
[casestudy_status] => This documentation often involves huge sheets of paper with extensive tables that are shuffled back and forth between the welding coordination personnel's office and production at the welding site. Welders transfer the welding parameters and the coordinator countersigns them. But it’s so easy to make a writing error when transferring the welding parameters to the paper table. And is it really stored in such a way that it can be retrieved at any time? After all, the worst-case scenario for any welding coordination personnel is when something happens but the relevant documents are not available.
[casestudy_solution] => ewm Xnet brings together everything you need for the documentation. It starts with the relevant WPS. In addition to the parameters, the welding sequence can also be defined. When it comes to welding, the welder logs on via Xnet. This also fulfils the documentation requirements. The barcode assigned to each weld seam is used to set the correct parameters on the machine straight away. This ensures quality that can be proven. All data can be found at any time and can also be analysed afterwards – completely tamper-free.
[casestudy_effectiv] => The introduction of ewm Xnet changes everything in the daily work of a welding coordinator – but at the same time doesn’t really change anything at all. After all, ewm Xnet does not change the work itself. It simply makes work simpler, safer and more efficient. Secure and fast access to all data and the associated documents is a great help, especially during audits and in the event of a warranty claim. The additional recording of consumption data also gives users an idea of actual capacity and costs of the respective projects. The bottom line: weak points can be uncovered quickly and potential utilised.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["052-000232-00000_Praxisreport_Bilfinger_Noll_GmbH.pdf","052-000232-00001_Praxisreport_Bilfinger_Noll_GmbH.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["Bilfinger_Noell_Hot-Cell_KB18274.jpg","Bilfinger_Noell_Schleusen-bn_1803012261.jpg","Bilfinger_Noell_Sge-Rckbau_NPP_ret_DSC8492.jpg","Bilfinger_Noell_superconducting-magnets-bn_190731_11865.jpg","Bilfinger_ANSTO_KKF8004_b_fin_lr.jpg","Bilfinger_Bilder.jpg","Bilfinger_Bilder2.jpg","Bilfinger_Bilder4.jpg","Bilfinger_Bilder6.jpg","Bilfinger_Bilder9.jpg"],"description":["Bilfinger_1","Bilfinger_2","Bilfinger_3","Bilfinger_4","Bilfinger_5","Bilfinger_6","Bilfinger_7","Bilfinger_8","Bilfinger_9","Bilfinger_10"]}
[links] => {"doc_name":["YouTube"],"doc_link":["https://www.youtube.com/watch?v=5ir_qQvN95A"],"description":["Als Nuklear- und Magnettechnik-Spezialist ist Bilfinger Noell nach DIN EN 10190 in der höchsten Ausführungsklasse EXC 4 zertifiziert – mit besonderen Anforderungen an die Dokumentationspflicht."]}
[article_id] => 0
[ordering] => 32
[access] => 1
[language] => *
[params] =>
[created] => 2024-04-04 11:08:58
[created_by] => 590
[created_by_alias] =>
[modified] => 2024-04-04 11:19:24
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 3
[hits] => 0
)
[6] => stdClass Object
(
[id] => 32
[catid] => 57
[name] => SBS Kft Hungary
[alias] => sbs-kft-ungarn
[customer] => SBS Kft
[customer_logo] => images/referenzen/logos_sonst/sbs_logo_rgb.png
[titelbild] => images/referenzen/SBS_3.jpg
[sectorId] => COM_EWMREFERENCE_LOHNFERTIGER
[materialId] => ["COM_EWMREFERENCE_VERSCHIEDENES"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC","COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => A brief look at contract manufacturer SBS Kft Hungary.
[benefit_subtext] => Higher welding quality with a significant reduction in the time required for both welding itself
and finishing work – this sums up contract manufacturer SBS Kft., based in Erdőtelek, Hungary
around 130 km east of Budapest. Thanks to a
greater arc penetration depth, the new forceArc
welding process results in significant time savings alongside an increase in welding quality.
Another benefit is that EWM welding machines
require far fewer spare and wear parts despite a
higher duty cycle. All these effects lead to an increase in productivity.
[teaser] => Higher welding quality with a significant reduction in the time required for both welding itself
and finishing work – this sums up contract manufacturer SBS Kft., based in Erdőtelek, Hungary
around 130 km east of Budapest. Thanks to a
greater arc penetration depth, the new forceArc
welding process results in significant time savings alongside an increase in welding quality.
Another benefit is that EWM welding machines
require far fewer spare and wear parts despite a
higher duty cycle. All these effects lead to an increase in productivity.
[casestudy_status] => Increasing quality requirements and greater cost
pressure are the challenges faced by most contract
manufacturing companies. In the case of welding,
this is synonymous with high welding quality produced in less time. Only through this combination
can a true productivity advantage be achieved.
The spectrum begins with selection of the welding
procedure and can also include design measures.
This was precisely the challenge faced by SBS Kft.
[casestudy_solution] => If a weld seam can be welded from just one side
instead of both, it saves a lot of time – both in
terms of handling and the welding process itself.
This substantial change to the workflow is possible thanks to the innovative forceArc welding
process from EWM. ForceArc is a heat-minimised
pulsed arc with both great penetration depth and
outstanding gap bridging. This makes it possible
to weld the carbon steels being used in a reliable
way with nearly no spatter, yet with the same outstanding welding quality and considerably less finishing work
[casestudy_effectiv] => SBS Kft. were so impressed by the quality and long
duty cycle of the Taurus welding machines from
EWM that they procured 20 welding machines in
a single order and equipped their welding shop
with them. In addition to improving quality, the
company are able to reduce costs thanks to both
a significant reduction in finishing work and a considerable decrease in the number of consumables
used – all the parts used last much longer than
they used to (wear parts in particular).
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000215-00000_SBS_Ungarn.pdf","053-000215-00001_SBS_Ungarn.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["SBS_2.jpg","SBS_3.jpg","SBS_4.jpg"],"description":["SBS_2","SBS_3","SBS_4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 31
[access] => 1
[language] => *
[params] =>
[created] => 2023-09-21 06:02:05
[created_by] => 590
[created_by_alias] =>
[modified] => 2023-10-24 05:58:14
[modified_by] => 595
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 6
[hits] => 0
)
[7] => stdClass Object
(
[id] => 31
[catid] => 67
[name] => Dražice
[alias] => drazice
[customer] => Dražice
[customer_logo] => images/referenzen/logos_sonst/Logo_drazice.jpg
[titelbild] => images/referenzen/drazice_1_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => [""]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Hot water storage tanks and water heaters (boilers)
[benefit_subtext] => Dražice started with the idea of manufacturing the most economical and least failure-prone water heater ever – in short: the best boiler. This became the company’s philosophy. Despite achieving its targets every year, the company continues to optimise its products. This continuous improvement of the quality of their water heaters (boilers), buffer tanks and heating elements has been recognised with various awards, such as the AOVT 2021 Award and the Czech Business Superbrands 2022.
[teaser] => Dražice is the Czech Republic’s leading manufacturer of hot water storage tanks and water heaters.
[casestudy_status] => The Dražice portfolio includes over 380 types or modifications of hot water storage tanks and water heaters as well as various types of buffer tank. The basic structure of the tanks is always similar: A sheet is shaped into a pipe and the seam is welded. A base and lid are then added and also radially welded. It is important to have high-quality seams which will withstand the pressure in the heat accumulators later on.
[casestudy_solution] => The base material for the heat accumulator is structural steel with a yield strength of 230 MPa; the diameters of the pipes range between 500 and 850 mm; the material thickness is between 2 and 3 mm. Each component requires individualised weld seams. With the wide range of welding machines and innovative welding processes, EWM machines always deliver optimal results. What’s more, the control of the welding machines can be easily integrated into Dražice’s plant controls, allowing automated or semi-automated production of the base bodies.
[casestudy_effectiv] => Depending on the application, the Titan XQ 400 puls DW or the Picomig 355 puls is used for automated welding, as they provide the right welding parameters for any material, even aluminium. In manual welding, the Phoenix 405 Progress puls stands out with its wide range of applications, from MIG/MAG to electrode all the way to TIG welding. The drive 4X wire feeder feeds the filler metal safely to the weld spot. This results in almost spatter-free seams, high weld seam quality and minimal post weld work, because for Dražice, reliable weld seams mean high productivity and thus strong performance.
[documents] => {"doc_name":[" PraxisReport_DE"," PraxisReport_EN"],"doc_link":["053-000203-00000_Druzstevni_zavody_Drazice.pdf","053-000203-00001_Druzstevni_zavody_Drazice.pdf"],"description":[" PraxisReport_DE"," PraxisReport_EN"]}
[imageslider] => {"image_link":["drazice_1_web.jpg","drazice_2_web.jpg","drazice_3_web.jpg","drazice_4_web.jpg"],"description":["Drazice_1","Drazice_2","Drazice_3","Drazice_4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 30
[access] => 1
[language] => *
[params] =>
[created] => 2022-11-10 10:50:58
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-11-15 14:40:12
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 2
[hits] => 0
)
[8] => stdClass Object
(
[id] => 30
[catid] => 67
[name] => BRS Motorsport
[alias] => brs-motorsport
[customer] => BRS Motorsport
[customer_logo] => images/referenzen/logos_sonst/logo_motorsport.png
[titelbild] => images/referenzen/motorsport_titel_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => [""]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Formula Student: students build racing car
[benefit_subtext] => Formula Student is an international engineering competition for students. To take part in the competition, each team designs, constructs and manufactures a small formula racing car and also participates in international competitions with it. This gives students a chance to build on their theoretical knowledge from their studies with practical experience in construction and production as well as learn about the economical aspects of the industry.
[teaser] => Every year, BRS Motorsport e. V. develops and manufactures a spectacular electric racing car ...
[casestudy_status] => BRS Motorsport e. V. is a coalition of students that take part in the international Formula Student competition every year. From design and construction all the way to production – the team completed yet another spectacular electric racing car this year. Students are supported by a wide range of industry partners from across all different sectors in their quest to produce innovative vehicles.
[casestudy_solution] => The chassis is a full carbon monocoque constructed using no steel or aluminium welded constructions. To protect the driver’s body and legs in the event the car rolls over or is involved in an accident, the car has a “large” roll bar (main hoop) and a “small” roll bar (front hoop). These are welded constructions made from steel pipes and aluminium square pipes. The aluminium in particular poses a challenge when it comes to the welding procedure and can only be welded safely using high-quality welding machines and suitable welding processes.
[casestudy_effectiv] => Following a training session by EWM application engineers, the students used both the Picomig 305 and Tetrix 230 AC/DC welding machines to weld the individual components on their own. This also included the battery container, a welded construction made from aluminium sheet. Various victories in the electric vehicle class are testament to the club’s high-quality and innovative work.
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000202-00000_BRS_Motorsport_v3.pdf","053-000202-00001_BRS_Motorsport_v3.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["motorsport_titel_web.jpg","motorsport_web.jpg","motorsport_2_web.jpg","motorsport_3_web.jpg"],"description":["Motorsport_Titel","Motorsport_1","Motorsport_2","Motorsport_3"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 29
[access] => 1
[language] => *
[params] =>
[created] => 2022-11-10 10:28:51
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-11-10 10:32:12
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 2
[hits] => 0
)
[9] => stdClass Object
(
[id] => 29
[catid] => 57
[name] => Finsterle GmbH
[alias] => finsterle-gmbh
[customer] => Finsterle GmbH
[customer_logo] => images/referenzen/logos_sonst/Logo_Finsterle.png
[titelbild] => images/referenzen/finsterle_L1530728.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_STAHL","COM_EWMREFERENCE_MAT_SONSTIGE"]
[processId] => ["COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Overcoming the challenges of automated welding with fine-grained steels
[benefit_subtext] => Welding without crack formation. Welders need to be able to weld without cracks forming when joining (weight-bearing) steel components made from fine-grained steels. Preheating the corresponding component reduces thermal stress. Finsterle GmbH’s task for EWM was to automate this step. Developers at our Sales and Technology Centre in Neu-Ulm quickly came up with the basic framework: the system is designed using two separate robot welding cells, each with a positioner, and an integrated preheating unit.
[teaser] => Welding without crack formation. Welders need to be able to weld without cracks forming when joining (weight-bearing) steel components made from fine-grained steels. Preheating the corresponding component reduces thermal stress. Finsterle GmbH’s task for EWM was to automate this step. Developers at our Sales and Technology Centre in Neu-Ulm quickly came up with the basic framework: the system is designed using two separate robot welding cells, each with a positioner, and an integrated preheating unit.
[casestudy_status] => As a toll manufacturer, flexibility is absolutely crucial for Finsterle GmbH. Ultimately, nobody can predict what orders customers will approach the metal construction company with – neither in terms of the application nor in terms of the components. A robot system with two welding cells, each with a positioner, is the perfect base concept. Clamped components are accessible from both sides and the robot can easily reach them. However, previous systems have been purely robot welding solutions without any consideration for a preheating unit.
[casestudy_solution] => The robot arm is equipped with a pneumatically operated tool changer and can be used to hold all kinds of tools. The oxyacetylene torch and the welding torch are located on different sides of the welding booth to avoid any hoses getting in the way during operation. First, the gripper takes hold of the oxyacetylene torch. This is ignited at an external ignition station. Once the base temperature of the component has been sufficiently increased, the oxyacetylene torch is placed in the parking position. The gripper then grabs the welding torch to start welding the steel components.
[casestudy_effectiv] => The automated system for Finsterle GmbH is the first solution of its kind. An automated welding process has previously never been designed for this material due to the required preheating for fine-grained steels. This development is particularly interesting for components with large batch sizes. But Finsterle’s automated solution isn’t just a win from a production standpoint. In times of skilled worker shortages, the new robotic welding system also means the company is now better equipped to face the future challenges of the labour market.
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000198-00000_PraxisReport_Finsterle.pdf","053-000198-00001_PraxisReport_Finsterle.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["finsterle_L1530728.jpg","finsterle_A1260906.jpg","finsterle_A1260941.jpg","finsterle_A1260956.jpg","finsterle_L1530688.jpg","finsterle_L1530756.jpg","finsterle_L1530774.jpg"],"description":["Finsterle_01","Finsterle_02","Finsterle_03","Finsterle_04","Finsterle_05","Finsterle_06","Finsterle_07"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 28
[access] => 1
[language] => *
[params] =>
[created] => 2022-09-06 10:48:17
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-09-06 10:48:17
[modified_by] => 0
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 1
[hits] => 0
)
[10] => stdClass Object
(
[id] => 28
[catid] => 70
[name] => Vogelsang GmbH & Co. KG
[alias] => vogelsang-gmbh-co-kg
[customer] => Vogelsang GmbH & Co. KG
[customer_logo] => images/referenzen/logos_sonst/logo-vogelsang.png
[titelbild] => images/referenzen/Auswahl_DSC_0916_TN_RET_web.jpg
[sectorId] => COM_EWMREFERENCE_ANLAGEBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => The user-friendly way to process all kinds of material thicknesses
[benefit_subtext] => The user-friendly way to process all kinds of material thicknesses
With ten new MIG/MAG XQ welding machines, the company was able to quickly establish welding sites in line with the state of the art.
The result: significantly reduced rework and even more efficient welding processes in the company.
[teaser] => The user-friendly way to process all kinds of material thicknesses
With ten new MIG/MAG XQ welding machines, the company was able to quickly establish welding sites in line with the state of the art.
The result: significantly reduced rework and even more efficient welding processes in the company.
[casestudy_status] => With its machines, the Essen-Oldenburg-based company focuses on the waste management, abattoir, fishing and agricultural sectors. Almost all of its products involve welding work on a wide range of materials, including unalloyed and low-alloy construction steels or chrome-nickel steels with various material thicknesses. This diverse spectrum of work is bolstered by Vogelsang’s high degree of vertical integration. With such a wide range of materials and material thicknesses, the company has high demands for ist welding machines.
[casestudy_solution] => In 2021, the company quickly settled on EWM’s new XQ series. Vogelsang was immediately blown away by what was possible with the new power sources, noting in particular how user-friendly the machines were. The saved JOBs for different materials and material thicknesses were a particular highlight for the company, offering potential to significantly simplify work sequences. These allow the welder to load optimised, pre-programmed machine settings for every task.
[casestudy_effectiv] => The new XQ machines and their processes allow the company to work with extremely low spatter. They also significantly reduce the amount of post-weld work required. In just a few weeks, the positive effects of the XQ welding machines on energy and material consumption will also be clear to see. The machine users were also impressed: they wanted to replace all welding machines with the MIG/MAG XQ series as soon as the first machines were commissioned.
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000187-00000_2022_06_Praxisreport_Vogelsang_V2.pdf","053-000187-00001_2022_06_Praxisreport_Vogelsang_V2.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["Auswahl_DSC_0882_TN_RET_web.jpg","Auswahl_DSC_0885_TN_todoRetusche.JPG","Auswahl_DSC_0898_TN_todoRetusche.JPG","Auswahl_DSC_0907_TN_RET_web.jpg","Auswahl_DSC_0916_TN_RET_web.jpg"],"description":["Vogelsang_Bild 1","Vogelsang_Bild 2","Vogelsang_Bild 3","Vogelsang_Bild 4","Vogelsang_Bild 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 27
[access] => 1
[language] => *
[params] =>
[created] => 2022-07-15 07:46:58
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-07-15 07:46:58
[modified_by] => 0
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 1
[hits] => 0
)
[11] => stdClass Object
(
[id] => 27
[catid] => 57
[name] => MST Parts Group
[alias] => mst-parts-group
[customer] => MST Parts Group
[customer_logo] => images/referenzen/logos_sonst/MST_logo.jpg
[titelbild] => images/referenzen/MST.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_STAHL","COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE"]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => MST/Hi-Spec Manufacturing manufactures the largest dredger buckets...
[benefit_subtext] => The dredger buckets of earthmoving and mining machines have one job: to pick up and move large quantities of heavy rock and stone. It almost goes without saying that the materials used on these machines need to be incredibly wear-resistant and repairs are just part and parcel of the work involved. That’s where the UK-based MST Parts Group comes in as one of the international market leaders in the manufacturing of the world’s largest dredger buckets and their related repairs.
[teaser] => The dredger buckets of earthmoving and mining machines have one job: to pick up and move large quantities of heavy rock and stone. It almost goes without saying that the materials used on these machines need to be incredibly wear-resistant and repairs are just part and parcel of the work involved. That’s where the UK-based MST Parts Group comes in as one of the international market leaders in the manufacturing of the world’s largest dredger buckets and their related repairs.
[casestudy_status] => One cubic metre of natural rock weighs around two tonnes – an MST bucket can carry up to five cubic metres without even breaking a sweat. Of course, this can be particularly demanding on the dredger and its power, as well as the bucket itself. The use of wear-resistant steels as a material choice and for the welding consumables is common...
[casestudy_solution] => From welding machines and a wide variety of welding consumables to bespoke welding torches – EWM’s extensive range makes it the perfect partner for MST Parts Group. To ensure successful repairs, material quality is fundamental when it comes to processing wear-resistant steels such as S355, Weldox and all Hardox materials...
[casestudy_effectiv] => It’s not just MST’s customers who are thrilled with the welding results. The EWM products’ reliability was quickly noticed by MST, too. Thanks to their robust design, EWM products mean no more repair invoices for welding machines...
[documents] => {"doc_name":["...aus der Praxis DE","...Inpractice EN"],"doc_link":["053-000185-00000_Kurzreferenz_MST.pdf","053-000185-00001_Kurzreferenz_MST.pdf"],"description":["...aus der Praxis DE","...Inpractice EN"]}
[imageslider] => {"image_link":["MST.jpg","MST_2.jpg","MST_3.jpg"],"description":["Groß. Schwer. Robust.","Nick Fagandini, Direktor für Schaufeln (links), Lewis Barnes, Funktion (Mitte) und\nAlan Barnes, Betriebsleiter (rechts) in dem größten jemals im Vereinigten Königreich\ngebauten Hochlöffel PC8000.","Die Siebschaufel hat ein Volumen von 25 m³ und wird für die Gewinnung von Gestein\nam Meeresboden verwendet, wobei der Schlick zurückbleibt."]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 26
[access] => 1
[language] => *
[params] =>
[created] => 2022-05-11 05:03:22
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-05-11 05:31:51
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[12] => stdClass Object
(
[id] => 26
[catid] => 57
[name] => IGEFA WEINBRENNER Energy Solutions GmbH
[alias] => igefa-weinbrenner-energy-solutions-gmbh
[customer] => IGEFA WEINBRENNER Energy Solutions GmbH
[customer_logo] => images/referenzen/logos_lebens/igefa-logo.png
[titelbild] => images/referenzen/IGEFA.jpg
[sectorId] => COM_EWMREFERENCE_LEBENSMITTEL
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_COLD_ARC","COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Skilled worker shortages, full order books and high quality standards
[benefit_subtext] => Heat exchangers made by Hof-based company, IGEFA WEINBRENNER Energy Solutions GmbH in the Westerwald region of Germany, are used across many different sectors, from the food, brewing and beverage industry and energy/chemical sector, all the way to the pulp and paper industry. And, just like the production and industrial systems used in these sectors, the heat exchangers used also have to be tailored to the needs of the industry. When it comes to constructing and designing these systems, the use of special materials is just as important as continuous data collection for the purposes of quality assurance.
[teaser] => Heat exchangers made by Hof-based company, IGEFA WEINBRENNER Energy Solutions GmbH in the Westerwald region of Germany, are used across many different sectors, from the food, brewing and beverage industry and energy/chemical sector, all the way to the pulp and paper industry. And, just like the production and industrial systems used in these sectors, the heat exchangers used also have to be tailored to the needs of the industry. When it comes to constructing and designing these systems, the use of special materials is just as important as continuous data collection for the purposes of quality assurance.
[casestudy_status] => Many sectors and companies are currently faced with a challenging combination of skilled worker shortages, full order books and high quality standards to maintain, making efficient and safe processes that ensure optimum use of the given resources all the more important...
[casestudy_solution] => IGEFA WEINBRENNER Energy Solutions GmbH successfully implemented a line of EWM welding machines in the area of TIG welding. As part of the planned switchover within welding production, it also made sense to take a closer look at EWM machines for MAG welding, too...
[casestudy_effectiv] => Choosing the right welding procedure can significantly decrease the amount of post weld work needed and subsequently increase productivity. The increased weld seam quality in the root pass and the reduction in overall welding times both play a part here. That means a more efficient component production...
[documents] => {"doc_name":["...aus der Praxis DE","...Inpractice EN"],"doc_link":["053-000186-00000_Kurzreferenz_IGEFA.pdf","053-000186-00001_Kurzreferenz_IGEFA.pdf"],"description":["...aus der Praxis DE","...Inpractice EN"]}
[imageslider] => {"image_link":["IGEFA.jpg"],"description":["Bild 1"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 25
[access] => 1
[language] => *
[params] =>
[created] => 2022-05-11 04:48:34
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-05-11 05:32:48
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[13] => stdClass Object
(
[id] => 25
[catid] => 58
[name] => Hüffermann Transportsysteme GmbH
[alias] => hueffermann-transportsysteme-gmbh
[customer] => Hüffermann Transportsysteme GmbH
[customer_logo] => images/referenzen/hueffermann/logo_hueffermann.png
[titelbild] => images/referenzen/A1410075-Montage-retusche.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MAG_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => 300 weld seams in 90 minutes
[benefit_subtext] => It was primarily a shortage of skilled workers that motivated Hüffermann Transportsysteme GmbH to break new ground in chassis production. The lorry trailer manufacturer based in Neustadt (Dosse) in the Brandenburg region of Germany now manufactures 16 skeletal and container trailers using the EWM-Euen system every week, almost doubling its production while reducing manpower.
[teaser] => It was primarily a shortage of skilled workers that motivated Hüffermann Transportsysteme GmbH to break new ground in chassis production. The lorry trailer manufacturer based in Neustadt (Dosse) in the Brandenburg region of Germany now manufactures 16 skeletal and container trailers using the EWM-Euen system every week, almost doubling its production while reducing manpower.
[casestudy_status] => The clamping for manual welding of the 7-metre-long components was rather basic. Precise alignment of the longitudinal beams and other components is, however, fundamental for high-quality lorry trailers. That’s why the clamping was planned in such a way as to ensure that the components remained aligned and in position. The integrated longitudinal axis of rotation also improves accessibility, allowing almost all seams to be welded in the flat position. However, a question was raised during the planning of the clamping device: “Why not automate the welding process too?”
[casestudy_solution] => The automation system had to be planned with consideration of circumstances such as the hall structure, clamping device and space conditions. The gantry system with a welding robot on the gantry consists of two separate working areas. The shared sliding door closes one section at a time and the robot can weld while the open side is being loaded. The welding machine, a Phoenix puls, is situated near the partition. The drive 4X wire feeder is situated directly above the drums with the welding consumable and conveys the wire via the cable drag chain (which also carries electricity and gas) to the robot. forceArc puls is the only welding process used. The arc is powerful and deeply penetrates the material. At the same time, the heat input is reduced by the pulsing.
[casestudy_effectiv] => The plant produces 16 skeletal trailers every week with four welders. The welders are mainly charged with loading and tack welding the individual components and assemblies. The actual welding is done by the robots. This has resulted not only in faster welding but also increased quality. Continuous monitoring of the welding parameters in automated welding ensures high-quality weld seams at all times. As the process also produces very little spatter, the post weld work is reduced by 30 per cent and productivity is increased.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000182-00000_Hueffermann_Automatisierung.pdf","053-000182-00001_Hueffermann_Automatisierung.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["A1410075-Montage-retusche.jpg","A1410052-montage.jpg","A1410102.jpg","A1410117.jpg","L1360019-retusche-test.jpg"],"description":["Bild_Hueffermann_1","Bild_Hueffermann_2","Bild_Hueffermann_3","Bild_Hueffermann_4","Bild_Hueffermann_5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 24
[access] => 1
[language] => *
[params] =>
[created] => 2022-03-17 11:56:08
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-03-17 11:58:06
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 3
[hits] => 0
)
[14] => stdClass Object
(
[id] => 24
[catid] => 57
[name] => Schroeder Valves GmbH & Co. KG
[alias] => schroeder-valves-gmbh-co-kg
[customer] => Schroeder Valves GmbH & Co. KG
[customer_logo] => images/featured/logo_schroeder-valves.png
[titelbild] => images/referenzen/Weichpanzerung_Ventilkoerper-Automatisierung_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_SCHWARZ_EDEL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer.
[benefit_subtext] => Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer. All of the components did have one thing in common, though: they were all rotationally symmetrical...
[teaser] => Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer. All of the leading specialist’s components did have one thing in common, though: they were all rotationally symmetrical. This was the starting point for welding machine manufacturer EWM in their mission to develop a custom automation solution tailored to this multifaceted challenge – for parts ranging from just a few hundred grams to up to two and a half tonnes.
[casestudy_status] => Schroeder Valves’ pump protection valves are used particularly for transporting critical media: in refineries, in the chemical industry, in processing and in (nuclear) powerplants. Components used in these areas have to be extremely reliable and last for years. Sealing surfaces of components made from cheap construction steel are therefore reinforced with high-quality stainless steel. Due to both the shortage of good welders and growing quality assurance requirements, however, automation of this step was crucial.
[casestudy_solution] => The solution to this challenge soon became clear to EWM automation experts: a robot system was needed. Having to deal with so many different component sizes was a cause for concern. Small parts require higher dynamics than large components. This quickly gave rise to the idea of three processing stations: one large L-positioner with tilting function for the large valve bodies, one small turning/tilting positioner on a system bench for the small valve bodies, and a third station with a system bench without positioners for any other components.
[casestudy_effectiv] => As the parts were rotationally symmetrical, it was easy to teach the components; teaching is always based on the same programs. Users simply have to set the radius, number of passes and the geometric dimensions of the soft armouring and the robot control will take care of the rest. Some components have an interior diameter of just 32 mm, making them extremely difficult to access. This required a special welding torch construction with a particularly small torch head and large torch neck. The fact that EWM produces its own welding torches in-house was a major plus here.
[documents] => {"doc_name":["PraxisReport DE"," CustomerStory EN","Pressemitteilug DE","Press Release EN"],"doc_link":["2021_053-000168-00000_Praxisreport_Heinrich_Schroeder_Valves_DE.pdf","2021_053-000168-00001_Praxisreport_Heinrich_Schroeder_Valves_EN.pdf","DE_EWM_REF_SchroederValves_PM.pdf","EN_EWM_REF_SchroederValves_PM.pdf"],"description":["PraxisReport DE"," CustomerStory EN","Pressemitteilug DE","Press Release EN"]}
[imageslider] => {"image_link":["Bauteile_Bauteilgrößen_web.jpg","Roboteranlage_web.jpg","Schweißbrennerkonstruktion_web.jpg","Teachprozess_Automatisierung_web.jpg","Weichpanzerung_Ventilkoerper-Automatisierung_web.jpg","EWM_EUEN-Schroeder_Valves_web.jpg"],"description":["Abb1_SchroederValves","Abb2_SchroederValves","Abb3_SchroederValves","Abb4_SchroederValves","Abb5_SchroederValves","Abb6_SchroederValves"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 23
[access] => 1
[language] => *
[params] =>
[created] => 2021-12-02 12:13:15
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:28:50
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[15] => stdClass Object
(
[id] => 23
[catid] => 57
[name] => Heinrich Döpke GmbH
[alias] => heinrich-doepke-gmbh
[customer] => Heinrich Döpke GmbH
[customer_logo] => images/featured/doepke-logo.png
[titelbild] => images/referenzen/EWM_Abb4_Doepke-Rohrschweissen_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_SCHWARZ_EDEL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines...
[benefit_subtext] => Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines – every year. But for Heinrich Döpke GmbH, replacing their old welding machines was especially attractive because of the government subsidy of 18,000 euros.
[teaser] => Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines – every year. But for Heinrich Döpke GmbH, replacing their old welding machines was especially attractive because of the government subsidy of 18,000 euros. Under the new EU Ecodesign Directive, the German government subsidises every tonne of CO2 saved with up to 900 euros. According to this directive, all step switch controlled welding machines are to be taken off the market by 2023 because of their high power consumption and be replaced by more energy-efficient inverter welding machines.
[casestudy_status] => The components that are welded by hand every day at Heinrich Döpke GmbH are more than 20 metres long and several metres wide. Plate thicknesses between 5 and 80 mm require a lot of weld seams. Their step switch controlled welding machines were in use constantly. The company was very sceptical about inverter welding machines, as they’d had a lot of bad experiences with them. And because of that, EWM’s field representative received a rather restrained reception when visiting the new potential customer.
[casestudy_solution] => Nevertheless, the Döpke representatives were already impressed with the EWM welding machines’ inverter technology whilst the products were being demonstrated to them on their own components and in their own production hall. In addition to the machines’ technical performance, they were impressed with the warranty period of up to five years without any limit on operating hours. Then, when a large project was pending and several welding machines failed at the same time, they had to make a decision: repair or invest. Ultimately, the BAFA (Federal Office for Economic Affairs and Export Control) subsidy suggested by the EWM field representative, and its approval after only three weeks, were the crucial arguments for converting the entire production to EWM machines.
[casestudy_effectiv] => The German government rewards every tonne of CO2 saved with up to 900 euros. For savings of nearly two tonnes of CO2 per welding machine per year and a total of 13 new Titan XQ 350 puls and Phoenix welding machines, Heinrich Döpke GmbH was awarded a subsidy in the amount of 18,000 euros. Now, the company not only owns energy-saving inverter welding machines, but it can save lots of other costs as well; gas consumption, wear on gas nozzles and working time are also significantly reduced. So, the investment pays off in every regard: for the company and for the environment.
[documents] => {"doc_name":["PraxisReport DE"," CustomerStory EN","Pressemitteilung DE","Press Release EN"],"doc_link":["2021_053-000169-00000_Praxisreport_Heinrich_Döpke_GmbH_DE.pdf","2021_053-000169-00001_Praxisreport_Heinrich_Döpke_GmbH_EN.pdf","2021_DE_REF_Heinrich-Doepke_PM.pdf","2021_EN_REF_Heinrich-Doepke_PM.pdf"],"description":["PraxisReport DE"," CustomerStory EN","Pressemitteilung DE","Press Release EN"]}
[imageslider] => {"image_link":["EWM_Abb1_Schweisser_Doepke_web.jpg","EWM_Abb2_Doepke-Ansprechpartner_Montage_web.jpg","EWM_Abb3_Doepke_Saugbagger_web.jpg","EWM_Abb4_Doepke-Rohrschweissen_web.jpg","EWM_Abb5_Doepke_Beratungssituation_web.jpg","EWM_Abb6_Doepke-Alte-Schweissgeraete_web.jpg"],"description":["Abb1_Doepke","Abb2_Doepke","Abb3_Doepke","Abb4_Doepke","Abb5_Doepke","Abb6_Doepke"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 22
[access] => 1
[language] => *
[params] =>
[created] => 2021-12-02 11:32:28
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:27:16
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 4
[hits] => 0
)
[16] => stdClass Object
(
[id] => 22
[catid] => 57
[name] => SAF-Holland
[alias] => saf-holland
[customer] => SAF-Holland
[customer_logo] => images/featured/SAF-HOLLAND-Group-Logo-3D_grau.png
[titelbild] => images/referenzen/Bild1.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Chassis axles designed to carry huge axle loads represent a major challenge in the quality assurance process. This is why SAF-Holland relies on…
[benefit_subtext] => Chassis axles with axle loads of up to 26 tonnes represent a major challenge in the quality assurance process. This is why SAF-Holland relies on ewm Xnet for quality monitoring and control of the manually welded pendulum axes. This welding management system not only continuously monitors and documents every welding parameter, but also ensures the consistent quality of the weld seams.
[teaser] => Chassis axles with axle loads of up to 26 tonnes represent a major challenge in the quality assurance process. This is why SAF-Holland relies on ewm Xnet for quality monitoring and control of the manually welded pendulum axes. This welding management system not only continuously monitors and documents every welding parameter, but also ensures the consistent quality of the weld seams.
[casestudy_status] => SAF-Holland has fully adopted the zero-defect strategy. When it comes to welding processes, this strategy ensures that every weld seam is created using exactly the right welding parameters – every single time. This is easy to verify when using automated and robotic processes, as these parameters are subject to continuous automatic monitoring. It’s more difficult with manual welding. This is where the welding management system ewm Xnet comes in.
[casestudy_solution] => ewm Xnet works continuously to record and store every welding parameter during the manual welding process, allowing them to be accessed and checked whenever necessary. If the welding parameters are within certain predefined tolerances, then the welding result is of the required quality.
In order to achieve a clear allocation between the welding parameters and the component, every single component at SAF-Holland receives a unique dot-peened serial number as well as a QR code. This ensures that the component is clearly defined and allows all parameters to be assigned to it.
[casestudy_effectiv] => This makes the welder’s job a lot easier, and choosing incorrect welding parameters is impossible. Before welding, the welder scans the component’s serial number. They then hold the Xbutton in front of the welding machine. The Xbutton is an RFID chip in which the welding coordination personnel preset the relevant parameters and tolerances. Wrong choices of settings are avoided thanks to the welding parameters being allocated to components on the Xbutton. This is because the welder only has access to the preset parameters. An essential component of the zero-defect strategy.
[documents] => {"doc_name":["PraxisReport DE","CustomerStory EN"],"doc_link":["Praxisreport_SAF_Holland_08-2021_V6.pdf","CustomerStory_SAF_Holland_ewm Xnet_07-2021_EN.pdf"],"description":["PraxisReport DE","CustomerStory DE"]}
[imageslider] => {"image_link":["Bild1.jpg","Bild2.jpg","Bild3.jpg","Bild4.jpg","Bild5.jpg"],"description":["SAF Bild 1","SAF Bild 2","SAF Bild 3","SAF Bild 4","SAF Bild 5"]}
[links] => {"doc_name":["YouTube"],"doc_link":["https://www.youtube.com/watch?v=SOQuZUyadQI"],"description":["SAF Holland nutzt Xnet"]}
[article_id] => 0
[ordering] => 21
[access] => 1
[language] => *
[params] =>
[created] => 2021-07-22 12:49:23
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:36:59
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 10
[hits] => 0
)
[17] => stdClass Object
(
[id] => 21
[catid] => 57
[name] => Geschwister Scholl school Leutkirch
[alias] => geschwister-scholl-schule-leutkirch
[customer] => Geschwister-Scholl-Schule Leutkirch
[customer_logo] => images/featured/gss-logo-hoch-eda04ffd.png
[titelbild] => images/referenzen/Abb1_Unterricht-KFZ_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_ALL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Geschwister Scholl school uses EWM complete solution.
Vocational students are being trained with ewm Xnet
[benefit_subtext] => The Geschwister Scholl school, a competence centre for business, care, social services and technology in Leutkirch, is preparing its students for a future in Industry 4.0. To that end, Anton Netzer, technology instructor in the metal construction department, uses the Welding 4.0 solution by EWM AG in Mündersbach.
[teaser] => Industry 4.0 is when people, machines and industrial processes connect intelligently. This is how the German Federal Ministry for Economic Affairs and Energy defines the fourth industrial revolution that is currently taking place in companies. The Geschwister Scholl school, a competence centre for business, care, social services and technology in Leutkirch, is preparing its students for this aspect of the future. To that end, Anton Netzer, technology instructor in the metal construction department, uses the Welding 4.0 solution by EWM AG in Mündersbach.
[casestudy_status] => Industry 4.0 is currently a hot topic for all businesses within the world of metal construction. Many companies are already working with networked processes and using state-of-the-art welding machines and digital management solutions. The Geschwister Scholl school was faced with the challenge of preparing its students for this new reality and training them accordingly. “We want our students to learn the technologies that are offered in companies,” says Netzer. However, until 2020, the school only had access to step switch-controlled machines.
[casestudy_solution] => The school’s technical arsenal of nine welding booths was upgraded with Welding 4.0, the EWM complete system for welding. It includes state-of-the-art welding machines and the digital quality management system for welding, ewm Xnet. The future construction mechanics and construction technicians training here now work with the EWM inverter welding machine Tetrix 230 for TIG and the Titan XQ puls for MIG/MAG and MMA. In addition, the multi-process welding machine provides the trainees directly with all the innovative XQ welding processes by EWM.
[casestudy_effectiv] => The modern EWM complete solution has completely changed training at the vocational school. Students now learn on the same machines that they use at their training companies. What’s more, the system with ewm Xnet also detects parameter changes immediately and signals these to the user. Anton Netzer takes advantage of these features for his training: “We can weld and then immediately look at the data together, analyse it and complete it. Where are the mistakes? Where is room for improvement?” explains Netzer.
[documents] => {"doc_name":["PraxisReport Geschw. Scholl Schule DE"," CustomerStory Geschw. Scholl Schule EN"],"doc_link":["PraxisReport_Geschwister-Scholl-Schule_ewm-Xnet_2020.pdf","PraxisReport_Geschwister-Scholl-Schule_ewm-Xnet_2020_EN.pdf"],"description":["PraxisReport Geschw. Scholl Schule DE"," CustomerStory Geschw. Scholl Schule EN"]}
[imageslider] => {"image_link":["Abb1_Unterricht-KFZ_web.jpg","Abb2_Schweisskabinen_web.jpg","Abb3_ewmXnet_web.jpg","Abb4_Kabine3_web.jpg","Abb5_Unterricht_web.jpg","Abb6_Netzer_Golz_web.jpg"],"description":["Abb 1","Abb 2","Abb 3","Abb 4","Abb 5","Abb 6"]}
[links] => {"doc_name":["Video"],"doc_link":["https://www.youtube.com/watch?v=9_S0RiJFL_U"],"description":["Geschwister-Scholl-Schule Leutkirch nutzt ewm-Xnet"]}
[article_id] => 0
[ordering] => 20
[access] => 1
[language] => *
[params] =>
[created] => 2021-01-25 11:07:50
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:30:49
[modified_by] => 590
[metakey] =>
[metadesc] => Die Geschwister-Scholl-Schule, Kompetenzzentrum für Gewerbe, Pflege, Soziales und Technik in Leutkirch, bereitet ihre Schülerinnen und Schüler auf eine Zukunft in Industrie 4.0 vor. Im Bereich Metallbau nutzt Anton Netzer, Technischer Lehrer, dafür die Welding-4.0-Lösung der EWM AG aus Mündersbach.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 7
[hits] => 0
)
[18] => stdClass Object
(
[id] => 20
[catid] => 57
[name] => Gebrüder Stahl GmbH 2020
[alias] => gebrueder-stahl-gmbh
[customer] => Gebrüder Stahl GmbH
[customer_logo] => images/featured/logo.png
[titelbild] => images/referenzen/1_Gebrüder_Stahl_2020-Freigegeben_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_ALL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Gebrüder Stahl is working with EWM.
TIG welding is faster than MAG welding
[benefit_subtext] => Gebrüder Stahl GmbH in the Sauerland has, for the most part, replaced its MAG welding with TIG welding. With tigSpeed, the wire feeder for TIG welding, the Wenden-based company has increased its welding speed and quality when welding heat exchangers and cooler bundles.
[teaser] => Gebrüder Stahl GmbH in the Sauerland has, for the most part, replaced its MAG welding with TIG welding. With tigSpeed, the wire feeder for TIG welding, the Wenden-based company has increased its welding speed and quality when welding heat exchangers and cooler bundles.
[casestudy_status] => With a diameter of up to 3 metres and a length of up to 30 metres, heat exchangers have an individual weight of up to 35 tonnes. High-alloy special materials are used here that require appropriate welding fillers when welding nickel-based alloys. The weld seams must be x-ray proof. However, these materials also have a tendency to form hot cracks.
[casestudy_solution] => The use of tigSpeed reduces the heat input during TIG welding. This prevents hot cracks and increases the weld seam quality. The low welding speed is also increased through the use of tigSpeed by EWM. As with MIG/MAG welding, for the wire feeder for TIG welding, the filler material comes from the spool. Here, an additional movement can be superimposed on the continuous wire feeding, which feeds and retracts the wire.
[casestudy_effectiv] => Higher, even seem quality at higher speed, saving materials, energy and work time – Operations Manager Carsten Schröter is very pleased: “The EWM machines are the perfect match for our company. The greatest benefits are the flexibility, the short set-up times and the position-independent welding result.”
[documents] => {"doc_name":["PraxisReport Gebr. Stahl DE"," CustomerStory Gebr. Stahl EN"],"doc_link":["Praxisreport_Gebrüder_Stahl_04-2020_Final.pdf","Praxisreport_Gebrüder_Stahl_04-2020_EN.pdf"],"description":["PraxisReport Gebr. Stahl DE"," CustomerStory Gebr. Stahl EN"]}
[imageslider] => {"image_link":["1_Gebrüder_Stahl_2020-Freigegeben_web.jpg","11_Gebrüder_Stahl_2020-Freigegeben_web.jpg","13_Gebrüder_Stahl_2020-Freigegeben_web.jpg","21_Gebrüder_Stahl_2020-Freigegeben_web.jpg"],"description":["Gebr. Stahl 1","Gebr. Stahl 2","Gebr. Stahl 3","Gebr. Stahl 4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 19
[access] => 1
[language] => *
[params] =>
[created] => 2020-08-21 11:46:00
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:30:20
[modified_by] => 590
[metakey] =>
[metadesc] => Bei der Gebrüder Stahl GmbH im Sauerland hat das WIG-Schweißen das MAG-Schweißen in großen Teilen abgelöst. Mit tigSpeed, dem Drahtvorschubgerät fürs WIG-Schweißen, hat das Wendener Unternehmen beim Schweißen von Wärmetauschern und Kühlerbündeln die Schweißgeschwindigkeit und -qualität sogar gesteigert.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 9
[hits] => 0
)
[19] => stdClass Object
(
[id] => 19
[catid] => 58
[name] => Bell Equipment Deutschland 2020
[alias] => bell-equipment-deutschland
[customer] => Bell Equipment Deutschland
[customer_logo] => images/referenzen/logos_fahrzeug/Bell_ident.png
[titelbild] => images/referenzen/Abb3_Schwer-zugaenglich.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE"]
[processId] => ["COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Bell establishes own welding production line with EWM
[benefit_subtext] => When looking to establish its own welding production line at its German site near Eisenach, South African construction machinery manufacturer, Bell Equipment, sought the help of Ralf Rauh, site manager at EWM in Nossen, to plan and implement the new line. As part of ewm maXsolution, Bell Equipment opted for an EWM complete solution with modern inverter technology. After just a few months, its new production line had proven to be an economical and sustainable success.
[teaser] => When looking to establish its own welding production line at its German site near Eisenach, South African construction machinery manufacturer, Bell Equipment, sought the help of Ralf Rauh, site manager at EWM in Nossen, to plan and implement the new line. As part of ewm maXsolution, Bell Equipment opted for an EWM complete solution with modern inverter technology. After just a few months, its new production line had proven to be an economical and sustainable success.
[casestudy_status] => Bell Equipment Deutschland supplies 22 European countries and North America with articulated dump trucks and spare parts. Until 2018, the bins for these trucks produced in Germany came from South Africa. However, the environmental ideas rooted in the companies’ principles, as well as other reasons, led to the company establishing its own production line in Germany. This line was intended to take over the South African welding production processes with its step switch-controlled machines.
[casestudy_solution] => Bin production for Bell Equipment Deutschland has now been going strong since 2019. Taking the advice of Ralf Rauh, the company opted for the EWM complete solution with a total of 22 Taurus 505 Basic welding machines. The power source is similar to a step switch-controlled machine in its operation, yet, thanks to digital technology and the EWM quality, it saves a lot of energy.
[casestudy_effectiv] => Bell Equipment Deutschland can now respond to enquiries and orders more quickly and with more flexibility. It also means production is more economical and sustainable. Working with EWM, in no time Bell Equipment were able to save up to 30% on consumables and wear materials, depending on the use and workspace. In close coordination with South Africa, the company now aims to further streamline production in the coming years together with EWM.
[documents] => {"doc_name":["PraxisReport Bell DE"," CustomerStory Bell EN"],"doc_link":["Praxisreport_Bell_Equipment_03-2020_DE.pdf","Praxisreport_Bell_Equipment_03-2020_EN.pdf"],"description":["PraxisReport Bell DE"," CustomerStory Bell EN"]}
[imageslider] => {"image_link":["Abb1_Knickgelenkte-Muldenkipper.jpg","Abb2_Mulde.jpg","Abb3_Schwer-zugaenglich.jpg","Abb4_Drahtvorschubgeraet.jpg","Abb5_Ansprechpartner.jpg"],"description":["Bell Equipment Abb 1","Bell Equipment Abb 2","Bell Equipment Abb 3","Bell Equipment Abb 4","Bell Equipment Abb 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 18
[access] => 1
[language] => *
[params] =>
[created] => 2020-06-02 13:20:01
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:29:40
[modified_by] => 590
[metakey] =>
[metadesc] => Als der südafrikanische Baumaschinenhersteller Bell Equipment an seinem deutschen Standort nahe Eisenach eine eigene Schweißproduktion aufbaute, war Ralf Rauh, Leiter des EWM-Standorts in Nossen, in Planung und Umsetzung einbezogen. Er stellte dafür im Rahmen von ewm maXsolution eine EWM-Komplettlösung mit moderner Invertertechnologie zusammen. Nach nur wenigen Monaten hatte sich die eigene Fertigung wirtschaftlich und nachhaltig bereits bewährt.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[20] => stdClass Object
(
[id] => 18
[catid] => 57
[name] => Chamber of Commerce Aurich 2020
[alias] => handwerkskammer-aurich
[customer] => HWK Aurich
[customer_logo] => images/referenzen/logos_sonst/Logo_HWK_Aurich-480x320.jpg
[titelbild] => images/referenzen/sliderbilder/image6.jpeg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_ALL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => HWK Aurich places trust in EWM. Aurich Chamber of Commerce 2020
[benefit_subtext] => Budding metalworkers, apprentices in metal construction and attendees of retraining courses offered by the Aurich Chamber of Commerce (HWK) are well-equipped for the future of all things welding: Working together with EWM Ibbenbüren site manager, Johann Martin, Matthias Siefken’s (head of welding technology at Aurich IHK) entire department switched to EWM machines.
[teaser] => Budding metalworkers, apprentices in metal construction and attendees of retraining courses offered by the Aurich Chamber of Commerce (HWK) are well-equipped for the future of all things welding: Matthias Siefken’s (head of welding technology at Aurich IHK) entire department was provided with modern welding machines such as the Titan XQ 400 AC puls or the compact and decompact Titan XQ puls.
[casestudy_status] => The Aurich Chamber of Commerce trains metalworkers, apprentices in metal construction and attendees of retraining courses. Matthias Siefken, head of the welding technology department, aimed to switch the welding machines used in training to one manufacturer. For the HWK, it was important to use this opportunity to invest in state-of-the-art welding solutions.
[casestudy_solution] => Together with sales partner Azetylenwerk Ernst Schulz GmbH, the EWM site in Ibbenbüren provided the HWK Aurich with 32 new EWM welding machines and the corresponding welding torches. As well as the Titan XQ 400 AC puls and the compact and decompact Titan XQ puls, apprentices will now get to work with welding machines such as Tetrix, Wega and Pico puls. In addition, all of the welding machines – including the step switch-controlled Wega – were connected to one another using gateways with the welding quality management software, ewm Xnet.
[casestudy_effectiv] => From now on, budding metalworkers, apprentices in metal construction and attendees of retraining courses held by Matthias Siefken will weld exclusively using EWM welding machines. In doing so, they will learn about various welding procedures and how to work with different materials and state-of-the-art welding processes. With ewm Xnet, the used parameters can be recorded and read in real time, allowing welders to identify welding errors easily and clearly. Another plus is that the welding machines already comply with the new Ecodesign Directive that will come into effect in January 2021.
[documents] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[imageslider] => {"image_link":["image6.jpeg","image4.jpeg","image1.jpeg"],"description":["HWK 1","HWK 2","HWK 3"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 17
[access] => 1
[language] => *
[params] =>
[created] => 2020-03-05 08:43:09
[created_by] => 590
[created_by_alias] =>
[modified] => 2021-01-07 09:44:34
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2022-05-11 05:47:35
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 4
[hits] => 0
)
[21] => stdClass Object
(
[id] => 17
[catid] => 69
[name] => Ebner Industrieofenbau GmbH
[alias] => ebner-industrieofenbau-gmbh-2
[customer] => Ebner Industrieofenbau GmbH
[customer_logo] => images/referenzen/logos_sonst/EBNER-Industrieofenbau-GmbH_logo.png
[titelbild] => images/referenzen/Ebner/Abb2_Zwei_Drahtvorschubgeraete-Version-3_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_NICKEL_BASIS","COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE","COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Every function accessible on the welding torch – Ebner Industrieofenbau GmbH 2019
[benefit_subtext] => At Ebner, the specialist for heat treatment technology and industrial furnaces, based in the Austrian city of Leonding near Linz, welders are able to weld large sections with components sometimes reaching the dimensions of a standard detached house. The PM welding torch RD3 X from EWM doesn’t just save welders all the toing and froing.
[teaser] => At Ebner, the specialist for heat treatment technology and industrial furnaces, based in the Austrian city of Leonding near Linz, welders are able to weld large sections with components sometimes reaching the dimensions of a standard detached house. With the PM welding torch RD3 X from EWM, all parameter settings can be made directly via the integrated display. This means it is no longer necessary to walk to and from the welding machine, making welding much more productive.
[casestudy_status] => For the components welded at Ebner, the weld seams are often situated up to five meters above the ground. The welders are always provided with ample safety equipment, but once they’re up there, they want to weld, not climb.
[casestudy_solution] => With the PM welding torch RD3 X by EWM, the welder can make changes to the machine control from their welding position The action radius between the welding machine and the welding torch can reach up to 50 metres. What’s more, the welding torches also come with improved ergonomics and are lightweight with a balanced design and integrated signal light to light up dark working areas.
[casestudy_effectiv] => “Being able to change parameters on the torch itself, without restriction” is one of the main advantages of a PM welding torch, according to Christian Gruber, Ebner’s welding supervisor. The welding torch also features long-lasting consumables with the contact tip, significantly reducing consumption and replacement times, as well as saving on their related costs.
[documents] => {"doc_name":["PraxisReport Ebner DE"," CustomerStory Ebner EN"],"doc_link":["Praxisreport_Ebner_10-2019_DE.pdf","Praxisreport_Ebner_10-2019_EN.pdf"],"description":["PraxisReport Ebner DE"," CustomerStory Ebner EN"]}
[imageslider] => {"image_link":["Abb2_Zwei_Drahtvorschubgeraete-Version-3_web.jpg","Abb5_Ansprechpartner_Ebner_web.jpg","B2040801_web.jpg","B2040894_web.jpg","B2040900_web.jpg"],"description":["Ebner 1","Ebner 2","Ebner 3","Ebner 4","Ebner 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 16
[access] => 1
[language] => *
[params] =>
[created] => 2020-02-13 14:36:39
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:29:52
[modified_by] => 590
[metakey] =>
[metadesc] => Bei der Firma Ebner, Spezialist für Wärmebehandlungstechnologien und Industrieofenbau aus dem österreichischen Leonding bei Linz, legen die Schweißer große Strecken zurück, denn die Bauteile können schon mal die Dimensionen eines Einfamilienhauses erreichen. Mit dem PM-Brenner RD3 X von EWM sparen Schweißer nicht nur lange Wege.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2020-02-13 09:21:31
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 17
[hits] => 0
)
[22] => stdClass Object
(
[id] => 16
[catid] => 57
[name] => Schoeller Werk GmbH & Co. KG
[alias] => schoeller-werk-gmbh-co-kg
[customer] => Schoeller Werk GmbH & Co. KG
[customer_logo] => images/referenzen/logos_sonst/schoeller.png
[titelbild] => images/referenzen/sliderbilder/_SWHtitle.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_EDEL_ALU"]
[processId] => ["COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Top quality in continuous use at Schoeller Werk GmbH & Co. KG
[benefit_subtext] => The family-run Schoeller Werk GmbH & Co. KG is one of the world’s leading manufacturers of longitudinally welded stainless-steel tubes. Schoeller’s customers have the most demanding requirements for their products. To meet these requirements, Schoeller has been relying on EWM AG welding machines for around 25 years – and successfully so.
[teaser] => The family-run Schoeller Werk GmbH & Co. KG is one of the world’s leading manufacturers of longitudinally welded stainless-steel tubes. Schoeller’s customers have the most demanding requirements for their products. To meet these requirements, Schoeller has been relying on EWM AG welding machines for around 25 years – and successfully so.
[casestudy_status] => Schoeller has had special demands of EWM welding machines for many years. The welding machines run around the clock in three-shift operation, sometimes even four-shift operation. In addition, the walls of the tubes are becoming thicker, which in turn increases the current load of each individual machine. Driven by innovation, the Hellenthal-based company in the Eifel hills is always working on the development of its product portfolio in line with the demands of its customers and the market. And Schoeller customers from car manufacturing and industry hold its products to the highest standards.
[casestudy_solution] => Schoeller has been relying on EWM’s inverter technology since 1995. The high-quality manufacturing of their products is made possible by modern machinery. If there is a change in what is required of the machines, EWM reacts immediately. “EWM also invests a great deal in its own research and development, which allows us to drive innovation together,” Stefan Fink explains. Schoeller has a testing facility where it tries out new EWM technologies. As a result, Schoeller now uses TIG plasma technology, whereas before it only used TIG welding.
[casestudy_effectiv] => EWM has worked with Schoeller to customise the welding machines according to their own specific requirements. The company’s decision to start manufacturing fuel rails in 2008 was eventually put into practice in collaboration with EWM, and now Schoeller is Europe’s leading producer of these tubes.
[documents] => {"doc_name":["Schoeller PraxisReport DE","Schoeller CustomerStory EN"],"doc_link":["DE_EWM_Anwenderbericht_Schoeller_Werk.pdf","EN_EWM_Anwenderbericht Schoeller Werk.pdf"],"description":["Schoeller PraxisReport DE","Schoeller CustomerStory EN"]}
[imageslider] => {"image_link":["_SWHtitle.jpg","_SWH1965.JPG","_SWH1966.JPG","_SWH2032.JPG"],"description":["Schoeller Werk","Schoeller Werk 2","Schoeller Werk 3","Schoeller Werk 6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 15
[access] => 1
[language] => *
[params] =>
[created] => 2019-12-20 10:54:18
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:37:17
[modified_by] => 590
[metakey] =>
[metadesc] => Das Familienunternehmen Schoeller Werk GmbH & Co. KG ist einer der weltweit führenden Hersteller von längsnahtgeschweißten Edelstahlrohren. Die Kunden von Schoeller stellen höchste Anforderungen an die Produkte. Um diesen Ansprüchen gerecht zu werden, setzt Schoeller seit rund 25 Jahren auf Schweißgeräte der EWM AG
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-12-20 10:54:18
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 10
[hits] => 0
)
[23] => stdClass Object
(
[id] => 9
[catid] => 69
[name] => ISW GmbH Steel Components
[alias] => isw-gmbh-steel-components
[customer] => ISW GmbH Steel Components
[customer_logo] => images/referenzen/logos_sonst/isw-logo.jpg
[titelbild] => images/referenzen/ISW/Abb1_Automatisierung_low.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Verimlilik artışı ve kalite güvencesi
[benefit_subtext] => Daha yüksek akış süreleri, artan verimlilik, asgari düzeyde kaynak sonrası işleme, güvence altına alınmış kalite – ISW GmbH Steel Components tüm kaynak üretimini EWM’ye dönüştürdü. ISW, 300 milimetre kalınlık, 20 metre uzunluk ve 100 tona varan ağırlığa sahip bileşenlerde tüm kaynak donanımından yüksek beklentilere sahip.
[teaser] => Daha yüksek akış süreleri, artan verimlilik, asgari düzeyde kaynak sonrası işleme, güvence altına alınmış kalite – ISW GmbH Steel Components tüm kaynak üretimini EWM’ye dönüştürdü. ISW, 300 milimetre kalınlık, 20 metre uzunluk ve 100 tona varan ağırlığa sahip bileşenlerde tüm kaynak donanımından yüksek beklentilere sahip. ISW Steel Components, kaynak makinelerinden kaynak işlemleri ve ewm Xnet 2.0 ile kalite güvenceye, kaynak torçlarından kontak memelerine kadar EWM teknolojisine güveniyor ve böylece zaman ve malzeme tasarrufu sağlıyor.
[casestudy_status] => Aşağı Avusturya’da bulunan Ennsdorf’ta yerleşik ISW GmbH Steel Components, makine ve sistemler için büyük, ağır ve karmaşık ana şasiler konusunda uzmanlaşmıştır. Burada 300 milimetre ve üzerinde kalınlığa, 20 metreye varan uzunluğa ve 100 tona varan toplam ağırlığa sahip karbon çeliğinin kaynak işlemi yapılır. Bu işlem çoğunlukla MAG kaynak süreci ile ve çok katmanlı kaynak şeklinde gerçekleştirilir. ISW’nin kaynakçıları bir test aşamasında bilinen üç markanın makinelerini test etti.
[casestudy_solution] => Test aşamasından sonra ISW’nin kaynakçıları EWM’nin makineleri konusunda karar kıldı. EWM’nin M9 kontak memeleri M8 kontak memelerine kıyasla yüzde 15 daha fazla temas yüzeyine ve yüzde 30 daha büyük bir iş parçası enine kesitine sahiptir. Kaynak telinin teması daha iyidir ve ısı etkili bir şekilde aktarılır. Grafik göstergeli ve entegre kumandalı RD3X Fonksiyon torçu üzerinden tüm parametreler doğrudan torç üzerinde ayarlanabilir. LED aydınlatma, karanlık çalışma sahaları aydınlatır. Yenilikçi EWM kaynak işlemi forceArc puls, özellikle iyi bir kaynak nüfuziyetiyle ve aynı zamanda azaltılmış ısı girdisiyle öne çıkar. Kaynak için kalite yönetim yazılımı ewm Xnet 2.0, kaynak verilerini gerçek zamanlı olarak kaydeder ve tüm kaynak işlemlerini ağ destekli olarak analiz edebilir ve yönetebilir.
[casestudy_effectiv] => Bunun sonucunda kontak memelerinin daha yüksek kullanım ömrü sayesinde daha yüksek akış süreleri ve azaltılmış duruş süreleri elde edilir. Bunlar sekiz saate varan kaynak süreleri boyunca torçun üzerinde kalabilir, otomatik sistemde bir bileşenin kaynağının tamamlanması ortalama olarak bu kadar sürer. Eskiden kaynak memesi en fazla bir saat dayanıyordu. RD3X profesyonel kaynak torçunun grafik göstergeli entegre kumandası, yürüme yollarından tasarruf sağlar, çünkü ilgili tüm parametreler doğrudan torç üzerinden ayarlanabilir. Yenilikçi EWM kaynak işlemi forceArc puls, ISW’nin üretiminde kullanılan tek kaynak işlemidir. Bu işlem sayesinde daha az ısı girdisi, bileşende daha az kasma ve gerilme ve dolayısıyla da daha az yorucu düzeltme iş anlamına gelir. Kalite, ewm Xnet 2.0 sayesinde kesintisiz ve kapsamlı bir şekilde belgelenebilir.
[documents] => {"doc_name":["ISW PraxisReport DE","ISW CustomerStory EN"],"doc_link":["Praxisreport_ISW_DE_RZ-050919_3mm-BS_PDF-X3.pdf","Praxisreport_ISW_GB_RZ-050919_3mm-BS_PDF-X3.pdf"],"description":["ISW PraxisReport DE","ISW CustomerStory EN"]}
[imageslider] => {"image_link":["Abb1_Automatisierung_low.jpg","Abb2_Manuelle-Anwendung_low.jpg","Abb4_Funktionsbrenner-mit-LED_low.jpg","Abb5_ISW-Gruppenfoto_low.jpg","Abb6_Schweissnaht_low.jpg","Abb7_ewm-Xnet-20_low.jpg"],"description":["automatisierung","manuelle anwendung","funktionsbrenner","isw gruppenfoto","schweissnaht","ewm xnet 2.0"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 9
[access] => 1
[language] => *
[params] =>
[created] => 2019-10-25 11:38:30
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:35:23
[modified_by] => 590
[metakey] =>
[metadesc] => Höhere Durchlaufzeiten, gesteigerte Produktivität, minimale Nacharbeit, gesicherte Qualität – ISW GmbH Steel Components hat die gesamte Schweißproduktion auf EWM umgestellt. Bei Bauteilen mit 300 Millimetern Dicke, 20 Metern Länge und bis zu 100 Tonnen Ge
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-10-25 06:23:40
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 14
[hits] => 0
)
[24] => stdClass Object
(
[id] => 7
[catid] => 69
[name] => Ebner Industrieofenbau GmbH 2019
[alias] => ebner-industrieofenbau-gmbh
[customer] => Ebner Industrieofenbau GmbH
[customer_logo] => images/referenzen/logos_sonst/EBNER-Industrieofenbau-GmbH_logo.png
[titelbild] => images/referenzen/Ebner/Abb_3_L1470886_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Kaynak teknolojisinin tüm kategorilerinde puan, set ve zafer
[benefit_subtext] => Ebner firması tüm kaynak teknolojisini yenilemek istedi. Sanayi tipi fırın imalatçısı bunun için dört adet kaynak makinesi üreticisi arasında bir yarışma düzenledi. Bunun sonucunda hem kaynakçılar, hem de bakımcılar ve kaynak gözetim personeli EWM konusunda karar kıldı.
[teaser] => Avusturya’da Linz yakınlarındaki Leonding’de yerleşik olan ısıl işlem teknolojileri ve sanayi tipi fırın imalatı uzmanı olan Ebner firması, tüm kaynak teknolojisini yenilemek istedi. Seçim, dört adet kaynak makinesi üreticisi arasında bir yarışma şeklinde yapıldı. Bunun sonucunda kaynakçılar, bakımcılar ve kaynak gözetim personeli ortak kararla EWM konusunda karar kıldı. Westerwald’da yerleşik uzman kaynak teknolojisi üreticisinin teklifi her alanda ikna ediciydi – hem makineler hem de proses teknolojisi alanında. Bu arada Ebner firmasının 45 adet kaynak makinesinden oluşan tüm kaynak üretimi TIG ve MIG/MAG kaynağı için EWM ile donatılmıştır.
[casestudy_status] => Ebner firmasında kaynakçılardan yüksek derecede esneklik bekleniyor: Malzeme yelpazesinin olduğu kadar firmanın işleme aldığı bileşenler de büyüktür. Sanayi tipi fırınlar kolayca bir villa boyutuna ulaşabilir – bundan dolayı da taşınamazlar. Dolayısıyla sürekli olarak aynı akımlarla çalışılacağı bir standartlaştırılmış çalışma sahaları söz konusu değildir. Kaynakçılar daha ziyade her seferinde yeni zorluklarla baş etmek, makinesiyle birlikte doğrudan bileşen üzerinde çalışmak ve sıklıkla konum ve pozisyonunu değiştirmek zorundadır. Bu esneklik, çalışma sahasındaki bu özel çerçeve şartları ve aynı zamanda kaynak makinelerinin iyi kullanılabilirlik özellikleri, teklif verenlerin karşılaştıkları şartlardı.
[casestudy_solution] => Bu rekabet içerisinde EWM AG üç önemli alanda kendisini gösterdi ve böylece kendi lehinde karar çıkmasını sağladı: sistem yaklaşımı ve kaynak makinelerindeki komple teklif, kaynak işlemlerindeki esneklik ve ikna edici servis hizmetleri. Kaynakçıların sıklıkla farklı kaynak işlemleri arasında geçiş yapmaları gerekiyor. Dolayısıyla bir makinenin tüm görev kapsamını karşılayabiliyor olması – hem MIG/MAG hem de TIG kaynağı – bir o kadar avantaj sağlıyor. Makine, iki adet tel besleme ünitesi üzerinden iki adet tel makarası, iki adet torç ve iki adet koruyucu gaz tüpü ile bağlantılıdır. Talepler değiştiğinde, kaynakçının torçu değiştirmesi yeterlidir. Geri kalanını makine tek bir tuşla halleder.
[casestudy_effectiv] => Kaynakçılar makinenin ve torçun kolay kullanılabilirliğine, kolay erişilebilirliğine, makinelerin proses güvenliğine ve parazitsiz tel beslemesine ikna oldu. Satın almacılar, kontak ve gaz memelerinin yüzde 50’ye varan çok daha yüksek servis süreleri nedeniyle hazırlık maliyetlerindeki azalma sayesinde belirgin şekilde tasarruf sağladı. EWM böylece yarışmadaki tüm alanlarda kendi lehine karar çıkmasını sağladı. Şu anda Ebner firmasında – en yeni jenerasyon makineler dahil olmak üzere – kaynak makineleri kullanılan tek kaynak teknolojisi üreticisi EWM’dir.
[documents] => {"doc_name":["PraxisReport Ebner DE"," CustomerStory Ebner EN"],"doc_link":["053-000051-00000_PraxisReport_Ebner_DE_web.pdf","053-000051-00001_PraxisReport_Ebner_EN_web.pdf"],"description":["PraxisReport Ebner DE"," CustomerStory Ebner EN"]}
[imageslider] => {"image_link":["Abb_2_L1470805_web.jpg","Abb_3_L1470886_web.jpg","Abb_4_L1470906_web.jpg","Abb_5_L1470935_01_web.jpg","Abb_6_L1470960_web.jpg","Abb_7_L1470999_web.jpg","Abb_8_L1470967_web.jpg","Abb_9_Ref_Ebner_web.jpg"],"description":["Ebner 1","Ebner 2","Ebner 3","Ebner 4","Ebner 5","Ebner 6","Ebner 7","Ebner 8"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 7
[access] => 1
[language] => *
[params] =>
[created] => 2019-09-03 07:44:48
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:30:05
[modified_by] => 590
[metakey] =>
[metadesc] => Die Firma Ebner wollte ihre gesamte Schweißtechnik erneuern. Dafür veranstaltete der Industrieofenbauer einer Challenge unter vier Schweißgeräteherstellern. Schließlich entschieden sich sowohl Schweißer als auch Instandhalter und Schweißaufsichtspersonen
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-03 08:21:31
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 20
[hits] => 0
)
[25] => stdClass Object
(
[id] => 10
[catid] => 57
[name] => Terranets bw GmbH
[alias] => terranets-bw-gmbh
[customer] => Terranets bw GmbH
[customer_logo] => images/referenzen/logos_sonst/terranets.png
[titelbild] => images/referenzen/terranets/Abb 5_ Feldstaerkemessung.jpg
[sectorId] => COM_EWMREFERENCE_ROHRLEITUNGSBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_DEGAUSS"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Boru hatlarının manyetikliğini giderme
[benefit_subtext] => terranets bw GmbH, 2000 km uzunluğundaki doğal gaz boru hattını düzenli olarak "pig" adı verilen ve boru hatlarını manyetize eden cihazlarla kontrol eder. Bundan dolayı kaynak işlemlerinin gerçekleştirilmesi gereken tamiratlar zorlaşır. EWM’nin taşınabilir Degauss 600 Mıknatıslığı giderme cihazı bu konuda yardımcı olur.
[teaser] => terranets bw GmbH, 2000 km uzunluğundaki doğal gaz boru hattını düzenli olarak "pig" adı verilen ve boru hatlarını manyetize eden cihazlarla kontrol eder. Bundan dolayı kaynak işlemlerinin gerçekleştirilmesi gereken tamiratlar zorlaşır. EWM’nin doğrudan şantiyede kullanılabilen taşınabilir Degauss 600 Mıknatıslığı giderme cihazı bu konuda yardımcı olur.
[casestudy_status] => Stuttgart’ta yerleşik terranets bw GmbH firması Baden-Württemberg eyaleti ile buna komşu yabancı ülkeleri Avrupa enerji alt yapısına bağlıyor. Gaz boru hatları ve sistemleri günün her anında etkili bir tedarikin sağlanması için, yüksek kaliteli bir cam elyaf hattı üzerinden kumanda edilir ve denetlenir. Yüksek basınçlı gaz hatlarının en yüksek güvenlik standartlarına uygun olması gerektiğinden, işletmeci firma olarak terranets bw GmbH, duvar kalınlığını düzenli olarak "pig"lerle denetlemektedir. Ancak bu denetleme sistemleri beraberinde bir sorunu da getirmektedir: Bunlar hatları manyetikleştiriyor. Onarımların gerekli olması durumunda, kaynak esnasında ark üflemesi meydana geliyor ve bunun sonucunda gözenekler ve birleştirme hataları meydana geliyor.
[casestudy_solution] => EWM AG,, bu sorunun çözülmesi için Degauss 600 Mıknatıslığı giderme makinesini geliştirmiştir. Bu kullanımı kolay ve kompakt makine, sadece kullanıcı dostu olmakla kalmayıp aynı zamanda şantiye kullanımına da uygundur. Borunun mıknatıslılığını gidermek için bir elektrik kablosu olabildiğince sıkı bir şekilde borunun etrafına sarılır. Kablonun içinden akım geçirilerek aynı güçte karşı manyetik alan üretilebilir ve böylece kalan mıknatıslılık elimine edilebilir. Ne kadar çok sarım uygulanırsa, sabit akım ile üretilebilecek maksimum alan kuvveti de o kadar büyük olur. Degauss 600, mıknatıslılığı gidermek için iki yöntem sunar. Degauss fonksiyonunda yüksek bir akım değerinden başlanarak ve değişen polariteyle akım adım adım düşürülür. Bileşenin mıknatıslılığı bu şekilde giderilir. Bu yöntem kısa bileşenlerde çok iyi sonuç verir. Bu karşılık activgauss yöntemi, boru hatları gibi uzun bileşenlerde uygundur. Bu yöntemde sarımların içinden sürekli olarak akım geçirilir ve böylece sürekli bir manyetik alan üretilir.
[casestudy_effectiv] => Degauss 600, düşük ağırlığı ve küçük yapı boyutu ile şantiye kullanımına uygundur ve ayrıca kullanımı kolaydır. Güç kaynağı, uzaktan kumanda sayesinde şantiye çukurunun dışına da yerleştirilebilir. Bununla boru hattı imalatında onarım kaynaklarındaki mıknatıslılık probleminin güçlü manyetik alanlarda da çözülebilmektedir. terranets bw GmbH’nın şantiyelerinde mıknatıslığı giderme makinesinin kullanılması sadece işletmeci firmanın kendisini değil, aynı zamanda uygulamacı inşaat şirketi Leonhard & Weiss GmbH’yı ve TÜV Süd firmasının yetkili bağımsız denetim mühendisini de ikna etti.
[documents] => {"doc_name":["terranets PraxisReport DE","terranets CustomerStory EN"],"doc_link":["053-000100-00000_PraxisReport_terranets_DE.pdf","053-000100-00001_PraxisReport_terranets_EN.pdf"],"description":["terranets PraxisReport DE","terranets CustomerStory EN"]}
[imageslider] => {"image_link":["Abb 5_ Feldstärkemessung.jpg","Abb 6_Schweißung_Rohrabschnitt.jpg","Abb 7_Degauss_600.jpg","Abb 9_WIG-Schweißung.jpg","ROSEN-Group_RoCombo MFL-A_XT.JPG"],"description":["feldstärkenmessung","schweißung rohrabschnitt","Degauss 600","WIG Schweißung","ROSEN-Group"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 10
[access] => 1
[language] => *
[params] =>
[created] => 2019-07-16 11:39:00
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:38:55
[modified_by] => 590
[metakey] =>
[metadesc] => Die terranets bw GmbH untersucht ihr 2000 km langes Leitungsnetz für Erdgas regelmäßig mit „Rohrleitungsmolchen“, die die Rohre magnetisieren. Reparaturen, bei denen geschweißt werden muss, fallen so schwer. Abhilfe schafft das mobile Entmagnetisierungsgerät Degauss 600 von EWM
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-11-11 12:39:19
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 14
[hits] => 0
)
[26] => stdClass Object
(
[id] => 4
[catid] => 69
[name] => POLLRICH
[alias] => pollrich
[customer] => POLLRICH GmbH
[customer_logo] => https://www.pollrich.com/fileadmin/images/pollrich-logo.png
[titelbild] => images/referenzen/sliderbilder/121227_pollrich_bild_2_2.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_MAG_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Kaynak teknolojisinin tek bir sistemle yönetilmesi
[benefit_subtext] => Modern bir kaynak teknolojisi, aynı zamanda maliyetleri azaltırken elbette ki daha yüksek verimlilik ve kalite sağlamalıdır. Ancak günümüzde, kaynak yönetim sistemleri çok daha önemli hale gelmektedir …
[teaser] => Modern bir kaynak teknolojisi, aynı zamanda maliyetleri azaltırken elbette ki daha yüksek verimlilik ve kalite sağlamalıdır. Ancak günümüzde, ilgili verileri yönetebilen ve dokümante edebilen ve ayrıca kalite güvenceye ilişkin her türlü şartları yerine getiren kaynak yönetim sistemleri çok daha önemli hale gelmektedir. POLLRICH firmasını EWM konusunda ikna eden husus da tam olarak bu sistem düşüncesi ve komple ürün yelpazesi olmuştur. Sanayi tipi fan üreticisi tüm üretimini 2018 yılında EWM’ye dönüştürdü ve o zamandan beri tüm aşınma parçaları ve kaynak sarf malzemelerini de buradan temin ediyor.
[casestudy_status] => POLLRICH, sanayi tipi fanlar üretir. Bunlar tünel tesislerine, alış veriş merkezlerine veya komple havaalanı binalarına hava sağlar. (Petro)-kimya, ahşap veya beton sanayiinde aynı zamanda aşındırıcı ve agresif akışkanları taşırlar. Bu tür emniyet bileşenlerinde, kalite güvence şartlarını sağlamak ve geriye dönük izlenebilirliği güvence altına almak için dokümantasyona ilişkin her türlü şartın yerine getirilmesi gerekir.
[casestudy_solution] => EWM Xnet, EWM firmasının kaynak yönetim sistemidir. EWM Xnet, bileşenin iş hazırlamadan ürün maliyet analizine kadar, tüm üretim sürecini destekler, izler ve dokümante eder. Tüm kaynak verileri ve sarfiyat değerleri gerçek zamanlı olarak kayıt altına alınır ve kaynak sonuçları analiz edilebilir, kontrol edilebilir ve yönetilebilir. Xnet ayrıca bileşen yönetiminde, kaynak iş planlarının hazırlamasında ve kaynak talimatlarının işlere tanımlanmasında destek verir. Bunlar da yönetilebilir ve hatta gerektiğinde oluşturulabilir. Ve bilhassa kaynakçıların test sertifikalarının münferiden izlenmesinin yanı sıra bireysel erişim yetkilerini atanması da Xnet portföyünün içindedir.
[casestudy_effectiv] => "Xnet ile tüm kaynak teknolojisinin sadece tek bir sistem ile yönetilmesi mümkündür", diyor POLLRICH’in kaynak denetim ve kalite güvence yöneticisi Thorsten Wirtz. Kaynak makineleri, tel besleme üniteleri ve kaynak torçları da aynı şekilde EWM’den temin edildiği için, sistem içerisindeki ve bileşenleri arasındaki veri alış verişi optimal şekilde birbirine uyarlanmıştır ve Xnet ile çalışmak bundan dolayı kolay, hızlı ve güvenilirdir.
[documents] => {"doc_name":["PraxisReport Pollrich DE","CustomerStory Pollrich EN"],"doc_link":["Praxisreport_Pollrich_Nov_2018_DE_BA.pdf","Praxisreport_Pollrich_Nov_2018_GB_MW.pdf"],"description":["PraxisReport Pollrich DE","CustomerStory Pollrich EN"]}
[imageslider] => {"image_link":["121227_pollrich_bild_1.jpg","121227_pollrich_bild_2_2.jpg","IMG_0248.jpg"],"description":["Pollrich","Pollrich","Pollrich"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 4
[access] => 1
[language] => *
[params] =>
[created] => 2018-11-30 13:11:03
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:36:43
[modified_by] => 590
[metakey] =>
[metadesc] => Eine moderne Schweißtechnik soll selbstverständlich eine höhere Produktivität und Qualität bei gleichzeitiger Kostenreduktion liefern. Doch viel relevanter werden heutzutage Schweißmanagementsysteme
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-08-31 08:23:46
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 20
[hits] => 0
)
[27] => stdClass Object
(
[id] => 2
[catid] => 58
[name] => Hüffermann
[alias] => hueffermann
[customer] => Hüffermann Transportsysteme GmbH
[customer_logo] => images/referenzen/hueffermann/logo_hueffermann.png
[titelbild] => images/referenzen/hueffermann/A1590898-ret_low_web.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_UN_NIEDRIG"]
[processId] => ["COM_EWMREFERENCE_MAG_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Her bir çalışma yerinde ve yılda %10’a varan daha fazla römork
[benefit_subtext] => Baştaki isteğimiz, sıfır fazla mesaiye ulaşmaktı. Sonuç ise tüm üretimin EWM ürünlerine geçirilmesi oldu …
[teaser] => Baştaki isteğimiz, sıfır fazla mesaiye ulaşmaktı. Sonuç ise tüm üretimin EWM ürünlerine geçirilmesi oldu. Neustadt (Dosse) kentinde yerleşik olan Hüffermann Transportsysteme GmbH, maXsolution – İnovasyon
ve teknoloji danışmanlığı sonrasında sadece tek bir çalışma yerinde çalışma süresini yüze 15 azaltabilmiş ve aynı zamanda verimi yüzde 10 artırabilmiştir. Yapılan yatırımın geri dönüşü bir yıl içerisinde sağlanmıştır – gelecekte sadece EWM ile çalışmak için yeterli bir sebep.
[casestudy_status] => "Aslında sadece tekrar tekrar ortaya çıkan fazla mesailerimizi azaltmak istiyorduk. Çünkü teslimat tarihlerimize ancak fazla mesai yaparak uyabiliyorduk," diye açıklıyor Hüffermann "Çekilmiş Üniteler" Üretim Müdürü Torsten Völker. Rathenow ve Wittstock’taki EWM tesisi yöneticisi Toralf Pekrul ve EWM Dış Hizmetler Çalışanı Jeffrey Kube’un görevi, öncelikle bir çalışma yerindeki üretimi, fazla mesai gerektirmeyecek şekilde optimize etmekti.
[casestudy_solution] => EWM uzmanları, ewm maXsolution bütünsel danışmanlık kapsamında süreç zincirinin tamamını inceledi ve gaz ve tel beslemesinden kaynak işlemine ve kontak memesine kadar üretim akışındaki her bir detayı gözden geçirdi. EWM uzmanları her bir ayar cıvatası üzerinde optimizasyon gerçekleştirdi ve bir çalışma yerinde sistemdeki üretim zincirinde bulunan tüm adımları birbirine uyarladı.
[casestudy_effectiv] => … muhteşem bir zaman tasarrufuydu ve yatırım kendini bir yıl içinde amorti etti: EWM tarafından tavsiye edilen çok sayıda münferit önlemin uygulanması ile şirket hem çalışanın hem de pazarın artan beklentilerine karşılık verebilen bir çözüm bulmayı başardı. Çalışma süresi yüzde 15’e varan oranda azaltıldı, aynı zamanda verim %10’a varan oranda arttı ve gaz tüketimi üçte bir oranında düşürüldü, aynı kalitede ve firmanın kendi işletme verileriyle kanıtlanmış olarak – bunlar, taşıma ve geri dönüşüm araçlarına yönelik sistemler konusunda sektörün lider firması için 68 çalışma yerinden oluşan tüm kaynak üretimini EWM’ye dönüştürmek için ikna edici argümanlardı. Konseptin tamamı ile elde edilen zaman tasarrufu sayesinde elde edilen hacimsel akış oranı eşit tutulmakla kalmadı, aksine artırıldı. Völker için belirleyici olan tam da bu, çünkü "zaman dışında her şeyi satın alabilirsiniz!"
[documents] => {"doc_name":["PraxisReport Hüffermann DE"," CustomerStory Hüffermann EN"],"doc_link":["053-000080-00000_PraxisReport_Hueffermann_DE.pdf","2018_10_Praxisreport_Hueffermann_GB_seiten.pdf"],"description":["PraxisReport Hüffermann DE"," CustomerStory Hüffermann EN"]}
[imageslider] => {"image_link":["A1590898-ret_low_web.jpg","A1590928-ret_low_web.jpg","B1670386-ret_low_web.jpg","B1670393-ret_low_web.jpg","B1670430_low_ret_web.jpg"],"description":["Hüffermann 1","Hüffermann 2","Hüffermann 3","Hüffermann 4","Hüffermann 5"]}
[links] => {"doc_name":["Youtube",""],"doc_link":["https://www.youtube.com/watch?v=IpejOeONOzM",""],"description":["Link",""]}
[article_id] => 0
[ordering] => 2
[access] => 1
[language] => *
[params] =>
[created] => 2018-10-17 12:00:56
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:35:01
[modified_by] => 590
[metakey] =>
[metadesc] => Am Anfang stand der Wunsch, die Überstunden auf Null zu reduzieren. Das Ergebnis war die Umstellung der gesamten Produktion auf EWM-Produkte
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-02 08:23:29
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 27
[hits] => 0
)
[28] => stdClass Object
(
[id] => 14
[catid] => 71
[name] => AST Apparatebau GmbH
[alias] => ast-apparatebau-gmbh
[customer] => AST Apparatebau GmbH
[customer_logo] => images/ast-apparatebau-16995-m.png
[titelbild] => images/referenzen/sliderbilder/EWM_AST_7_web.jpg
[sectorId] => COM_EWMREFERENCE_ANLAGEBAU
[materialId] => ["COM_EWMREFERENCE_EDEL_ALU"]
[processId] => ["COM_EWMREFERENCE_TIG_SPEED"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Artık kaynak süresinin sadece dörtte biri
[benefit_subtext] => Siegerland’da yerleşik AST Apparatebau GmbH, büyük kimya endüstrisi için çok sıkı endüstri standartlarına rağmen kaynak süresini tigSpeed kullanımı sonucunda yüzde 75’e varan oranlarda düşürebildi …
[teaser] => Siegerland’da yerleşik AST Apparatebau GmbH, büyük kimya endüstrisi için çok sıkı endüstri standartlarına rağmen kaynak süresini tigSpeed kullanımı sonucunda yüzde 75’e varan oranlarda düşürebildi. tigSpeed, TIG kaynağı için bir tel besleme sistemidir. Tel sadece MIG/MAG kaynağından bilindiği üzere sürekli olarak beslenmekle kalmaz, aynı zamanda otomatik olarak kaynak banyosundan tekrar tekrar geri çekilir. Tel beslemesi böylece TIG kaynağındaki manuel kaynak işlemini taklit eder.
[casestudy_status] => Karıştırma tesisi için gerekli olan soğutma serpantinleri genelde yarım boru şeklinde tank mahfazasına kaynak yapılır. Büyük karıştırma tanklarında kaynak dikişi uzunluğu hızla birkaç yüz metreye çıkabilir. Endüstri standardını sağlamak için kök pasoları TIG kaynağı ile kaynak yapılmalıdır. Bunun ardından son paso MAG yöntemiyle üretilir. Bir metre TIG kaynak dikişinin üretim süresi yaklaşık 25 dakika ile MAG kaynağının kaynak hızından çok daha yüksektir.
[casestudy_solution] => TIG kaynağı için tigSpeed tel besleme ünitesi ile kaynak sarf malzemesinin sonsuz olarak beslenmesiyle kaynak çubuğu değişiminin beraberinde getirdiği birleştirme yerleri olmadan sürekli bir TIG kaynağı yapılabilir. Ve: Sıcak tel kullanımıyla daha fazla malzeme eritilebilir ve bunun sonucunda daha yüksek hızda kaynak yapılabilir.
[casestudy_effectiv] => AST Apparatebau firmasını kaynakçıları, tigSpeed ve sıcak tel kullanımı sayesinde günümüzde bir metre sürekli TIG kaynak dikişi için sadece beş dakikaya ihtiyaç duyuyor. Bu da manuel kaynak işlemine kıyasla yaklaşık yüzde 75 zaman tasarrufu anlamına geliyor. Bu yöntem, teknik Genel Müdür Joachim Jung için bir avantajı daha beraberinde getiriyor: "tigSpeed ile yapılan TIG kaynağında, kaynak görevini daha da mekanikleştirme olanağı özellikle çok cazip." Ancak firma bu yola henüz girmemiş olsa bile, yeni yöntem sayesinde elde edilen verim artışı o kadar ikna edici oldu ki, destekler de artık tigSpeed ve sıcak tel ile kaynak yapılacaktır – ve karıştırma tanklarında çok sayıda destek bulunuyor.
[documents] => {"doc_name":["PraxisReport AST DE"," CustomerStory AST EN"],"doc_link":["053-000044-00000_PraxisReport_AST_DE.pdf","053-000044-00001_PraxisReport_AST_EN_druck.pdf"],"description":["PraxisReport AST DE"," CustomerStory AST EN"]}
[imageslider] => {"image_link":["EWM_AST_1_Ruehrwerksbehaelter_web.jpg","EWM_AST_2_Halbrohre_web.jpg","EWM_AST_4_WIG-Brenner_web.jpg","EWM_AST_5_WIG-Heißdraht_web.jpg","EWM_AST_7_web.jpg"],"description":["Rührwerksbehälter","Halbrohre","WIG Brenner","WIG Heißdraht",""]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 14
[access] => 1
[language] => *
[params] =>
[created] => 2018-10-16 12:31:28
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:29:24
[modified_by] => 590
[metakey] =>
[metadesc] => Trotz der Vorgabe strenger Industrienormen für die Großchemie konnte die AST Apparatebau GmbH aus dem Siegerland die Schweißzeit durch den Einsatz von tigSpeed um bis zu 75 Prozent senken
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 9
[hits] => 0
)
[29] => stdClass Object
(
[id] => 3
[catid] => 60
[name] => Hering
[alias] => hering
[customer] => Hering AG
[customer_logo] => images/referenzen/Hering/Hering_Logo.png
[titelbild] => images/referenzen/Hering/Abb_2_web.jpg
[sectorId] => COM_EWMREFERENCE_ROHRLEITUNGSBAU
[materialId] => ["COM_EWMREFERENCE_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_TIG_SPEED","COM_EWMREFERENCE_WIG_HEISSDRAHT"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Ek işlem sürelerini yüzde 50’ye varan oranda azaltmak
[benefit_subtext] => Boru flanş bağlantılarını TIG kaynağı ile üretmek, başlangıçta bir EWM Dış Hizmetler Çalışanının sadece bir fikriydi. Sonunda yüzde 50’ye varan tasarruflarla karşılaşıldı …
[teaser] => Boru flanş bağlantılarını TIG kaynağı ile üretmek, başlangıçta bir EWM Dış Hizmetler Çalışanının sadece bir fikriydi. Sonuç olarak sadece ek işlem sürelerinin azaltılmasıyla yüzde 50’ye varan tasarruflar ortaya çıktı. Oysa Hering AG (Gunzenhausen) firmasında TIG kaynağı başından beri sadece düşük bir öneme sahipti. EWM, ısı eşanjörü üreten firmaya TIG kaynağı için bir tigSpeed tel besleme ünitesi ödünç verdi. Kaynakçılar, bununla yarım saatin sonunda ürünü tanıtan kişiden daha iyi sonuçlar almaya başladı. Makine bir haftalık sürenin sonunda geri alınacağında, kaynakçılar tigSpeed ile çalışma hakkının kimde olacağı konusunda kavga etmeye başlamıştı bile.
[casestudy_status] => Hering’de sayısız boru kullanılıyor: Çok sayıda boru bir boru demeti haline getiriliyor ve ardından başka bir borunun içine yerleştiriliyor. Hering AG firmasında bu tür ısı eşanjörlerinin üretiminde tercih edilen kaynak süreci, örtülü elektrot kaynağı ve MIG/MAG kaynağı olmuştur. TIG ancak düşük bir öneme sahipti. Oysa TIG kaynağı, boru flanş bağlantıları için öngörülmüştür. Bu yöntem, aynı zamanda azaltılmış ısı girdisi sağlarken ve asgari düzeyde çapak oluşumuna neden olurken, yüksek kalitede kaynak dikişi sağlamaktadır. Bu durum, kaynak sonrası işlemleri önemli miktarda azaltacaktır. Ancak çalışanlar, örtülü elektrot kaynağında tek elle çalışmaya ve MIG/MAG kaynağında kesintisiz tel beslemesine alışmışlardır.
[casestudy_solution] => Dış hizmetler çalışanı, boru flanş bağlantılarının kaynağını TIG ve tigSpeed ile yapmayı önermiştir, çünkü burada özellikle yüksek kaliteli kaynak bağlantıları gerekmektedir. İlk tereddütleri ortadan kaldırmak için buna uygun bir makineyi ödünç olarak vermiştir. tigSpeed, bir TIG tel besleme ünitesidir. Bu ünite, kesintisiz tel beslemesi uygulamasına ayrıca bir ileri ve geri hareket eklemek suretiyle manuel TIG kaynağını taklit eder. Bu sayede kaynak sarf malzemeleri tekrar tekrar kaynak banyosundan dışarıya çekilir ve damla şeklinde aktarılır. Sıcak tel kaynağında kaynak sarf malzemeleri önceden ısıtılır. Bu durum dolgu kapasitesini bir kez daha artırır, malzeme çok daha iyi akar ve sonuç oldukça düzgün bir yapıya sahip bir kaynak dikişi görüntüsüdür.
[casestudy_effectiv] => Avantajlar açıkça ortada: Kaynakçı, otomatik tel beslemesi sayesinde tümüyle kaynak işlemine konsantre olabilir. "Bir flanş tek bir çalışma adımında boruya kaynak yapılabiliyor – üstelik kaynak çubuklarının değiştirilmesi nedeniyle oluşan başlangıç noktaları da oluşmuyor," şeklinde özetliyor, Hering AG'de kaynakçı olarak çalışan Vladimir Xhaferi. Ayrıca otomatik besleme sayesinde ikinci eliniz serbest kalıyor ve kullanılan eli destekleyebiliyor. "Bu özellikle uzun dikişlerde büyük bir kolaylık", diyor Xhaferi. Hering AG CEO'su/Yönetim Kurulu olan Christian Rasch, daha az hazırlık süresi olan firmalarda elde edilen tasarrufların çok yüksek olacağından emin.
[documents] => {"doc_name":["PraxisReport Hering DE"," CustomerStory Hering EN"],"doc_link":["PraxisReport_Hering_4seitig_DE_12_2016_neu_Myriad.pdf","PraxisReport_Hering_4seitig_EN_12_2016.pdf"],"description":["PraxisReport Hering DE"," CustomerStory Hering EN"]}
[imageslider] => {"image_link":["Abb_1_web.jpg","Abb_2_web.jpg","Abb_4b_web.jpg","Abb_5_web.jpg","Abb_6_web.jpg","Abb_7_web.jpg"],"description":["Hering 1","Hering 2","Hering 3","Hering 4","Hering 5","Hering 6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 3
[access] => 1
[language] => *
[params] =>
[created] => 2017-09-18 12:04:12
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:31:30
[modified_by] => 590
[metakey] =>
[metadesc] => Ursprünglich war es nur eine Idee des Außendienstmitarbeiters von EWM, Rohr-Flansch-Verbindungen mit WIG zu schweißen. Am Ende standen Einsparungen von bis zu 50 Prozent
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-02 08:23:02
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 18
[hits] => 0
)
[30] => stdClass Object
(
[id] => 5
[catid] => 69
[name] => MESA
[alias] => mesa
[customer] => MESA Metall-Stahlbau GmbH
[customer_logo] => images/referenzen/Mesa/mesa.jpg
[titelbild] => images/referenzen/Mesa/L1005599_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_NIEDRIG"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => ewm maXsolution ile daya yüksek kaynak kalitesi ve azaltılmış maliyetler
[benefit_subtext] => MESA, büyük bir siparişin üretim esnasındaki maliyet hesabı kontrolden çıktığında Rathenow’daki EWM şubesinin müdürüne danıştı. Sadece üç ay içerisinde …
[teaser] => MESA, büyük bir siparişin üretim esnasındaki maliyet hesabı kontrolden çıktığında Rathenow’daki EWM şubesinin müdürüne danıştı. Firma ewm maXsolution, inovasyon ve teknoloji danışmanlığının yaptığı analiz sonrasında sadece üç ay içerisinde tüm üretimini değiştirdi. EWM’den temin edilen yeni kaynak donanımı ile firma bugün artık sadece en yüksek kalite sınıfı olan CL1 kapsamında üretim yapmakla kalmayıp, aynı zamanda maliyetlerini de bariz bir şekilde azaltabildi.
[casestudy_status] => Metal ve çelik sanayindeki çoğu orta ölçekli firmada olduğu gibi MESA’da olabildiğince uygun fiyatla ve aynı zamanda yüksek kalitede üretim yapmak ve olabildiğince karlı pazar nişlerini doldurmak zorundadır. MESA, özellikle yüksek kalite beklentisine sahip demir yolu araçlarında bu fırsatı gördü. Ancak konvansiyonel kaynak teknolojisiyle ve başka üreticilerin makineleriyle üretim yapmanın maliyeti o denli yüksek olmaya başlamıştır ki, maliyet hesaplarında marjlar çok fazla daralmıştı. Firmanın alternatif üretim yöntemleri araması gerekiyordu.
[casestudy_solution] => EWM uzmanları, ewm maXsolution Yenilikler ve teknoloji danışmanlığı kapsamında üretim akışındaki tüm proses zincirini ayrıntılı olarak incelemiş ve analiz etmiştir. "Verilen danışmanlık hizmeti yetkin ve proaktif olmakla kalmadı, aynı zamanda daha önce bizim hiç algılamadığımız problemlerle ilgili yeni çözüm önerilerini de kapsadı", diye özetliyor MESA Metall-Stahlbau GmbH Genel Müdürü Pierre Mack EWM’nin kaynak makinelerinin ve torçlarının kullanılması ve aynı zamanda yenilikçi kaynak süreçlerinin uygulamasıyla düşünülebilecek her alanda tasarruflar sağlanmıştır: kaynak süresinde, malzemede, koruyucu gazda, kaynak sarf malzemelerinde, güç tüketiminde, aşınma parçalarında ve özellikle de kaynak sonrası işlemlerde.
[casestudy_effectiv] => "Kaynak ve taşlama ile ilgili üretim sürelerini tam tamına yüzde 57 oranında düşürebildik", diyerek bilgi veriyor Mack. Bunu nedeni özellikle de yeni kaynak işlemi forceArc puls. Bu yenilikçi ark daha düşük bir ısı girdisi ile ön plana çıkıyor, neredeyse hiç çapak oluşturmuyor ve daha yüksek bir kaynak hızının elde edilmesini sağlıyor. MESA, alışma süresi çok kısa olan manuel kaynağın yanı sıra bazı kaynak işlemlerini mekanik hale getirebilmiştir. Mekanizasyon da kaynak işleminin kalitesini sürekli yüksek istikrar sonucunda yeniden belirgin şekilde artırmıştır. Yapılan yatırım henüz kısa bir süre sonrasında kendisini amorti etmiştir. Ancak özellikle de MESA’nın üretim yelpazesini belirgin derecede artırmıştır: "Pek çok siparişi böyle kaynak yapabiliyor olmasaydık almamız mümkün olmazdı", diyor Mack. "Bazı durumlarda geleneksel makineler ile teklif bile sunmamıza gerek olmazdı."
[documents] => {"doc_name":["PraxisReport MESA DE"," CustomerStory MESA EN"],"doc_link":["EWM_PraxisReport_Mesa_DE_053_000046_00000.pdf","EWM_CustomerStory_Mesa_EN_053_000046_00001.pdf"],"description":["PraxisReport MESA DE"," CustomerStory MESA EN"]}
[imageslider] => {"image_link":["L1005599_web.jpg","L1005669_web.jpg","L1005738_web.jpg","L1005740_web.jpg"],"description":["Mesa 1","Mesa 2","Mesa 3","Mesa 4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 5
[access] => 1
[language] => *
[params] =>
[created] => 2017-09-15 12:23:28
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:29:08
[modified_by] => 590
[metakey] =>
[metadesc] => Als die Kalkulation beim Fertigen eines größeren Auftrags aus dem Ruder lief, konsultierte MESA den Leiter der EWM-Niederlassung in Rathenow. Innerhalb von nur drei Monaten
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-03 08:21:31
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 59
[hits] => 0
)
[31] => stdClass Object
(
[id] => 1
[catid] => 60
[name] => ITAG
[alias] => itag
[customer] => ITAG Valves & Oilfield Products GmbH
[customer_logo] => images/referenzen/logos_sonst/ITAG_Logo.png
[titelbild] => images/itag1.png
[sectorId] => COM_EWMREFERENCE_ROHRLEITUNGSBAU
[materialId] => ["COM_EWMREFERENCE_NICKEL_BASIS"]
[processId] => ["COM_EWMREFERENCE_MAG_HEISSDRAHT"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => 13,8 kg'a kadar dolgu kapasitesi ile yüzey işlemi
[benefit_subtext] => ITAG Valves & Oilfield Products GmbH
[teaser] => ITAG Valves & Oilfield Products GmbH firmasının küresel vanaları ve kapatma vanaları tüm dünya üzerindeki boru hatlarında kullanılmaktadır – hem kuru kum çöllerinde hem de kalıcı buzun olduğu ortamlarda. Buradaki kullanım yerlerinde, agresif akışkanlardan zarar görmeden 25 yıl dayanabilmelidirler. EWM teknolojisi, MAG kaynağı ve ilave sıcak tel beslemesi kombinasyonuyla dolgu kapasitesini anında iki katına çıkarır. Aynı zamanda tüm parametrelerin yüksek istikrarı da esastır, çünkü yüksek performansına rağmen proses aşırı derecede hassastır.
[casestudy_status] => NBA 625, paslanma dayanıklılığı çok iyi olan nikel bazlı bir alaşımdır – ancak bunu sadece teknolojik bileşimi korunduğunda sağlayabilir. Özellikle demir oranı, malzeme özelliğini olumsuz yönde etkileyebilir. Bunun sonucunda, farklı malzemelerin yoğun bir şekilde karışmasının önüne geçmeden ve yüzey tabakasının saflığını koruyarak, bir NBA 625 tabakasını termik yöntemle karbon içeren bir çeliğin üzerine uygulamak zor bir iştir. Bu tabakalar büyük oranda mekanik olarak kaynak yapılmıştır, ya MAG yöntemiyle saatte 5 kilogram dolgu kapasitesiyle ya da TIG ile saatte 2,5 kilogram dolgu kapasitesiyle.
[casestudy_solution] => Amaç, aynı zamanda düşük bir karışım elde etmeden olabildiğince yüksek dolgu kapasitesine ulaşmaktır. Her ne kadar bu uygulama başlarda EWM uygulama teknisyenlerine de garip gelse de, MAG kaynağı ITAG’da tigSpeed sıcak tel besleme sürücü sistemi yardımıyla ilave bir tel beslemesiyle kombine edildi. Bunun arkasında yatan fikir, kaynak sarf malzemelerine daha fazla ark enerjisi aktarmaktı. Böylece daha az temel malzeme eritilmiş, bu da yüzey tabakasının saflığına fayda sağlamıştır. Böylece sevk gücü ve buna bağlı olarak dolgu kapasitesi tek seferde iki katına çıkarılabilmiştir.
[casestudy_effectiv] => Saatte 13,8 kg’a varan dolgu kapasitesi, MAG kaynağına göre iki katından fazla ve TIG sıcak tel kaynağına göre dört katıdır. Buna ilave olarak dip dibe bulunan kaynak tırtılları, tel beslemesinin ve kaynak parametrelerinin aşırı yüksek istikrarı nedeniyle çok düşük bir dalgalanmaya (0,5 milimetreden az) sahiptir. Dolayısıyla yüzey tabakası, talaş kaldırma ile elde edilecek olan daha sonraki nihai ölçüden yaklaşık 1 mm daha yüksek olacak şekilde gerçekleştirilmelidir. ITAG böylece zaman tasarrufunun yanı sıra büyük miktarda pahalı malzemeden tasarruf sağlayabilir.
[documents] => {"doc_name":["Praxis Report ITAG DE"," CustomerStory ITAG EN"],"doc_link":["EWM_PraxisReport_Itag_DE_053_000016_000001.pdf","EWM_CustomerStory_Itag_EN_053_000016_00001.pdf"],"description":["Praxis Report ITAG DE"," CustomerStory ITAG EN"]}
[imageslider] => {"image_link":["itag1.png","itag2.png","itag3.png"],"description":["","",""]}
[links] => {"doc_name":["Google"],"doc_link":["http://www.google.de"],"description":["das ist google"]}
[article_id] => 0
[ordering] => 1
[access] => 1
[language] => *
[params] =>
[created] => 2017-07-20 08:33:18
[created_by] => 591
[created_by_alias] =>
[modified] => 2022-01-18 07:35:39
[modified_by] => 590
[metakey] =>
[metadesc] => Die Kugelarmaturen und Absperrhähne der ITAG Valves & Oilfield Products GmbH werden in Pipelines überall auf der Welt eingesetzt – in trockenen Sandwüsten ebenso wie im ewigen Eis. Mit einer Kombination aus MAG-Schweißen und zusätzlicher Heißdrahtzufuhr verdoppelt EWM-Technologie auf Anhieb die Abschmelzleistung.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 32
[hits] => 0
)
[32] => stdClass Object
(
[id] => 6
[catid] => 69
[name] => Geha b.v.
[alias] => geha-b-v
[customer] => Machinefabriek & Apparatenbouw Geha b.v.
[customer_logo] => images/referenzen/logos_sonst/Geha.png
[titelbild] => images/referenzen/geha.png
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_NIEDRIG"]
[processId] => ["COM_EWMREFERENCE_XNET"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => EWM ile kalite kanıtlanabilir
[benefit_subtext] => Bileşen ne kadar kritikse, kalite kanıtları ve geriye dönük izlenebilirlik konusundaki şartlar da o kadar yüksektir. ewm Xnet Kalite yönetim yazılımı ile bu veriler her zaman ve her yerde kullanıma hazırdır – ve daha fazlasını da sağlayabilirler …
[teaser] => Bileşen ne kadar kritikse, kalite kanıtları ve geriye dönük izlenebilirlik konusundaki şartlar da o kadar yüksektir. ewm Xnet Kalite yönetim yazılımı ile bu veriler her zaman ve her yerde kullanıma hazırdır – ve daha fazlasını da sağlayabilirler. Hollanda merkezli Machinefabriek & Apparatenbouw Geha b.v. firmasında, kaynak verilerinin analizi ana ve ek işlem sürelerini ortaya koydu. Ek işlem sürelerinin fazla olduğu durumlarda yetkililer bunların nedenlerini analiz etti ve duruma göre kullanım işlemlerinde destek veya sarfiyat malzemelerinin çalışma yerine ek tedariki gibi tedbirler aldı. Ek işlem sürelerini azaltmak demek, verimliliği arttırmak demektir, çünkü ek işlem süreleri aynı zamanda yüksek ek işlem maliyeti anlamına gelir.
[casestudy_status] => Geha tarafından üretilen çelik konstrüksiyonları dahil ısı eşanjörleri, dünya çapında en zor iklim koşullarında kullanılmaktadır. Geha’da zaten EWM kaynak makineleri vardı; en eskisi 2002 yılından kalmadır. Amaç, tüm makinelerin aynı ağ üzerinde birleştirilmesi ve kaynak dikiş kalitesini her an güvenilir şekilde kanıtlayabilmek için tüm kaynak parametrelerinin sürekli olarak kayıt altına alınmasıydı. Geha B.V. firmasının Genel Müdürü Franc van Wilgen’e göre, kaynak verilerinin sürekli olarak kayıt altına alınması gittikçe daha fazla önem kazanıyor. Kalitenin gerçekten kanıtlanabilmesi ancak sürekli olarak kayıt altına alınan verilerle mümkün olmaktadır. DIN EN 1090 standardının şartlarının yerine getirilebilmesi için bu şartlar bugünden geçerlidir.
[casestudy_solution] => LAN kablolarının – WiFi bağlantısı için üretim alanında çok fazla çelik bulunuyor ve bu da WiFi ağının bağlantı sinyallerini bozuyor – ön kurulumundan sonra beş adet kaynak makinesinin her biri bir gün içerisinde ağa entegre edildi. O tarihten bu yana ewm Xnet online olarak bu beş kaynak makinesi ile ilgili her türlü veriyi kayıt altına alıyor. Veriler kaynak yönetimi tarafından hem canlı olarak hem de sonradan analiz edilip değerlendirilebilir. Harici şantiyelerde veriler çevrim dışı olarak kaydedilir ve bir kayıt birimi üzerinde ara depolanır. Ardından bu veriler sunucuya aktarılır.
[casestudy_effectiv] => ewm Xnet kaynak kalitesini güvence altına alır, kanıtlanabilir hale getirir ve kaynakçıları öngörümlü olarak çalışmaları konusunda destekler. Böylece kaynak verileri yardımıyla aşınma parçalarının değiştirilmesi için optimal süreler belirlenebilir ve mümkün olan en geç zamanda değiştirilmeleri sağlanabilir. Böylece iki açıdan tasarruf sağlanır: Henüz çalışabilen parçalar değiştirilmez ve çalışma zamanı kaybı olabildiğince ertelenir. Bu durum verimli kaynak zamanlarını artırır. ewm Xnet kullanımından dolayı Geha, istenilen kaliteyi ürettiğinden her zaman emin oluyor – ve üstelik bunu kanıtlayabiliyor.
[documents] => {"doc_name":["PraxisReport Geha DE"," CustomerStory Geha EN"],"doc_link":["053-000045-00000_PraxisReport_Geha_4seitig_DE_09_2017.pdf","053-000045-00001_PraxisReport_Geha_4seitig_GB_09_2017.pdf"],"description":["Praxis Report Geha DE"," CustomerStory Geha EN"]}
[imageslider] => {"image_link":["geha.png","geha2.png","geha3.png"],"description":["Geha 1","Geha 2","Geha 3"]}
[links] => {"doc_name":["YouTube"],"doc_link":["https://youtu.be/N10nlNsxaiU"],"description":["EWM Xnet Video"]}
[article_id] => 0
[ordering] => 6
[access] => 1
[language] => *
[params] =>
[created] => 2016-10-17 06:47:45
[created_by] => 591
[created_by_alias] =>
[modified] => 2022-01-18 07:30:33
[modified_by] => 590
[metakey] =>
[metadesc] => Je kritischer das Bauteil, desto höher die Anforderungen an Qualitätsnachweise und Rückverfolgbarkeit. Mit der Qualitätsmanagement-Software ewm Xnet stehen diese Daten immer und überall zur Verfügung – und können noch viel mehr leisten
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 36
[hits] => 0
)
[33] => stdClass Object
(
[id] => 12
[catid] => 57
[name] => Siemens
[alias] => siemens
[customer] => Siemens
[customer_logo] => images/referenzen/logos_schienen/siemens_logo_petrol_cmyk_web.jpg
[titelbild] => images/referenzen/sliderbilder/Siemens_L1000369_web.jpg
[sectorId] => COM_EWMREFERENCE_SCHIENENBAU
[materialId] => ["COM_EWMREFERENCE_SCHWARZ_EDEL"]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Kaynak ağzı açısında %60’a varan tasarruf
[benefit_subtext] => Daha az kaynak tırtılı demek daha kısa kaynak süresi demektir. Bu durum daha az ısı girdisi gerektirir, bu da kaynak kasmasını ve buna bağlı olarak düzeltme işini azaltır. Toplamda işçilik, malzeme ve enerji maliyetlerinde %60’a varan tasarruflar meydana gelebilir –
[teaser] => Daha az kaynak tırtılı demek daha kısa kaynak süresi demektir. Bu durum daha az ısı girdisi gerektirir, bu da kaynak kasmasını ve buna bağlı olarak düzeltme işini azaltır. Toplamda işçilik, malzeme ve enerji maliyetlerinde %60’a varan tasarruflar meydana gelebilir – Siemens’te olduğu gibi. Siemens, EWM’nin yenilikçi forceArc kaynak işlemini kullanarak bu sonuçlara ulaştı. Ancak EWM kaynak işlemine geçişin beraberinde getirdiği bir avantaj daha oldu: Kaynak dumanı emisyonları da önemli ölçüde azaldı, bu da kaynakçıların sağlığını koruyan bir durumdur.
[casestudy_status] => Daha yüksek kalite ve aynı zamanda daha düşük maliyetler, yaygın müşteri beklentilerinden biridir. Bu nedenle Siemens’in uzman kaynak mühendisleri kaynak teknolojisi konusunda sürekli olarak tasarruf olanakları arayışındadır. EWM kaynak uzmanlarının bir DVS kongresi kapsamında yeni ark türleri ve geleceğe yönelik üretim yaklaşımları konusunda yaptığı açıklamalar tam da zamanında yapıldı. Henüz kongre devam ederken bir sunum tarihi konusunda mutabakat sağlandı.
[casestudy_solution] => Yenilikçi EWM kaynak işlemi forceArc, ısı minimizasyonlu, sabit yönlü ve basınçlı arkı ile öne çıkıyor. Bu ark, yüksek bir nüfuziyet derinliği ve aynı zamanda daha az kenar oyuğu sağlıyor. Böylece kaynak ağzı açısı önemli oranda azaltılabilmektedir. 60°’den 30°’ye düşüşler tipiktir. Böylece henüz kaynak ön işleminde azalma sağlanmaktadır. Kaynak tırtılı sayısı da belirgin miktarda azaltılır, bu da kaynak süresini ve malzeme sarfiyatını uygun şekilde azaltır. Ancak düşük ısı girişi çok daha belirgindir: Kaynak kasması belirgin şekilde azalır ve ardından çok sayıda düzeltme işinden tasarruf sağlar.
[casestudy_effectiv] => Kaynak ağzı açısı azaltılmış olduğundan çalışma süresinde daha az kaynak tırtılından kaynaklanan büyük tasarruf ve buna bağlı olarak kaynak makinesi için daha az gaz ve elektrik maliyeti, ayrıca daha az kasma ve böylece daha az kaynak sonrası işleme neden olan daha düşük ısı girdisi: Yenilikçi kaynak işlemi forceArc, Siemens’te bu etkileri beraberinde getirdi. Buna ilave olarak kaynak işlemi büyük ölçüde çapaksızdır ve kaynak dumanı emisyonunu da önemli ölçüde azaltır. Böylece kaynakçıların sağlığı korunur ve kaynak sonrası işleme azaltılır. Siemens’te yenilikçi kaynak işlemi forceArk’a geçiş, işçilik, malzeme ve enerji maliyetlerinde toplamda %60 tasarruf sağladı – ekonomik olarak hissedilebilir bir başarı.
[documents] => {"doc_name":["PraxisReport Siemens DE","CustomerStory Siemens EN"],"doc_link":["WM0864_00_Referenz_Siemens.pdf","WM0864_01_Referenz_Siemens.pdf"],"description":["PraxisReport Siemens DE","CustomerStory Siemens EN"]}
[imageslider] => {"image_link":["Siemens_L1000369_web.jpg","Siemens_L1000389_web.jpg","Siemens_L1000484_web.jpg","Siemens_L1000486_web.jpg","Siemens_L1000505_web.jpg","Siemens_L1000567_web.jpg"],"description":["Siemens 1","Siemens 2","Siemens 3","Siemens 4","Siemens 5","Siemens 6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 12
[access] => 1
[language] => *
[params] =>
[created] => 2013-09-12 12:19:56
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:37:35
[modified_by] => 590
[metakey] =>
[metadesc] => Weniger Schweißraupen bedeuten eine kürzere Schweißzeit. Das bedingt einen geringeren Wärmeeintrag, was den Schweißverzug und damit die Richtarbeiten reduziert. In Summe kann das zu bis zu 60 % Einsparungen von Lohn-, Material- und Energiekosten führen
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 11
[hits] => 0
)
[34] => stdClass Object
(
[id] => 11
[catid] => 57
[name] => Plauen Stahl Technologie GmbH (PST)
[alias] => plauen-stahl-technologie-gmbh-pst
[customer] => Plauen Stahl Technologie GmbH
[customer_logo] => images/referenzen/logos_sonst/plauen.png
[titelbild] => images/referenzen/sliderbilder/Plauen_2a_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_MAG_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Kalite iyileştirildi - rekabet gücü artırıldı
[benefit_subtext] => EWM’nin basınçlı ve sabit yönlü forceArc arkı ağır çelik yapı üretiminde şeklen bir teknoloji değişimi başlattı – ve bunu Plauen Stahl Technologie GmbH’nın konusu olan, büyük hacimli bileşenlerde de gerçekleştirdi …
[teaser] => Basınçlı ve sabit yönlü forceArc arkı ağır çelik yapı üretiminde şeklen bir teknoloji değişimi başlattı – ve bunu Plauen Stahl Technologie GmbH’nın konusu olan, büyük hacimli bileşenlerde de gerçekleştirdi. forceArc ile arka dolgu pasosu, istenen etkin köşe kaynak ayakları dahil olmak üzere neredeyse kendiliğinden oluşur. Ayrıca tüm kalite şartları sağlanır. Böylece kaynak işleri kolaylaşır. Buna ilave olarak iki işlem adımından tasarrufu sağlanır.
[casestudy_status] => Parça ağırlıkları 50 tondan başlayan münferit parçalara sahip büyük hacimli bileşenler, Vogtland’da yerleşik Plauen Stahl Technologie GmbH (PST) firmasının günlük faaliyet alanıdır. Söz konusu bileşenler, ör. Fransa’da Millau yakınlarındaki köprünün köprü segmentleri, elektrik santrallerinin kazan iskeletleri veya etkileyici kanat açıklıklarına sahip olan savak kapaklarıdır. Özellikle en yüksek teknolojik şartların söz konusu olduğu bu tür yapılarda ve mimari olarak sıra dışı projelerde, güvenlik ve kalite en üst sırada yer alır.
[casestudy_solution] => Yenilikçi EWM kaynak işlemi forceArc, kaynak sonuçlarıyla sorumluluları ikna etti: derin kaynak nüfuziyetine sahip iyi bir bağlantı ve mükemmel kök ve yanak oluşumu. forceArc bunun yanı sıra ekonomik açıdan da puan topladı: Azalan kaynak öncesi ve sonrası işleme ve tasarruf edilen işçilik, malzeme, gaz ve enerji maliyetleri tüm birleştirme işleminin maliyetlerini azaltıyor – aynı zamanda yüksek verimlilik sağlıyor. Kaynakçılar da forceArc kaynak işlemi ile çalışmaktan memnun.
[casestudy_effectiv] => PST’de 500 milimetrenin üzerindeki kaynaklar tozaltı ark kaynağı ile kaynak yapılırken, günümüzde 800 milimetre uzunluğa ve 80 milimetreye malzeme kalınlıklarına kadar olan ölçüler forceArc işlemiyle birleştiriliyor - bu da hazırlık süresini büyük ölçüde azaltıyor. HV kaynak dikişlerinin kaynak işlemindeki ek süreler, forceArc kullanımı neticesinde önemli ölçüde azaltılabilmiştir, çünkü artık sıva ve derz dolgu işlemleri minimum düzeye indirilmiştir. Kaynak yanağı güvenle elde edilir ve görünümü tanımlı şekilde kontrol edilebilir. Böylece kaynak yanağı zaten belirlenmiş bir oyuk boğazı, buna uygun geçişler ve istenen etkin köşe kaynak ayakları içeren bir kenar boğaz kaynağı üretir.
[documents] => {"doc_name":["PraxisReport Plauen Stahl DE","CustomerStory Plauen Stahl EN"],"doc_link":["ewm0106_13_plauen_DE_low.pdf","ewm0409_13_plauen_GB_low.pdf"],"description":["PraxisReport Plauen Stahl DE","CustomerStory Plauen Stahl EN"]}
[imageslider] => {"image_link":["Plauen_2a_web.jpg","Plauen_3a_web.jpg","Plauen_5a_web.jpg"],"description":["Plauen Stahl 1","Plauen Stahl 2","Plauen Stahl 3"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 11
[access] => 1
[language] => *
[params] =>
[created] => 2013-09-12 12:15:41
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:36:27
[modified_by] => 590
[metakey] =>
[metadesc] => Der druckvolle richtungsstabile forceArc-Lichtbogen von EWM hat förmlich einen Technologiewandel in der Produktion des schweren Stahlhochbaus eingeläutet – auch bei großvolumigen Bauteilen, wie sie die . Plauen Stahl Technologie GmbH bearbeitet
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 9
[hits] => 0
)
)
Tüm uygulamalarraporlar bir bakışta

Stadler Winterthur AG
Raylı araç imalatı
How Stadler in Winterthur is optimising bogie production with EWM technology
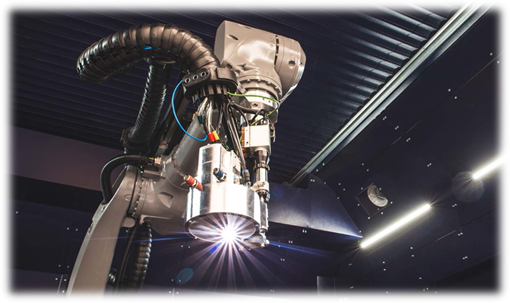

TANICS
Nuclear and magnetic-technology
When radioactive materials need to be safely enclosed in containers, every detail counts


Nordic Steel AS
Çelik inşaatı
EWM enhances environmental commitment at Nordic Steel


SBS Kft Hungary
Contract manufacturing
A brief look at contract manufacturer SBS Kft Hungary.


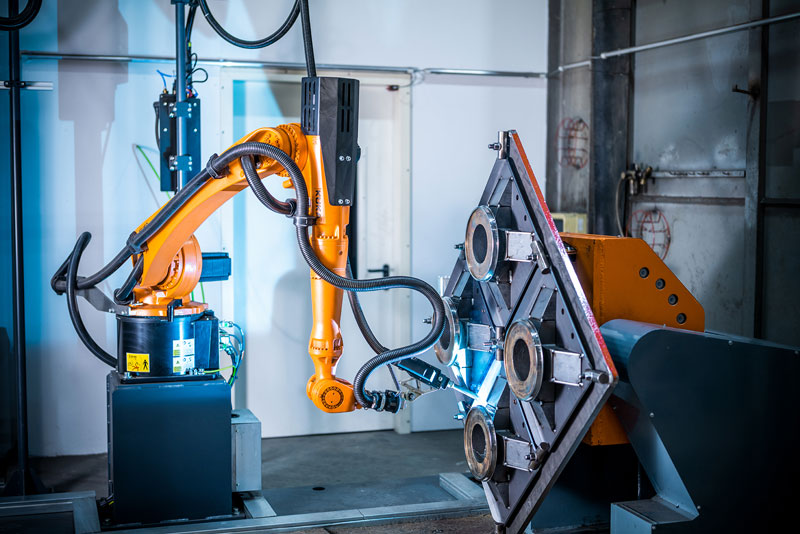
Finsterle GmbH
Diğer
Overcoming the challenges of automated welding with fine-grained steels

Vogelsang GmbH & Co. KG
Tesis inşası
The user-friendly way to process all kinds of material thicknesses

MST Parts Group
Diğer
MST/Hi-Spec Manufacturing manufactures the largest dredger buckets...

IGEFA WEINBRENNER Energy Solutions GmbH
Gıda ve kimya endüstrisi
Skilled worker shortages, full order books and high quality standards


Schroeder Valves GmbH & Co. KG
Diğer
Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer.

Heinrich Döpke GmbH
Diğer
Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines...

SAF-Holland
Araç imalatı
Chassis axles designed to carry huge axle loads represent a major challenge in the quality assurance process. This is why SAF-Holland relies on…

Geschwister Scholl school Leutkirch
Diğer
Geschwister Scholl school uses EWM complete solution. Vocational students are being trained with ewm Xnet

Gebrüder Stahl GmbH 2020
Diğer
Gebrüder Stahl is working with EWM.
TIG welding is faster than MAG welding
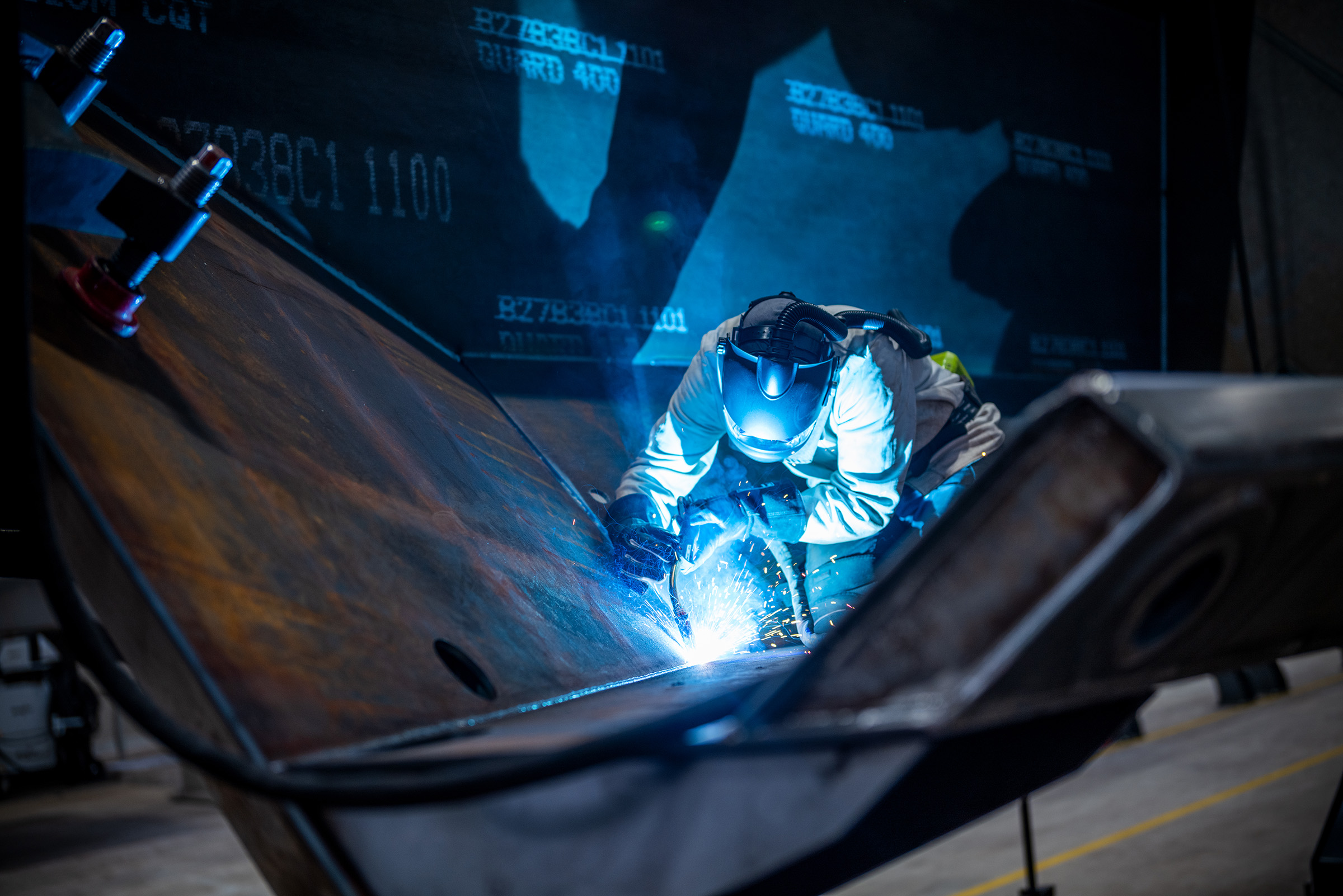
Bell Equipment Deutschland 2020
Araç imalatı
Bell establishes own welding production line with EWM

Chamber of Commerce Aurich 2020
Diğer
HWK Aurich places trust in EWM. Aurich Chamber of Commerce 2020

Ebner Industrieofenbau GmbH
Çelik inşaatı
Every function accessible on the welding torch – Ebner Industrieofenbau GmbH 2019

Schoeller Werk GmbH & Co. KG
Çelik inşaatı
Top quality in continuous use at Schoeller Werk GmbH & Co. KG


Ebner Industrieofenbau GmbH 2019
Çelik inşaatı
Kaynak teknolojisinin tüm kategorilerinde puan, set ve zafer



Hüffermann
Araç imalatı
Her bir çalışma yerinde ve yılda %10’a varan daha fazla römork



MESA
Çelik inşaatı
ewm maXsolution ile daya yüksek kaynak kalitesi ve azaltılmış maliyetler
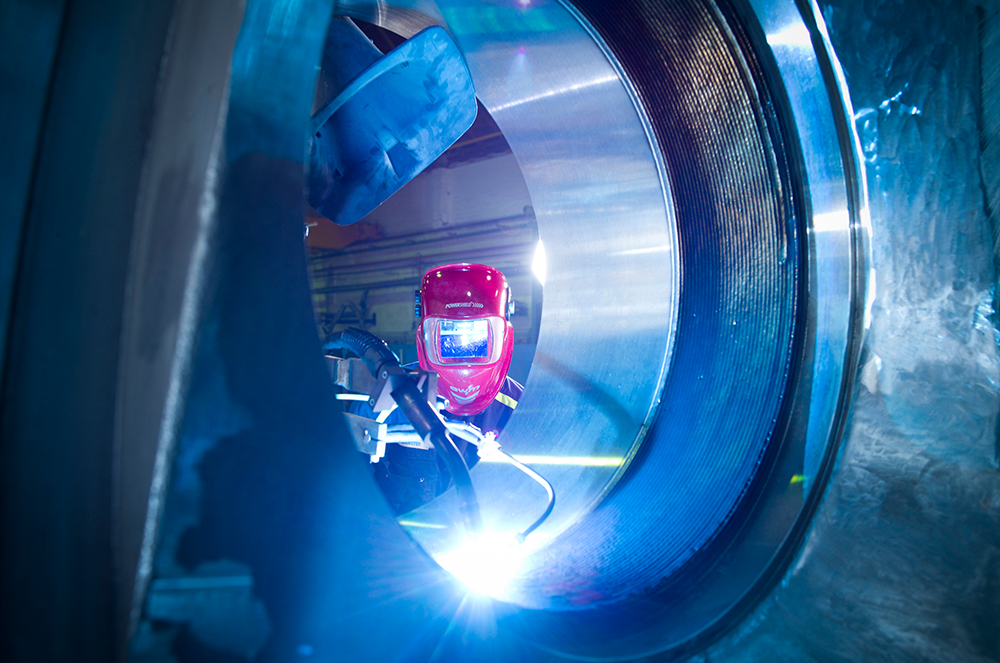



Plauen Stahl Technologie GmbH (PST)
Çelik inşaatı
Kalite iyileştirildi - rekabet gücü artırıldı








































































