- Está aquí:
- Inicio
Array
(
[0] => stdClass Object
(
[id] => 38
[catid] => 57
[name] => Stadler Winterthur AG
[alias] => stadler-winterthur-ag
[customer] => Stadler Winterthur AG
[customer_logo] => images/referenzen/logos_schienen/stadler_blue_rgb_png.png
[titelbild] => images/referenzen/sliderbilder/stadler_L211977_web.jpg
[sectorId] => COM_EWMREFERENCE_SCHIENENBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MIG_MAG","COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => How Stadler in Winterthur is optimising bogie production
with EWM technology
[benefit_subtext] => Groundbreaking e_ ciency in the manufacture of rail vehicles – Stadler Rail places high demands on the welding process in production. When manufacturing bogies,
it is not only cost-effectiveness and process reliability that are important, but above all precision and high weld seam quality.
EWM masters these challenges with welding machines that impress with their intuitive operation, digital interfaces and reliable performance in daily shift operation.
[teaser] => Groundbreaking e_ ciency in the manufacture of rail vehicles – Stadler Rail places high demands on the welding process in production. When manufacturing bogies,
it is not only cost-effectiveness and process reliability that are important, but above all precision and high weld seam quality.
EWM masters these challenges with welding machines that impress with their intuitive operation, digital interfaces and reliable performance in daily shift operation.
[casestudy_status] => Stadler Winterthur AG is the centre of excellence for bogies within the Stadler Rail Group. Its focus is on precision, cost-effectiveness and process reliability. The complex assemblies are manufactured in two shifts by over 120 welders using a high degree of automation. In addition to the required weld seam quality and reproducibility, the demands on digital welding data management are also growing. In order to ensure quality in the long term and standardise processes, Stadler decided to switch to EWM welding equipment and to use only machines from one manufacturer.
[casestudy_solution] => Since 2024, Stadler Winterthur AG has been relying on welding technology from EWM: over 80 welding machines are in use, including the Titan XQ 400 for MAG welding and the Tetrix XQ 300 for TIG welding. Both systems impress with their intuitive operation, ergonomic functional torches with integrated displays and robust performance in shift operation. The ewm Xnet digital welding management system centrally records, evaluates and documents all process data. This allows quality and efficiency to be monitored and continuously improved in real time.
[casestudy_effectiv] => The switch to EWM welding technology went smoothly and was quickly accepted by employees. The simple handling and clear menu navigation make it easier to train new welders and significantly reduce the error rate. Existing components could continue to be used, which further accelerated integration. Today, Stadler Winterthur AG benefits from more stable production, greater process reliability and a sustainable increase in manufacturing quality – a decisive step towards a future-proof welding process in rail vehicle construction.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["Stadler_Rail_CH_DE_201025_FIN_02.pdf","Stadler_Rail_CH_EN_201025_FIN_02.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["stadler_L211940_web.jpg","stadler_L211977_web.jpg","stadler_L211987_web.jpg","stadler_L212046_web.jpg","stadler_L212065_web.jpg"],"description":["Bild 1","Bild 2","Bild 3","Bild 4","Bild 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 37
[access] => 1
[language] => *
[params] =>
[created] => 2025-12-03 11:06:09
[created_by] => 590
[created_by_alias] =>
[modified] => 2026-01-06 05:58:23
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[1] => stdClass Object
(
[id] => 37
[catid] => 67
[name] => WAAM3D
[alias] => waam3d
[customer] => WAAM3D
[customer_logo] => images/referenzen/logos_luft/WAAM.png
[titelbild] => images/referenzen/sliderbilder/WAAM_Bild2.png
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_METALL","COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_WAAM"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Precise welding technology for additive manufacturing
[benefit_subtext] => Wire Arc Additive Manufacturing (WAAM) has experienced a significant upswing in recent years. This advanced technology allows complex metal structures to be manufactured efficiently and precisely. The British company WAAM3D, a pioneer in the field of WAAM technology, works with EWM welding equipment to produce high-quality metal components for various industries such as aerospace, energy and shipping.
[teaser] => Wire Arc Additive Manufacturing (WAAM) has experienced a significant upswing in recent years. This advanced technology allows complex metal structures to be manufactured efficiently and precisely. The British company WAAM3D, a pioneer in the field of WAAM technology, works with EWM welding equipment to produce high-quality metal components for various industries such as aerospace, energy and shipping.
[casestudy_status] => Wire additive manufacturing (WAAM) offers enormous opportunities, but also presents companies with special challenges. In order to reliably build complex metal structures, the welding systems used must operate with absolute precision and stability over many hours. For WAAM3D, it was therefore clear that a solution had to be found that would ensure uniform layer formation, high repeatability and consistent quality, even during long manufacturing processes.
[casestudy_solution] => The choice fell on plasma welding systems from EWM. With the Tetrix 352 and 552 models, WAAM3D can precisely control the process parameters and thus ensure controlled, reproducible material application. The high duty cycle and flexibility in the use of different materials make the devices the ideal solution for the special requirements of WAAM technology. In addition, the power sources can be easily integrated into WAAM3D's existing automation systems, enabling a consistently efficient and robust production process.
[casestudy_effectiv] => By using EWM welding technology, WAAM3D has been able to significantly increase process reliability and stability. Welding errors, especially with demanding materials such as titanium or Inconel, are reliably avoided. The company benefits from consistently high component quality and can guarantee its customers reliable and reproducible results. In addition to the technical advantages, WAAM3D also values its close cooperation with EWM: fast support, expert advice and the certainty of being well equipped for the future development of the technology.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["WAAM_T4_DE_040825_FIN.pdf","WAAM_T4_EN_230725_FIN.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["WAAM_Bild1.jpg","WAAM_Bild2.png","WAAM_PTA-Part_web.jpg","WAAM_T1_web.jpg","WAAM_T2_web.jpg"],"description":["WAAM3D_Bild1","WAAM3D_Bild2","WAAM3D_Bild3","WAAM3D_Bild4","WAAM3D_Bild4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 36
[access] => 1
[language] => *
[params] =>
[created] => 2025-10-06 09:50:46
[created_by] => 604
[created_by_alias] =>
[modified] => 2025-10-07 08:20:19
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 11
[hits] => 0
)
[2] => stdClass Object
(
[id] => 36
[catid] => 67
[name] => TANICS
[alias] => tanics
[customer] => TANICS™
[customer_logo] => images/referenzen/logos_sonst/Tanics_Blue_AW.png
[titelbild] => images/referenzen/sliderbilder/tanicsIMG_0313.jpg
[sectorId] => COM_EWMREFERENCE_NUR
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_FORCE_TIG"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => When radioactive materials need to be safely enclosed in containers,
every detail counts
[benefit_subtext] => especially the weld seam. With
TANICS™ R-TIG, a robot-assisted welding system for nuclear
applications, and the forceTig® high-performance TIG process
from EWM, a new solution has been developed speci_ cally for
this challenge: It automates the entire welding process, thereby
protecting personnel from radiation exposure and not only
o_ ers absolute process reliability, but also delivers reproducible
seam quality at the highest level.
[teaser] => When radioactive materials need to be safely enclosed in containers,
every detail counts - especially the weld seam. With
TANICS™ R-TIG, a robot-assisted welding system for nuclear
applications, and the forceTig® high-performance TIG process
from EWM, a new solution has been developed speci_ cally for
this challenge: It automates the entire welding process, thereby
protecting personnel from radiation exposure and not only
o_ ers absolute process reliability, but also delivers reproducible
seam quality at the highest level.
[casestudy_status] => Lifelong and absolutely secure sealing is a top priority when it comes to transporting and storing highly radioactive material in specially manufactured stainless steel containers. No one is allowed to be near the welding process when the containers with the nuclear material inside are being sealed. The protection of personnel and absolute process reliability are paramount, so reliable and automated welding solutions are essential. In collaboration with TANICS™, the joint venture between Amentum and Langfields Ltd., we have therefore developed TANICS™ R-TIG.
[casestudy_solution] => TANICS™ R-TIG is a robot-assisted welding system that, in combination with EWM's high-performance forceTig® TIG welding process, meets the highest standards of quality, safety and flexibility in accordance with PD5500 Category 1 and Sellafield Build Level specifications. Different container sizes and seam geometries can be reliably welded – directly on site, fully automated and remote-controlled. Cameras mounted directly on the robot and an integrated inspection system enable the weld seam to be viewed from different angles and ensure seamless quality control.
[casestudy_effectiv] => Reproducibility of seam quality, process reliability and personnel protection. The specifications at the start of the collaboration were clear. And it is precisely at the point where conventional TIG welding reaches its limits that the newly developed TANICS™ R-TIG solution comes into play. It is a practical response to the challenges faced by the nuclear industry and other sectors, meets the strict standards of European norms and is ASME-qualified. TANICS™ R-TIG provides optimum protection for personnel in hazardous environments and ensures the highest weld seam quality at all times.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000281-00000_Tanics_310725_DE.pdf","053-000281-00001_Tanics_310725_EN.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["tanics1.png","tanics2.png","tanics3.png","tanicsDSC_0825.jpg","tanicsDSC_7146.jpg","tanicsIMG_0313.jpg"],"description":["Tanics","Tanics2","Tanics2","Tanics4","Tanics5","Tanics6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 35
[access] => 1
[language] => *
[params] =>
[created] => 2025-08-19 09:50:01
[created_by] => 591
[created_by_alias] =>
[modified] => 2025-08-19 10:48:36
[modified_by] => 591
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 8
[hits] => 0
)
[3] => stdClass Object
(
[id] => 35
[catid] => 57
[name] => alwitra GmbH
[alias] => alwitra-gmbh
[customer] => alwitra GmbH
[customer_logo] => images/referenzen/logos_sonst/ALWITRA.jpg
[titelbild] => images/referenzen/sliderbilder/EWM-React-bei-Alwitra-Trier-022.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_REACT"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Efficient and automated welding with EWM React
[benefit_subtext] => Quality, efficiency and process optimisation. The demands in the manufacturing industry are constantly increasing and require the use of innovative welding technologies. For this reason, alwitra GmbH, a leading provider of system solutions for flat roofs, relies on EWM React. Almost all of the products used for the more than 175 million square metres of sealed roof surfaces per year have to be welded. It is often not only the functionality of the weld seams that counts, but also their appearance. With EWM React, alwitra secures a decisive competitive advantage.
[teaser] => Quality, efficiency and process optimisation. The demands in the manufacturing industry are constantly increasing and require the use of innovative welding technologies. For this reason, alwitra GmbH, a leading provider of system solutions for flat roofs, relies on EWM React. Almost all of the products used for the more than 175 million square metres of sealed roof surfaces per year have to be welded. It is often not only the functionality of the weld seams that counts, but also their appearance. With EWM React, alwitra secures a decisive competitive advantage.
[casestudy_status] => In the past, alwitra used a standard pulse MIG process to manufacture components. The level of automation in the company was rather low at around 30%, as special products made up the majority of production. However, there is great potential for optimisation, particularly in the production of standard components, as increasing automation can further improve quality and reduce costs. alwitra is constantly adapting its product range to current market requirements and is therefore all the more dependent on the use of innovative welding technology.
[casestudy_solution] => Process stability plays an important role for alwitra when using welding robots. This is where EWM React comes into play as an automation solution, as the welding process is the ideal combination of short arc and digital welding process control. Combined with a highly dynamic torch drive, the result is a precise and reliable automation process that delivers perfect welds. EWM React gives the user full control over the droplet transfer and, with the process variants Speed, Positionweld and superPulse, offers tailor-made solutions for even the most demanding welding tasks.
[casestudy_effectiv] => The objective of the cooperation between alwitra and EWM was clearly defined: Automated welding was to take productivity to a new level. This is exactly what has been achieved with EWM React, as the high deposition rates of the spray arc range have been combined with all the advantages of the short arc. Hardly any spatter, minimal distortion, enormous process stability and a reduction in heat input of up to 35% - these advantages speak for themselves. With alwitra, the result is a time saving of more than one minute per workpiece - both during welding and in post-processing.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000272-00000_alwitra.pdf","053-000272-00001_alwitra.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["EWM-React-bei-Alwitra-Trier-022.jpg","EWM-React-bei-Alwitra-Trier-023.jpg","EWM-React-bei-Alwitra-Trier-027.jpg","EWM-React-bei-Alwitra-Trier-032.jpg","EWM-React-bei-Alwitra-Trier-033.jpg","EWM-React-bei-Alwitra-Trier-039.jpg","EWM-React-bei-Alwitra-Trier-042.jpg"],"description":["Alwitra_1","Alwitra_2","Alwitra_3","Alwitra_4","Alwitra_5","Alwitra_6","Alwitra_7"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 34
[access] => 1
[language] => *
[params] =>
[created] => 2024-11-15 06:47:36
[created_by] => 590
[created_by_alias] =>
[modified] => 2024-11-15 07:30:28
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 7
[hits] => 0
)
[4] => stdClass Object
(
[id] => 34
[catid] => 57
[name] => Nordic Steel AS
[alias] => nordic-steel-as
[customer] => Nordic Steel AS
[customer_logo] => images/referenzen/logos_sonst/LogoNordicSteel_WithSlogan_231x31.png
[titelbild] => images/referenzen/sliderbilder/NordicSteel4.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MIG_MAG","COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => EWM enhances environmental commitment at Nordic Steel
[benefit_subtext] => Nordic Steel AS is a leading company in the steel industry and a comprehensive provider of mechanical production solutions. The company has firmly positioned itself as a driving force not only in Norway, but also on a global level. The extensive reference list includes major players from a wide range of industries, such as renewable energy, oil and gas, aquaculture, maritime, HVAC, transport, infrastructure, construction, piping, defence, aerospace, and various other sectors. Nordic Steel has strong and long-lasting partnerships in all these sectors, making it a full-service provider.
[teaser] => Nordic Steel AS is a leading company in the steel industry and a comprehensive provider of mechanical production solutions. The company has firmly positioned itself as a driving force not only in Norway, but also on a global level. The extensive reference list includes major players from a wide range of industries, such as renewable energy, oil and gas, aquaculture, maritime, HVAC, transport, infrastructure, construction, piping, defence, aerospace, and various other sectors. Nordic Steel has strong and long-lasting partnerships in all these sectors, making it a full-service provider.
[casestudy_status] => Nordic Steel AS has been using welding machines from EWM for many years. However, before the strategic partnership between them began, the Norwegian company had problems with various other welding machines. These occurred particularly when welding aluminium, which led to rapid downtimes throughout the welding operation. After analysing the situation in detail, Nordic Steel AS decided to work with EWM in 2010. Since then, the efficiency and quality of the entire welding operation has increased significantly.
[casestudy_solution] => Every welding task is different for the Norwegian full-service provider from the steel industry and with the welding machines from EWM, Nordic Steel is ideally prepared for a wide range of conditions. There are now 26 welding machines at the Bryne site, which are very well suited for aluminium welding thanks to the built-in position welding function and effectively reduce downtimes. In addition, the experience of the company's welders confirms that the machines are user-friendly, produce perfect weld seams and have a robust design.
[casestudy_effectiv] => A central component of Nordic Steel's corporate philosophy is its outstanding commitment to the environment. High standards for top performance and sustainability apply throughout the entire welding operation and are maintained using EWM welding equipment. This is ensured, among other things, by the resource-saving inverter technology and the energy-efficient welding processes. Nordic Steel has been recognised as the most environmentally friendly steelworks in Norway, and its status as an industry pioneer with a strong environmental focus was recognised in 2021 with the "Miljøfyrtårn" (Environmental Lighthouse) award.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000246_00000_Praxisreport_NordicSteel_DE.pdf","053-000246_00001_Praxisreport_NordicSteel_EN.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["NordicSteel4.jpg","NordicSteelDSC_3067.jpg","NordicSteelDSC_3109.jpg","NordicSteelDSC_3118.jpg","NordicSteelSvein.jpg","NordicSteelwelder-on-stairs.jpg","NordicSteelwelder-table.jpg","NordicSteelworkbench.jpg"],"description":["Bild 1","Bild 2","Bild 3","Bild 4","Bild 5","Bild 6","Bild 7","Bild 8"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 33
[access] => 1
[language] => *
[params] =>
[created] => 2024-07-17 11:55:42
[created_by] => 590
[created_by_alias] =>
[modified] => 2024-07-17 11:57:34
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 3
[hits] => 0
)
[5] => stdClass Object
(
[id] => 33
[catid] => 57
[name] => Bilfinger SE
[alias] => bilfinger-se
[customer] => Bilfinger SE
[customer_logo] => images/referenzen/logos_sonst/bilfinger-logo.png
[titelbild] => images/referenzen/sliderbilder/Bilfinger_Noell_superconducting-magnets-bn_190731_11865.jpg
[sectorId] => COM_EWMREFERENCE_NUR
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_MIG_MAG"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Documentation down to seam level
[benefit_subtext] => Traceability and documentation are typical buzzwords, especially when it comes to certified components. Who welded which seam with which parameters and when? All this data is necessary to comply with the obligatory documentation requirements – an obligation that is often perceived as too time-consuming. ewm Xnet provides a remedy and supports welding coordinators and welders in their daily work – as well as doing so much more.
[teaser] => As a nuclear and magnet technology specialist, Bilfinger Noell is certified in accordance with DIN EN 10190 in the highest execution class EXC 4 – with special obligatory documentation.
[casestudy_status] => This documentation often involves huge sheets of paper with extensive tables that are shuffled back and forth between the welding coordination personnel's office and production at the welding site. Welders transfer the welding parameters and the coordinator countersigns them. But it’s so easy to make a writing error when transferring the welding parameters to the paper table. And is it really stored in such a way that it can be retrieved at any time? After all, the worst-case scenario for any welding coordination personnel is when something happens but the relevant documents are not available.
[casestudy_solution] => ewm Xnet brings together everything you need for the documentation. It starts with the relevant WPS. In addition to the parameters, the welding sequence can also be defined. When it comes to welding, the welder logs on via Xnet. This also fulfils the documentation requirements. The barcode assigned to each weld seam is used to set the correct parameters on the machine straight away. This ensures quality that can be proven. All data can be found at any time and can also be analysed afterwards – completely tamper-free.
[casestudy_effectiv] => The introduction of ewm Xnet changes everything in the daily work of a welding coordinator – but at the same time doesn’t really change anything at all. After all, ewm Xnet does not change the work itself. It simply makes work simpler, safer and more efficient. Secure and fast access to all data and the associated documents is a great help, especially during audits and in the event of a warranty claim. The additional recording of consumption data also gives users an idea of actual capacity and costs of the respective projects. The bottom line: weak points can be uncovered quickly and potential utilised.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["052-000232-00000_Praxisreport_Bilfinger_Noll_GmbH.pdf","052-000232-00001_Praxisreport_Bilfinger_Noll_GmbH.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["Bilfinger_Noell_Hot-Cell_KB18274.jpg","Bilfinger_Noell_Schleusen-bn_1803012261.jpg","Bilfinger_Noell_Sge-Rckbau_NPP_ret_DSC8492.jpg","Bilfinger_Noell_superconducting-magnets-bn_190731_11865.jpg","Bilfinger_ANSTO_KKF8004_b_fin_lr.jpg","Bilfinger_Bilder.jpg","Bilfinger_Bilder2.jpg","Bilfinger_Bilder4.jpg","Bilfinger_Bilder6.jpg","Bilfinger_Bilder9.jpg"],"description":["Bilfinger_1","Bilfinger_2","Bilfinger_3","Bilfinger_4","Bilfinger_5","Bilfinger_6","Bilfinger_7","Bilfinger_8","Bilfinger_9","Bilfinger_10"]}
[links] => {"doc_name":["YouTube"],"doc_link":["https://www.youtube.com/watch?v=5ir_qQvN95A"],"description":["Als Nuklear- und Magnettechnik-Spezialist ist Bilfinger Noell nach DIN EN 10190 in der höchsten Ausführungsklasse EXC 4 zertifiziert – mit besonderen Anforderungen an die Dokumentationspflicht."]}
[article_id] => 0
[ordering] => 32
[access] => 1
[language] => *
[params] =>
[created] => 2024-04-04 11:08:58
[created_by] => 590
[created_by_alias] =>
[modified] => 2024-04-04 11:19:24
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 3
[hits] => 0
)
[6] => stdClass Object
(
[id] => 32
[catid] => 57
[name] => SBS Kft Hungary
[alias] => sbs-kft-ungarn
[customer] => SBS Kft
[customer_logo] => images/referenzen/logos_sonst/sbs_logo_rgb.png
[titelbild] => images/referenzen/SBS_3.jpg
[sectorId] => COM_EWMREFERENCE_LOHNFERTIGER
[materialId] => ["COM_EWMREFERENCE_VERSCHIEDENES"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC","COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => A brief look at contract manufacturer SBS Kft Hungary.
[benefit_subtext] => Higher welding quality with a significant reduction in the time required for both welding itself
and finishing work – this sums up contract manufacturer SBS Kft., based in Erdőtelek, Hungary
around 130 km east of Budapest. Thanks to a
greater arc penetration depth, the new forceArc
welding process results in significant time savings alongside an increase in welding quality.
Another benefit is that EWM welding machines
require far fewer spare and wear parts despite a
higher duty cycle. All these effects lead to an increase in productivity.
[teaser] => Higher welding quality with a significant reduction in the time required for both welding itself
and finishing work – this sums up contract manufacturer SBS Kft., based in Erdőtelek, Hungary
around 130 km east of Budapest. Thanks to a
greater arc penetration depth, the new forceArc
welding process results in significant time savings alongside an increase in welding quality.
Another benefit is that EWM welding machines
require far fewer spare and wear parts despite a
higher duty cycle. All these effects lead to an increase in productivity.
[casestudy_status] => Increasing quality requirements and greater cost
pressure are the challenges faced by most contract
manufacturing companies. In the case of welding,
this is synonymous with high welding quality produced in less time. Only through this combination
can a true productivity advantage be achieved.
The spectrum begins with selection of the welding
procedure and can also include design measures.
This was precisely the challenge faced by SBS Kft.
[casestudy_solution] => If a weld seam can be welded from just one side
instead of both, it saves a lot of time – both in
terms of handling and the welding process itself.
This substantial change to the workflow is possible thanks to the innovative forceArc welding
process from EWM. ForceArc is a heat-minimised
pulsed arc with both great penetration depth and
outstanding gap bridging. This makes it possible
to weld the carbon steels being used in a reliable
way with nearly no spatter, yet with the same outstanding welding quality and considerably less finishing work
[casestudy_effectiv] => SBS Kft. were so impressed by the quality and long
duty cycle of the Taurus welding machines from
EWM that they procured 20 welding machines in
a single order and equipped their welding shop
with them. In addition to improving quality, the
company are able to reduce costs thanks to both
a significant reduction in finishing work and a considerable decrease in the number of consumables
used – all the parts used last much longer than
they used to (wear parts in particular).
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000215-00000_SBS_Ungarn.pdf","053-000215-00001_SBS_Ungarn.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["SBS_2.jpg","SBS_3.jpg","SBS_4.jpg"],"description":["SBS_2","SBS_3","SBS_4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 31
[access] => 1
[language] => *
[params] =>
[created] => 2023-09-21 06:02:05
[created_by] => 590
[created_by_alias] =>
[modified] => 2023-10-24 05:58:14
[modified_by] => 595
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 6
[hits] => 0
)
[7] => stdClass Object
(
[id] => 31
[catid] => 67
[name] => Dražice
[alias] => drazice
[customer] => Dražice
[customer_logo] => images/referenzen/logos_sonst/Logo_drazice.jpg
[titelbild] => images/referenzen/drazice_1_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => [""]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Hot water storage tanks and water heaters (boilers)
[benefit_subtext] => Dražice started with the idea of manufacturing the most economical and least failure-prone water heater ever – in short: the best boiler. This became the company’s philosophy. Despite achieving its targets every year, the company continues to optimise its products. This continuous improvement of the quality of their water heaters (boilers), buffer tanks and heating elements has been recognised with various awards, such as the AOVT 2021 Award and the Czech Business Superbrands 2022.
[teaser] => Dražice is the Czech Republic’s leading manufacturer of hot water storage tanks and water heaters.
[casestudy_status] => The Dražice portfolio includes over 380 types or modifications of hot water storage tanks and water heaters as well as various types of buffer tank. The basic structure of the tanks is always similar: A sheet is shaped into a pipe and the seam is welded. A base and lid are then added and also radially welded. It is important to have high-quality seams which will withstand the pressure in the heat accumulators later on.
[casestudy_solution] => The base material for the heat accumulator is structural steel with a yield strength of 230 MPa; the diameters of the pipes range between 500 and 850 mm; the material thickness is between 2 and 3 mm. Each component requires individualised weld seams. With the wide range of welding machines and innovative welding processes, EWM machines always deliver optimal results. What’s more, the control of the welding machines can be easily integrated into Dražice’s plant controls, allowing automated or semi-automated production of the base bodies.
[casestudy_effectiv] => Depending on the application, the Titan XQ 400 puls DW or the Picomig 355 puls is used for automated welding, as they provide the right welding parameters for any material, even aluminium. In manual welding, the Phoenix 405 Progress puls stands out with its wide range of applications, from MIG/MAG to electrode all the way to TIG welding. The drive 4X wire feeder feeds the filler metal safely to the weld spot. This results in almost spatter-free seams, high weld seam quality and minimal post weld work, because for Dražice, reliable weld seams mean high productivity and thus strong performance.
[documents] => {"doc_name":[" PraxisReport_DE"," PraxisReport_EN"],"doc_link":["053-000203-00000_Druzstevni_zavody_Drazice.pdf","053-000203-00001_Druzstevni_zavody_Drazice.pdf"],"description":[" PraxisReport_DE"," PraxisReport_EN"]}
[imageslider] => {"image_link":["drazice_1_web.jpg","drazice_2_web.jpg","drazice_3_web.jpg","drazice_4_web.jpg"],"description":["Drazice_1","Drazice_2","Drazice_3","Drazice_4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 30
[access] => 1
[language] => *
[params] =>
[created] => 2022-11-10 10:50:58
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-11-15 14:40:12
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 2
[hits] => 0
)
[8] => stdClass Object
(
[id] => 30
[catid] => 67
[name] => BRS Motorsport
[alias] => brs-motorsport
[customer] => BRS Motorsport
[customer_logo] => images/referenzen/logos_sonst/logo_motorsport.png
[titelbild] => images/referenzen/motorsport_titel_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => [""]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Formula Student: students build racing car
[benefit_subtext] => Formula Student is an international engineering competition for students. To take part in the competition, each team designs, constructs and manufactures a small formula racing car and also participates in international competitions with it. This gives students a chance to build on their theoretical knowledge from their studies with practical experience in construction and production as well as learn about the economical aspects of the industry.
[teaser] => Every year, BRS Motorsport e. V. develops and manufactures a spectacular electric racing car ...
[casestudy_status] => BRS Motorsport e. V. is a coalition of students that take part in the international Formula Student competition every year. From design and construction all the way to production – the team completed yet another spectacular electric racing car this year. Students are supported by a wide range of industry partners from across all different sectors in their quest to produce innovative vehicles.
[casestudy_solution] => The chassis is a full carbon monocoque constructed using no steel or aluminium welded constructions. To protect the driver’s body and legs in the event the car rolls over or is involved in an accident, the car has a “large” roll bar (main hoop) and a “small” roll bar (front hoop). These are welded constructions made from steel pipes and aluminium square pipes. The aluminium in particular poses a challenge when it comes to the welding procedure and can only be welded safely using high-quality welding machines and suitable welding processes.
[casestudy_effectiv] => Following a training session by EWM application engineers, the students used both the Picomig 305 and Tetrix 230 AC/DC welding machines to weld the individual components on their own. This also included the battery container, a welded construction made from aluminium sheet. Various victories in the electric vehicle class are testament to the club’s high-quality and innovative work.
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000202-00000_BRS_Motorsport_v3.pdf","053-000202-00001_BRS_Motorsport_v3.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["motorsport_titel_web.jpg","motorsport_web.jpg","motorsport_2_web.jpg","motorsport_3_web.jpg"],"description":["Motorsport_Titel","Motorsport_1","Motorsport_2","Motorsport_3"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 29
[access] => 1
[language] => *
[params] =>
[created] => 2022-11-10 10:28:51
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-11-10 10:32:12
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 2
[hits] => 0
)
[9] => stdClass Object
(
[id] => 29
[catid] => 57
[name] => Finsterle GmbH
[alias] => finsterle-gmbh
[customer] => Finsterle GmbH
[customer_logo] => images/referenzen/logos_sonst/Logo_Finsterle.png
[titelbild] => images/referenzen/finsterle_L1530728.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_STAHL","COM_EWMREFERENCE_MAT_SONSTIGE"]
[processId] => ["COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Overcoming the challenges of automated welding with fine-grained steels
[benefit_subtext] => Welding without crack formation. Welders need to be able to weld without cracks forming when joining (weight-bearing) steel components made from fine-grained steels. Preheating the corresponding component reduces thermal stress. Finsterle GmbH’s task for EWM was to automate this step. Developers at our Sales and Technology Centre in Neu-Ulm quickly came up with the basic framework: the system is designed using two separate robot welding cells, each with a positioner, and an integrated preheating unit.
[teaser] => Welding without crack formation. Welders need to be able to weld without cracks forming when joining (weight-bearing) steel components made from fine-grained steels. Preheating the corresponding component reduces thermal stress. Finsterle GmbH’s task for EWM was to automate this step. Developers at our Sales and Technology Centre in Neu-Ulm quickly came up with the basic framework: the system is designed using two separate robot welding cells, each with a positioner, and an integrated preheating unit.
[casestudy_status] => As a toll manufacturer, flexibility is absolutely crucial for Finsterle GmbH. Ultimately, nobody can predict what orders customers will approach the metal construction company with – neither in terms of the application nor in terms of the components. A robot system with two welding cells, each with a positioner, is the perfect base concept. Clamped components are accessible from both sides and the robot can easily reach them. However, previous systems have been purely robot welding solutions without any consideration for a preheating unit.
[casestudy_solution] => The robot arm is equipped with a pneumatically operated tool changer and can be used to hold all kinds of tools. The oxyacetylene torch and the welding torch are located on different sides of the welding booth to avoid any hoses getting in the way during operation. First, the gripper takes hold of the oxyacetylene torch. This is ignited at an external ignition station. Once the base temperature of the component has been sufficiently increased, the oxyacetylene torch is placed in the parking position. The gripper then grabs the welding torch to start welding the steel components.
[casestudy_effectiv] => The automated system for Finsterle GmbH is the first solution of its kind. An automated welding process has previously never been designed for this material due to the required preheating for fine-grained steels. This development is particularly interesting for components with large batch sizes. But Finsterle’s automated solution isn’t just a win from a production standpoint. In times of skilled worker shortages, the new robotic welding system also means the company is now better equipped to face the future challenges of the labour market.
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000198-00000_PraxisReport_Finsterle.pdf","053-000198-00001_PraxisReport_Finsterle.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["finsterle_L1530728.jpg","finsterle_A1260906.jpg","finsterle_A1260941.jpg","finsterle_A1260956.jpg","finsterle_L1530688.jpg","finsterle_L1530756.jpg","finsterle_L1530774.jpg"],"description":["Finsterle_01","Finsterle_02","Finsterle_03","Finsterle_04","Finsterle_05","Finsterle_06","Finsterle_07"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 28
[access] => 1
[language] => *
[params] =>
[created] => 2022-09-06 10:48:17
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-09-06 10:48:17
[modified_by] => 0
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 1
[hits] => 0
)
[10] => stdClass Object
(
[id] => 28
[catid] => 70
[name] => Vogelsang GmbH & Co. KG
[alias] => vogelsang-gmbh-co-kg
[customer] => Vogelsang GmbH & Co. KG
[customer_logo] => images/referenzen/logos_sonst/logo-vogelsang.png
[titelbild] => images/referenzen/Auswahl_DSC_0916_TN_RET_web.jpg
[sectorId] => COM_EWMREFERENCE_ANLAGEBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => The user-friendly way to process all kinds of material thicknesses
[benefit_subtext] => The user-friendly way to process all kinds of material thicknesses
With ten new MIG/MAG XQ welding machines, the company was able to quickly establish welding sites in line with the state of the art.
The result: significantly reduced rework and even more efficient welding processes in the company.
[teaser] => The user-friendly way to process all kinds of material thicknesses
With ten new MIG/MAG XQ welding machines, the company was able to quickly establish welding sites in line with the state of the art.
The result: significantly reduced rework and even more efficient welding processes in the company.
[casestudy_status] => With its machines, the Essen-Oldenburg-based company focuses on the waste management, abattoir, fishing and agricultural sectors. Almost all of its products involve welding work on a wide range of materials, including unalloyed and low-alloy construction steels or chrome-nickel steels with various material thicknesses. This diverse spectrum of work is bolstered by Vogelsang’s high degree of vertical integration. With such a wide range of materials and material thicknesses, the company has high demands for ist welding machines.
[casestudy_solution] => In 2021, the company quickly settled on EWM’s new XQ series. Vogelsang was immediately blown away by what was possible with the new power sources, noting in particular how user-friendly the machines were. The saved JOBs for different materials and material thicknesses were a particular highlight for the company, offering potential to significantly simplify work sequences. These allow the welder to load optimised, pre-programmed machine settings for every task.
[casestudy_effectiv] => The new XQ machines and their processes allow the company to work with extremely low spatter. They also significantly reduce the amount of post-weld work required. In just a few weeks, the positive effects of the XQ welding machines on energy and material consumption will also be clear to see. The machine users were also impressed: they wanted to replace all welding machines with the MIG/MAG XQ series as soon as the first machines were commissioned.
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000187-00000_2022_06_Praxisreport_Vogelsang_V2.pdf","053-000187-00001_2022_06_Praxisreport_Vogelsang_V2.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["Auswahl_DSC_0882_TN_RET_web.jpg","Auswahl_DSC_0885_TN_todoRetusche.JPG","Auswahl_DSC_0898_TN_todoRetusche.JPG","Auswahl_DSC_0907_TN_RET_web.jpg","Auswahl_DSC_0916_TN_RET_web.jpg"],"description":["Vogelsang_Bild 1","Vogelsang_Bild 2","Vogelsang_Bild 3","Vogelsang_Bild 4","Vogelsang_Bild 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 27
[access] => 1
[language] => *
[params] =>
[created] => 2022-07-15 07:46:58
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-07-15 07:46:58
[modified_by] => 0
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 1
[hits] => 0
)
[11] => stdClass Object
(
[id] => 27
[catid] => 57
[name] => MST Parts Group
[alias] => mst-parts-group
[customer] => MST Parts Group
[customer_logo] => images/referenzen/logos_sonst/MST_logo.jpg
[titelbild] => images/referenzen/MST.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_STAHL","COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE"]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => MST/Hi-Spec Manufacturing manufactures the largest dredger buckets...
[benefit_subtext] => The dredger buckets of earthmoving and mining machines have one job: to pick up and move large quantities of heavy rock and stone. It almost goes without saying that the materials used on these machines need to be incredibly wear-resistant and repairs are just part and parcel of the work involved. That’s where the UK-based MST Parts Group comes in as one of the international market leaders in the manufacturing of the world’s largest dredger buckets and their related repairs.
[teaser] => The dredger buckets of earthmoving and mining machines have one job: to pick up and move large quantities of heavy rock and stone. It almost goes without saying that the materials used on these machines need to be incredibly wear-resistant and repairs are just part and parcel of the work involved. That’s where the UK-based MST Parts Group comes in as one of the international market leaders in the manufacturing of the world’s largest dredger buckets and their related repairs.
[casestudy_status] => One cubic metre of natural rock weighs around two tonnes – an MST bucket can carry up to five cubic metres without even breaking a sweat. Of course, this can be particularly demanding on the dredger and its power, as well as the bucket itself. The use of wear-resistant steels as a material choice and for the welding consumables is common...
[casestudy_solution] => From welding machines and a wide variety of welding consumables to bespoke welding torches – EWM’s extensive range makes it the perfect partner for MST Parts Group. To ensure successful repairs, material quality is fundamental when it comes to processing wear-resistant steels such as S355, Weldox and all Hardox materials...
[casestudy_effectiv] => It’s not just MST’s customers who are thrilled with the welding results. The EWM products’ reliability was quickly noticed by MST, too. Thanks to their robust design, EWM products mean no more repair invoices for welding machines...
[documents] => {"doc_name":["...aus der Praxis DE","...Inpractice EN"],"doc_link":["053-000185-00000_Kurzreferenz_MST.pdf","053-000185-00001_Kurzreferenz_MST.pdf"],"description":["...aus der Praxis DE","...Inpractice EN"]}
[imageslider] => {"image_link":["MST.jpg","MST_2.jpg","MST_3.jpg"],"description":["Groß. Schwer. Robust.","Nick Fagandini, Direktor für Schaufeln (links), Lewis Barnes, Funktion (Mitte) und\nAlan Barnes, Betriebsleiter (rechts) in dem größten jemals im Vereinigten Königreich\ngebauten Hochlöffel PC8000.","Die Siebschaufel hat ein Volumen von 25 m³ und wird für die Gewinnung von Gestein\nam Meeresboden verwendet, wobei der Schlick zurückbleibt."]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 26
[access] => 1
[language] => *
[params] =>
[created] => 2022-05-11 05:03:22
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-05-11 05:31:51
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[12] => stdClass Object
(
[id] => 26
[catid] => 57
[name] => IGEFA WEINBRENNER Energy Solutions GmbH
[alias] => igefa-weinbrenner-energy-solutions-gmbh
[customer] => IGEFA WEINBRENNER Energy Solutions GmbH
[customer_logo] => images/referenzen/logos_lebens/igefa-logo.png
[titelbild] => images/referenzen/IGEFA.jpg
[sectorId] => COM_EWMREFERENCE_LEBENSMITTEL
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_COLD_ARC","COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Skilled worker shortages, full order books and high quality standards
[benefit_subtext] => Heat exchangers made by Hof-based company, IGEFA WEINBRENNER Energy Solutions GmbH in the Westerwald region of Germany, are used across many different sectors, from the food, brewing and beverage industry and energy/chemical sector, all the way to the pulp and paper industry. And, just like the production and industrial systems used in these sectors, the heat exchangers used also have to be tailored to the needs of the industry. When it comes to constructing and designing these systems, the use of special materials is just as important as continuous data collection for the purposes of quality assurance.
[teaser] => Heat exchangers made by Hof-based company, IGEFA WEINBRENNER Energy Solutions GmbH in the Westerwald region of Germany, are used across many different sectors, from the food, brewing and beverage industry and energy/chemical sector, all the way to the pulp and paper industry. And, just like the production and industrial systems used in these sectors, the heat exchangers used also have to be tailored to the needs of the industry. When it comes to constructing and designing these systems, the use of special materials is just as important as continuous data collection for the purposes of quality assurance.
[casestudy_status] => Many sectors and companies are currently faced with a challenging combination of skilled worker shortages, full order books and high quality standards to maintain, making efficient and safe processes that ensure optimum use of the given resources all the more important...
[casestudy_solution] => IGEFA WEINBRENNER Energy Solutions GmbH successfully implemented a line of EWM welding machines in the area of TIG welding. As part of the planned switchover within welding production, it also made sense to take a closer look at EWM machines for MAG welding, too...
[casestudy_effectiv] => Choosing the right welding procedure can significantly decrease the amount of post weld work needed and subsequently increase productivity. The increased weld seam quality in the root pass and the reduction in overall welding times both play a part here. That means a more efficient component production...
[documents] => {"doc_name":["...aus der Praxis DE","...Inpractice EN"],"doc_link":["053-000186-00000_Kurzreferenz_IGEFA.pdf","053-000186-00001_Kurzreferenz_IGEFA.pdf"],"description":["...aus der Praxis DE","...Inpractice EN"]}
[imageslider] => {"image_link":["IGEFA.jpg"],"description":["Bild 1"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 25
[access] => 1
[language] => *
[params] =>
[created] => 2022-05-11 04:48:34
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-05-11 05:32:48
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[13] => stdClass Object
(
[id] => 25
[catid] => 58
[name] => Hüffermann Transportsysteme GmbH
[alias] => hueffermann-transportsysteme-gmbh
[customer] => Hüffermann Transportsysteme GmbH
[customer_logo] => images/referenzen/hueffermann/logo_hueffermann.png
[titelbild] => images/referenzen/A1410075-Montage-retusche.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MAG_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => 300 weld seams in 90 minutes
[benefit_subtext] => It was primarily a shortage of skilled workers that motivated Hüffermann Transportsysteme GmbH to break new ground in chassis production. The lorry trailer manufacturer based in Neustadt (Dosse) in the Brandenburg region of Germany now manufactures 16 skeletal and container trailers using the EWM-Euen system every week, almost doubling its production while reducing manpower.
[teaser] => It was primarily a shortage of skilled workers that motivated Hüffermann Transportsysteme GmbH to break new ground in chassis production. The lorry trailer manufacturer based in Neustadt (Dosse) in the Brandenburg region of Germany now manufactures 16 skeletal and container trailers using the EWM-Euen system every week, almost doubling its production while reducing manpower.
[casestudy_status] => The clamping for manual welding of the 7-metre-long components was rather basic. Precise alignment of the longitudinal beams and other components is, however, fundamental for high-quality lorry trailers. That’s why the clamping was planned in such a way as to ensure that the components remained aligned and in position. The integrated longitudinal axis of rotation also improves accessibility, allowing almost all seams to be welded in the flat position. However, a question was raised during the planning of the clamping device: “Why not automate the welding process too?”
[casestudy_solution] => The automation system had to be planned with consideration of circumstances such as the hall structure, clamping device and space conditions. The gantry system with a welding robot on the gantry consists of two separate working areas. The shared sliding door closes one section at a time and the robot can weld while the open side is being loaded. The welding machine, a Phoenix puls, is situated near the partition. The drive 4X wire feeder is situated directly above the drums with the welding consumable and conveys the wire via the cable drag chain (which also carries electricity and gas) to the robot. forceArc puls is the only welding process used. The arc is powerful and deeply penetrates the material. At the same time, the heat input is reduced by the pulsing.
[casestudy_effectiv] => The plant produces 16 skeletal trailers every week with four welders. The welders are mainly charged with loading and tack welding the individual components and assemblies. The actual welding is done by the robots. This has resulted not only in faster welding but also increased quality. Continuous monitoring of the welding parameters in automated welding ensures high-quality weld seams at all times. As the process also produces very little spatter, the post weld work is reduced by 30 per cent and productivity is increased.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000182-00000_Hueffermann_Automatisierung.pdf","053-000182-00001_Hueffermann_Automatisierung.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["A1410075-Montage-retusche.jpg","A1410052-montage.jpg","A1410102.jpg","A1410117.jpg","L1360019-retusche-test.jpg"],"description":["Bild_Hueffermann_1","Bild_Hueffermann_2","Bild_Hueffermann_3","Bild_Hueffermann_4","Bild_Hueffermann_5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 24
[access] => 1
[language] => *
[params] =>
[created] => 2022-03-17 11:56:08
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-03-17 11:58:06
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 3
[hits] => 0
)
[14] => stdClass Object
(
[id] => 24
[catid] => 57
[name] => Schroeder Valves GmbH & Co. KG
[alias] => schroeder-valves-gmbh-co-kg
[customer] => Schroeder Valves GmbH & Co. KG
[customer_logo] => images/featured/logo_schroeder-valves.png
[titelbild] => images/referenzen/Weichpanzerung_Ventilkoerper-Automatisierung_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_SCHWARZ_EDEL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer.
[benefit_subtext] => Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer. All of the components did have one thing in common, though: they were all rotationally symmetrical...
[teaser] => Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer. All of the leading specialist’s components did have one thing in common, though: they were all rotationally symmetrical. This was the starting point for welding machine manufacturer EWM in their mission to develop a custom automation solution tailored to this multifaceted challenge – for parts ranging from just a few hundred grams to up to two and a half tonnes.
[casestudy_status] => Schroeder Valves’ pump protection valves are used particularly for transporting critical media: in refineries, in the chemical industry, in processing and in (nuclear) powerplants. Components used in these areas have to be extremely reliable and last for years. Sealing surfaces of components made from cheap construction steel are therefore reinforced with high-quality stainless steel. Due to both the shortage of good welders and growing quality assurance requirements, however, automation of this step was crucial.
[casestudy_solution] => The solution to this challenge soon became clear to EWM automation experts: a robot system was needed. Having to deal with so many different component sizes was a cause for concern. Small parts require higher dynamics than large components. This quickly gave rise to the idea of three processing stations: one large L-positioner with tilting function for the large valve bodies, one small turning/tilting positioner on a system bench for the small valve bodies, and a third station with a system bench without positioners for any other components.
[casestudy_effectiv] => As the parts were rotationally symmetrical, it was easy to teach the components; teaching is always based on the same programs. Users simply have to set the radius, number of passes and the geometric dimensions of the soft armouring and the robot control will take care of the rest. Some components have an interior diameter of just 32 mm, making them extremely difficult to access. This required a special welding torch construction with a particularly small torch head and large torch neck. The fact that EWM produces its own welding torches in-house was a major plus here.
[documents] => {"doc_name":["PraxisReport DE"," CustomerStory EN","Pressemitteilug DE","Press Release EN"],"doc_link":["2021_053-000168-00000_Praxisreport_Heinrich_Schroeder_Valves_DE.pdf","2021_053-000168-00001_Praxisreport_Heinrich_Schroeder_Valves_EN.pdf","DE_EWM_REF_SchroederValves_PM.pdf","EN_EWM_REF_SchroederValves_PM.pdf"],"description":["PraxisReport DE"," CustomerStory EN","Pressemitteilug DE","Press Release EN"]}
[imageslider] => {"image_link":["Bauteile_Bauteilgrößen_web.jpg","Roboteranlage_web.jpg","Schweißbrennerkonstruktion_web.jpg","Teachprozess_Automatisierung_web.jpg","Weichpanzerung_Ventilkoerper-Automatisierung_web.jpg","EWM_EUEN-Schroeder_Valves_web.jpg"],"description":["Abb1_SchroederValves","Abb2_SchroederValves","Abb3_SchroederValves","Abb4_SchroederValves","Abb5_SchroederValves","Abb6_SchroederValves"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 23
[access] => 1
[language] => *
[params] =>
[created] => 2021-12-02 12:13:15
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:28:50
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[15] => stdClass Object
(
[id] => 23
[catid] => 57
[name] => Heinrich Döpke GmbH
[alias] => heinrich-doepke-gmbh
[customer] => Heinrich Döpke GmbH
[customer_logo] => images/featured/doepke-logo.png
[titelbild] => images/referenzen/EWM_Abb4_Doepke-Rohrschweissen_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_SCHWARZ_EDEL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines...
[benefit_subtext] => Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines – every year. But for Heinrich Döpke GmbH, replacing their old welding machines was especially attractive because of the government subsidy of 18,000 euros.
[teaser] => Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines – every year. But for Heinrich Döpke GmbH, replacing their old welding machines was especially attractive because of the government subsidy of 18,000 euros. Under the new EU Ecodesign Directive, the German government subsidises every tonne of CO2 saved with up to 900 euros. According to this directive, all step switch controlled welding machines are to be taken off the market by 2023 because of their high power consumption and be replaced by more energy-efficient inverter welding machines.
[casestudy_status] => The components that are welded by hand every day at Heinrich Döpke GmbH are more than 20 metres long and several metres wide. Plate thicknesses between 5 and 80 mm require a lot of weld seams. Their step switch controlled welding machines were in use constantly. The company was very sceptical about inverter welding machines, as they’d had a lot of bad experiences with them. And because of that, EWM’s field representative received a rather restrained reception when visiting the new potential customer.
[casestudy_solution] => Nevertheless, the Döpke representatives were already impressed with the EWM welding machines’ inverter technology whilst the products were being demonstrated to them on their own components and in their own production hall. In addition to the machines’ technical performance, they were impressed with the warranty period of up to five years without any limit on operating hours. Then, when a large project was pending and several welding machines failed at the same time, they had to make a decision: repair or invest. Ultimately, the BAFA (Federal Office for Economic Affairs and Export Control) subsidy suggested by the EWM field representative, and its approval after only three weeks, were the crucial arguments for converting the entire production to EWM machines.
[casestudy_effectiv] => The German government rewards every tonne of CO2 saved with up to 900 euros. For savings of nearly two tonnes of CO2 per welding machine per year and a total of 13 new Titan XQ 350 puls and Phoenix welding machines, Heinrich Döpke GmbH was awarded a subsidy in the amount of 18,000 euros. Now, the company not only owns energy-saving inverter welding machines, but it can save lots of other costs as well; gas consumption, wear on gas nozzles and working time are also significantly reduced. So, the investment pays off in every regard: for the company and for the environment.
[documents] => {"doc_name":["PraxisReport DE"," CustomerStory EN","Pressemitteilung DE","Press Release EN"],"doc_link":["2021_053-000169-00000_Praxisreport_Heinrich_Döpke_GmbH_DE.pdf","2021_053-000169-00001_Praxisreport_Heinrich_Döpke_GmbH_EN.pdf","2021_DE_REF_Heinrich-Doepke_PM.pdf","2021_EN_REF_Heinrich-Doepke_PM.pdf"],"description":["PraxisReport DE"," CustomerStory EN","Pressemitteilung DE","Press Release EN"]}
[imageslider] => {"image_link":["EWM_Abb1_Schweisser_Doepke_web.jpg","EWM_Abb2_Doepke-Ansprechpartner_Montage_web.jpg","EWM_Abb3_Doepke_Saugbagger_web.jpg","EWM_Abb4_Doepke-Rohrschweissen_web.jpg","EWM_Abb5_Doepke_Beratungssituation_web.jpg","EWM_Abb6_Doepke-Alte-Schweissgeraete_web.jpg"],"description":["Abb1_Doepke","Abb2_Doepke","Abb3_Doepke","Abb4_Doepke","Abb5_Doepke","Abb6_Doepke"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 22
[access] => 1
[language] => *
[params] =>
[created] => 2021-12-02 11:32:28
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:27:16
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 4
[hits] => 0
)
[16] => stdClass Object
(
[id] => 22
[catid] => 57
[name] => SAF-Holland
[alias] => saf-holland
[customer] => SAF-Holland
[customer_logo] => images/featured/SAF-HOLLAND-Group-Logo-3D_grau.png
[titelbild] => images/referenzen/Bild1.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Chassis axles designed to carry huge axle loads represent a major challenge in the quality assurance process. This is why SAF-Holland relies on…
[benefit_subtext] => Chassis axles with axle loads of up to 26 tonnes represent a major challenge in the quality assurance process. This is why SAF-Holland relies on ewm Xnet for quality monitoring and control of the manually welded pendulum axes. This welding management system not only continuously monitors and documents every welding parameter, but also ensures the consistent quality of the weld seams.
[teaser] => Chassis axles with axle loads of up to 26 tonnes represent a major challenge in the quality assurance process. This is why SAF-Holland relies on ewm Xnet for quality monitoring and control of the manually welded pendulum axes. This welding management system not only continuously monitors and documents every welding parameter, but also ensures the consistent quality of the weld seams.
[casestudy_status] => SAF-Holland has fully adopted the zero-defect strategy. When it comes to welding processes, this strategy ensures that every weld seam is created using exactly the right welding parameters – every single time. This is easy to verify when using automated and robotic processes, as these parameters are subject to continuous automatic monitoring. It’s more difficult with manual welding. This is where the welding management system ewm Xnet comes in.
[casestudy_solution] => ewm Xnet works continuously to record and store every welding parameter during the manual welding process, allowing them to be accessed and checked whenever necessary. If the welding parameters are within certain predefined tolerances, then the welding result is of the required quality.
In order to achieve a clear allocation between the welding parameters and the component, every single component at SAF-Holland receives a unique dot-peened serial number as well as a QR code. This ensures that the component is clearly defined and allows all parameters to be assigned to it.
[casestudy_effectiv] => This makes the welder’s job a lot easier, and choosing incorrect welding parameters is impossible. Before welding, the welder scans the component’s serial number. They then hold the Xbutton in front of the welding machine. The Xbutton is an RFID chip in which the welding coordination personnel preset the relevant parameters and tolerances. Wrong choices of settings are avoided thanks to the welding parameters being allocated to components on the Xbutton. This is because the welder only has access to the preset parameters. An essential component of the zero-defect strategy.
[documents] => {"doc_name":["PraxisReport DE","CustomerStory EN"],"doc_link":["Praxisreport_SAF_Holland_08-2021_V6.pdf","CustomerStory_SAF_Holland_ewm Xnet_07-2021_EN.pdf"],"description":["PraxisReport DE","CustomerStory DE"]}
[imageslider] => {"image_link":["Bild1.jpg","Bild2.jpg","Bild3.jpg","Bild4.jpg","Bild5.jpg"],"description":["SAF Bild 1","SAF Bild 2","SAF Bild 3","SAF Bild 4","SAF Bild 5"]}
[links] => {"doc_name":["YouTube"],"doc_link":["https://www.youtube.com/watch?v=SOQuZUyadQI"],"description":["SAF Holland nutzt Xnet"]}
[article_id] => 0
[ordering] => 21
[access] => 1
[language] => *
[params] =>
[created] => 2021-07-22 12:49:23
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:36:59
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 10
[hits] => 0
)
[17] => stdClass Object
(
[id] => 21
[catid] => 57
[name] => Geschwister Scholl school Leutkirch
[alias] => geschwister-scholl-schule-leutkirch
[customer] => Geschwister-Scholl-Schule Leutkirch
[customer_logo] => images/featured/gss-logo-hoch-eda04ffd.png
[titelbild] => images/referenzen/Abb1_Unterricht-KFZ_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_ALL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Geschwister Scholl school uses EWM complete solution.
Vocational students are being trained with ewm Xnet
[benefit_subtext] => The Geschwister Scholl school, a competence centre for business, care, social services and technology in Leutkirch, is preparing its students for a future in Industry 4.0. To that end, Anton Netzer, technology instructor in the metal construction department, uses the Welding 4.0 solution by EWM AG in Mündersbach.
[teaser] => Industry 4.0 is when people, machines and industrial processes connect intelligently. This is how the German Federal Ministry for Economic Affairs and Energy defines the fourth industrial revolution that is currently taking place in companies. The Geschwister Scholl school, a competence centre for business, care, social services and technology in Leutkirch, is preparing its students for this aspect of the future. To that end, Anton Netzer, technology instructor in the metal construction department, uses the Welding 4.0 solution by EWM AG in Mündersbach.
[casestudy_status] => Industry 4.0 is currently a hot topic for all businesses within the world of metal construction. Many companies are already working with networked processes and using state-of-the-art welding machines and digital management solutions. The Geschwister Scholl school was faced with the challenge of preparing its students for this new reality and training them accordingly. “We want our students to learn the technologies that are offered in companies,” says Netzer. However, until 2020, the school only had access to step switch-controlled machines.
[casestudy_solution] => The school’s technical arsenal of nine welding booths was upgraded with Welding 4.0, the EWM complete system for welding. It includes state-of-the-art welding machines and the digital quality management system for welding, ewm Xnet. The future construction mechanics and construction technicians training here now work with the EWM inverter welding machine Tetrix 230 for TIG and the Titan XQ puls for MIG/MAG and MMA. In addition, the multi-process welding machine provides the trainees directly with all the innovative XQ welding processes by EWM.
[casestudy_effectiv] => The modern EWM complete solution has completely changed training at the vocational school. Students now learn on the same machines that they use at their training companies. What’s more, the system with ewm Xnet also detects parameter changes immediately and signals these to the user. Anton Netzer takes advantage of these features for his training: “We can weld and then immediately look at the data together, analyse it and complete it. Where are the mistakes? Where is room for improvement?” explains Netzer.
[documents] => {"doc_name":["PraxisReport Geschw. Scholl Schule DE"," CustomerStory Geschw. Scholl Schule EN"],"doc_link":["PraxisReport_Geschwister-Scholl-Schule_ewm-Xnet_2020.pdf","PraxisReport_Geschwister-Scholl-Schule_ewm-Xnet_2020_EN.pdf"],"description":["PraxisReport Geschw. Scholl Schule DE"," CustomerStory Geschw. Scholl Schule EN"]}
[imageslider] => {"image_link":["Abb1_Unterricht-KFZ_web.jpg","Abb2_Schweisskabinen_web.jpg","Abb3_ewmXnet_web.jpg","Abb4_Kabine3_web.jpg","Abb5_Unterricht_web.jpg","Abb6_Netzer_Golz_web.jpg"],"description":["Abb 1","Abb 2","Abb 3","Abb 4","Abb 5","Abb 6"]}
[links] => {"doc_name":["Video"],"doc_link":["https://www.youtube.com/watch?v=9_S0RiJFL_U"],"description":["Geschwister-Scholl-Schule Leutkirch nutzt ewm-Xnet"]}
[article_id] => 0
[ordering] => 20
[access] => 1
[language] => *
[params] =>
[created] => 2021-01-25 11:07:50
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:30:49
[modified_by] => 590
[metakey] =>
[metadesc] => Die Geschwister-Scholl-Schule, Kompetenzzentrum für Gewerbe, Pflege, Soziales und Technik in Leutkirch, bereitet ihre Schülerinnen und Schüler auf eine Zukunft in Industrie 4.0 vor. Im Bereich Metallbau nutzt Anton Netzer, Technischer Lehrer, dafür die Welding-4.0-Lösung der EWM AG aus Mündersbach.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 7
[hits] => 0
)
[18] => stdClass Object
(
[id] => 20
[catid] => 57
[name] => Gebrüder Stahl GmbH 2020
[alias] => gebrueder-stahl-gmbh
[customer] => Gebrüder Stahl GmbH
[customer_logo] => images/featured/logo.png
[titelbild] => images/referenzen/1_Gebrüder_Stahl_2020-Freigegeben_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_ALL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Gebrüder Stahl is working with EWM.
TIG welding is faster than MAG welding
[benefit_subtext] => Gebrüder Stahl GmbH in the Sauerland has, for the most part, replaced its MAG welding with TIG welding. With tigSpeed, the wire feeder for TIG welding, the Wenden-based company has increased its welding speed and quality when welding heat exchangers and cooler bundles.
[teaser] => Gebrüder Stahl GmbH in the Sauerland has, for the most part, replaced its MAG welding with TIG welding. With tigSpeed, the wire feeder for TIG welding, the Wenden-based company has increased its welding speed and quality when welding heat exchangers and cooler bundles.
[casestudy_status] => With a diameter of up to 3 metres and a length of up to 30 metres, heat exchangers have an individual weight of up to 35 tonnes. High-alloy special materials are used here that require appropriate welding fillers when welding nickel-based alloys. The weld seams must be x-ray proof. However, these materials also have a tendency to form hot cracks.
[casestudy_solution] => The use of tigSpeed reduces the heat input during TIG welding. This prevents hot cracks and increases the weld seam quality. The low welding speed is also increased through the use of tigSpeed by EWM. As with MIG/MAG welding, for the wire feeder for TIG welding, the filler material comes from the spool. Here, an additional movement can be superimposed on the continuous wire feeding, which feeds and retracts the wire.
[casestudy_effectiv] => Higher, even seem quality at higher speed, saving materials, energy and work time – Operations Manager Carsten Schröter is very pleased: “The EWM machines are the perfect match for our company. The greatest benefits are the flexibility, the short set-up times and the position-independent welding result.”
[documents] => {"doc_name":["PraxisReport Gebr. Stahl DE"," CustomerStory Gebr. Stahl EN"],"doc_link":["Praxisreport_Gebrüder_Stahl_04-2020_Final.pdf","Praxisreport_Gebrüder_Stahl_04-2020_EN.pdf"],"description":["PraxisReport Gebr. Stahl DE"," CustomerStory Gebr. Stahl EN"]}
[imageslider] => {"image_link":["1_Gebrüder_Stahl_2020-Freigegeben_web.jpg","11_Gebrüder_Stahl_2020-Freigegeben_web.jpg","13_Gebrüder_Stahl_2020-Freigegeben_web.jpg","21_Gebrüder_Stahl_2020-Freigegeben_web.jpg"],"description":["Gebr. Stahl 1","Gebr. Stahl 2","Gebr. Stahl 3","Gebr. Stahl 4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 19
[access] => 1
[language] => *
[params] =>
[created] => 2020-08-21 11:46:00
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:30:20
[modified_by] => 590
[metakey] =>
[metadesc] => Bei der Gebrüder Stahl GmbH im Sauerland hat das WIG-Schweißen das MAG-Schweißen in großen Teilen abgelöst. Mit tigSpeed, dem Drahtvorschubgerät fürs WIG-Schweißen, hat das Wendener Unternehmen beim Schweißen von Wärmetauschern und Kühlerbündeln die Schweißgeschwindigkeit und -qualität sogar gesteigert.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 9
[hits] => 0
)
[19] => stdClass Object
(
[id] => 19
[catid] => 58
[name] => Bell Equipment Deutschland 2020
[alias] => bell-equipment-deutschland
[customer] => Bell Equipment Deutschland
[customer_logo] => images/referenzen/logos_fahrzeug/Bell_ident.png
[titelbild] => images/referenzen/Abb3_Schwer-zugaenglich.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE"]
[processId] => ["COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Bell establishes own welding production line with EWM
[benefit_subtext] => When looking to establish its own welding production line at its German site near Eisenach, South African construction machinery manufacturer, Bell Equipment, sought the help of Ralf Rauh, site manager at EWM in Nossen, to plan and implement the new line. As part of ewm maXsolution, Bell Equipment opted for an EWM complete solution with modern inverter technology. After just a few months, its new production line had proven to be an economical and sustainable success.
[teaser] => When looking to establish its own welding production line at its German site near Eisenach, South African construction machinery manufacturer, Bell Equipment, sought the help of Ralf Rauh, site manager at EWM in Nossen, to plan and implement the new line. As part of ewm maXsolution, Bell Equipment opted for an EWM complete solution with modern inverter technology. After just a few months, its new production line had proven to be an economical and sustainable success.
[casestudy_status] => Bell Equipment Deutschland supplies 22 European countries and North America with articulated dump trucks and spare parts. Until 2018, the bins for these trucks produced in Germany came from South Africa. However, the environmental ideas rooted in the companies’ principles, as well as other reasons, led to the company establishing its own production line in Germany. This line was intended to take over the South African welding production processes with its step switch-controlled machines.
[casestudy_solution] => Bin production for Bell Equipment Deutschland has now been going strong since 2019. Taking the advice of Ralf Rauh, the company opted for the EWM complete solution with a total of 22 Taurus 505 Basic welding machines. The power source is similar to a step switch-controlled machine in its operation, yet, thanks to digital technology and the EWM quality, it saves a lot of energy.
[casestudy_effectiv] => Bell Equipment Deutschland can now respond to enquiries and orders more quickly and with more flexibility. It also means production is more economical and sustainable. Working with EWM, in no time Bell Equipment were able to save up to 30% on consumables and wear materials, depending on the use and workspace. In close coordination with South Africa, the company now aims to further streamline production in the coming years together with EWM.
[documents] => {"doc_name":["PraxisReport Bell DE"," CustomerStory Bell EN"],"doc_link":["Praxisreport_Bell_Equipment_03-2020_DE.pdf","Praxisreport_Bell_Equipment_03-2020_EN.pdf"],"description":["PraxisReport Bell DE"," CustomerStory Bell EN"]}
[imageslider] => {"image_link":["Abb1_Knickgelenkte-Muldenkipper.jpg","Abb2_Mulde.jpg","Abb3_Schwer-zugaenglich.jpg","Abb4_Drahtvorschubgeraet.jpg","Abb5_Ansprechpartner.jpg"],"description":["Bell Equipment Abb 1","Bell Equipment Abb 2","Bell Equipment Abb 3","Bell Equipment Abb 4","Bell Equipment Abb 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 18
[access] => 1
[language] => *
[params] =>
[created] => 2020-06-02 13:20:01
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:29:40
[modified_by] => 590
[metakey] =>
[metadesc] => Als der südafrikanische Baumaschinenhersteller Bell Equipment an seinem deutschen Standort nahe Eisenach eine eigene Schweißproduktion aufbaute, war Ralf Rauh, Leiter des EWM-Standorts in Nossen, in Planung und Umsetzung einbezogen. Er stellte dafür im Rahmen von ewm maXsolution eine EWM-Komplettlösung mit moderner Invertertechnologie zusammen. Nach nur wenigen Monaten hatte sich die eigene Fertigung wirtschaftlich und nachhaltig bereits bewährt.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[20] => stdClass Object
(
[id] => 18
[catid] => 57
[name] => Chamber of Commerce Aurich 2020
[alias] => handwerkskammer-aurich
[customer] => HWK Aurich
[customer_logo] => images/referenzen/logos_sonst/Logo_HWK_Aurich-480x320.jpg
[titelbild] => images/referenzen/sliderbilder/image6.jpeg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_ALL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => HWK Aurich places trust in EWM. Aurich Chamber of Commerce 2020
[benefit_subtext] => Budding metalworkers, apprentices in metal construction and attendees of retraining courses offered by the Aurich Chamber of Commerce (HWK) are well-equipped for the future of all things welding: Working together with EWM Ibbenbüren site manager, Johann Martin, Matthias Siefken’s (head of welding technology at Aurich IHK) entire department switched to EWM machines.
[teaser] => Budding metalworkers, apprentices in metal construction and attendees of retraining courses offered by the Aurich Chamber of Commerce (HWK) are well-equipped for the future of all things welding: Matthias Siefken’s (head of welding technology at Aurich IHK) entire department was provided with modern welding machines such as the Titan XQ 400 AC puls or the compact and decompact Titan XQ puls.
[casestudy_status] => The Aurich Chamber of Commerce trains metalworkers, apprentices in metal construction and attendees of retraining courses. Matthias Siefken, head of the welding technology department, aimed to switch the welding machines used in training to one manufacturer. For the HWK, it was important to use this opportunity to invest in state-of-the-art welding solutions.
[casestudy_solution] => Together with sales partner Azetylenwerk Ernst Schulz GmbH, the EWM site in Ibbenbüren provided the HWK Aurich with 32 new EWM welding machines and the corresponding welding torches. As well as the Titan XQ 400 AC puls and the compact and decompact Titan XQ puls, apprentices will now get to work with welding machines such as Tetrix, Wega and Pico puls. In addition, all of the welding machines – including the step switch-controlled Wega – were connected to one another using gateways with the welding quality management software, ewm Xnet.
[casestudy_effectiv] => From now on, budding metalworkers, apprentices in metal construction and attendees of retraining courses held by Matthias Siefken will weld exclusively using EWM welding machines. In doing so, they will learn about various welding procedures and how to work with different materials and state-of-the-art welding processes. With ewm Xnet, the used parameters can be recorded and read in real time, allowing welders to identify welding errors easily and clearly. Another plus is that the welding machines already comply with the new Ecodesign Directive that will come into effect in January 2021.
[documents] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[imageslider] => {"image_link":["image6.jpeg","image4.jpeg","image1.jpeg"],"description":["HWK 1","HWK 2","HWK 3"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 17
[access] => 1
[language] => *
[params] =>
[created] => 2020-03-05 08:43:09
[created_by] => 590
[created_by_alias] =>
[modified] => 2021-01-07 09:44:34
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2022-05-11 05:47:35
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 4
[hits] => 0
)
[21] => stdClass Object
(
[id] => 17
[catid] => 69
[name] => Ebner Industrieofenbau GmbH
[alias] => ebner-industrieofenbau-gmbh-2
[customer] => Ebner Industrieofenbau GmbH
[customer_logo] => images/referenzen/logos_sonst/EBNER-Industrieofenbau-GmbH_logo.png
[titelbild] => images/referenzen/Ebner/Abb2_Zwei_Drahtvorschubgeraete-Version-3_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_NICKEL_BASIS","COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE","COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Every function accessible on the welding torch – Ebner Industrieofenbau GmbH 2019
[benefit_subtext] => At Ebner, the specialist for heat treatment technology and industrial furnaces, based in the Austrian city of Leonding near Linz, welders are able to weld large sections with components sometimes reaching the dimensions of a standard detached house. The PM welding torch RD3 X from EWM doesn’t just save welders all the toing and froing.
[teaser] => At Ebner, the specialist for heat treatment technology and industrial furnaces, based in the Austrian city of Leonding near Linz, welders are able to weld large sections with components sometimes reaching the dimensions of a standard detached house. With the PM welding torch RD3 X from EWM, all parameter settings can be made directly via the integrated display. This means it is no longer necessary to walk to and from the welding machine, making welding much more productive.
[casestudy_status] => For the components welded at Ebner, the weld seams are often situated up to five meters above the ground. The welders are always provided with ample safety equipment, but once they’re up there, they want to weld, not climb.
[casestudy_solution] => With the PM welding torch RD3 X by EWM, the welder can make changes to the machine control from their welding position The action radius between the welding machine and the welding torch can reach up to 50 metres. What’s more, the welding torches also come with improved ergonomics and are lightweight with a balanced design and integrated signal light to light up dark working areas.
[casestudy_effectiv] => “Being able to change parameters on the torch itself, without restriction” is one of the main advantages of a PM welding torch, according to Christian Gruber, Ebner’s welding supervisor. The welding torch also features long-lasting consumables with the contact tip, significantly reducing consumption and replacement times, as well as saving on their related costs.
[documents] => {"doc_name":["PraxisReport Ebner DE"," CustomerStory Ebner EN"],"doc_link":["Praxisreport_Ebner_10-2019_DE.pdf","Praxisreport_Ebner_10-2019_EN.pdf"],"description":["PraxisReport Ebner DE"," CustomerStory Ebner EN"]}
[imageslider] => {"image_link":["Abb2_Zwei_Drahtvorschubgeraete-Version-3_web.jpg","Abb5_Ansprechpartner_Ebner_web.jpg","B2040801_web.jpg","B2040894_web.jpg","B2040900_web.jpg"],"description":["Ebner 1","Ebner 2","Ebner 3","Ebner 4","Ebner 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 16
[access] => 1
[language] => *
[params] =>
[created] => 2020-02-13 14:36:39
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:29:52
[modified_by] => 590
[metakey] =>
[metadesc] => Bei der Firma Ebner, Spezialist für Wärmebehandlungstechnologien und Industrieofenbau aus dem österreichischen Leonding bei Linz, legen die Schweißer große Strecken zurück, denn die Bauteile können schon mal die Dimensionen eines Einfamilienhauses erreichen. Mit dem PM-Brenner RD3 X von EWM sparen Schweißer nicht nur lange Wege.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2020-02-13 09:21:31
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 17
[hits] => 0
)
[22] => stdClass Object
(
[id] => 16
[catid] => 57
[name] => Schoeller Werk GmbH & Co. KG
[alias] => schoeller-werk-gmbh-co-kg
[customer] => Schoeller Werk GmbH & Co. KG
[customer_logo] => images/referenzen/logos_sonst/schoeller.png
[titelbild] => images/referenzen/sliderbilder/_SWHtitle.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_EDEL_ALU"]
[processId] => ["COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Top quality in continuous use at Schoeller Werk GmbH & Co. KG
[benefit_subtext] => The family-run Schoeller Werk GmbH & Co. KG is one of the world’s leading manufacturers of longitudinally welded stainless-steel tubes. Schoeller’s customers have the most demanding requirements for their products. To meet these requirements, Schoeller has been relying on EWM AG welding machines for around 25 years – and successfully so.
[teaser] => The family-run Schoeller Werk GmbH & Co. KG is one of the world’s leading manufacturers of longitudinally welded stainless-steel tubes. Schoeller’s customers have the most demanding requirements for their products. To meet these requirements, Schoeller has been relying on EWM AG welding machines for around 25 years – and successfully so.
[casestudy_status] => Schoeller has had special demands of EWM welding machines for many years. The welding machines run around the clock in three-shift operation, sometimes even four-shift operation. In addition, the walls of the tubes are becoming thicker, which in turn increases the current load of each individual machine. Driven by innovation, the Hellenthal-based company in the Eifel hills is always working on the development of its product portfolio in line with the demands of its customers and the market. And Schoeller customers from car manufacturing and industry hold its products to the highest standards.
[casestudy_solution] => Schoeller has been relying on EWM’s inverter technology since 1995. The high-quality manufacturing of their products is made possible by modern machinery. If there is a change in what is required of the machines, EWM reacts immediately. “EWM also invests a great deal in its own research and development, which allows us to drive innovation together,” Stefan Fink explains. Schoeller has a testing facility where it tries out new EWM technologies. As a result, Schoeller now uses TIG plasma technology, whereas before it only used TIG welding.
[casestudy_effectiv] => EWM has worked with Schoeller to customise the welding machines according to their own specific requirements. The company’s decision to start manufacturing fuel rails in 2008 was eventually put into practice in collaboration with EWM, and now Schoeller is Europe’s leading producer of these tubes.
[documents] => {"doc_name":["Schoeller PraxisReport DE","Schoeller CustomerStory EN"],"doc_link":["DE_EWM_Anwenderbericht_Schoeller_Werk.pdf","EN_EWM_Anwenderbericht Schoeller Werk.pdf"],"description":["Schoeller PraxisReport DE","Schoeller CustomerStory EN"]}
[imageslider] => {"image_link":["_SWHtitle.jpg","_SWH1965.JPG","_SWH1966.JPG","_SWH2032.JPG"],"description":["Schoeller Werk","Schoeller Werk 2","Schoeller Werk 3","Schoeller Werk 6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 15
[access] => 1
[language] => *
[params] =>
[created] => 2019-12-20 10:54:18
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:37:17
[modified_by] => 590
[metakey] =>
[metadesc] => Das Familienunternehmen Schoeller Werk GmbH & Co. KG ist einer der weltweit führenden Hersteller von längsnahtgeschweißten Edelstahlrohren. Die Kunden von Schoeller stellen höchste Anforderungen an die Produkte. Um diesen Ansprüchen gerecht zu werden, setzt Schoeller seit rund 25 Jahren auf Schweißgeräte der EWM AG
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-12-20 10:54:18
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 10
[hits] => 0
)
[23] => stdClass Object
(
[id] => 9
[catid] => 69
[name] => ISW GmbH Steel Components
[alias] => isw-gmbh-steel-components
[customer] => ISW GmbH Steel Components
[customer_logo] => images/referenzen/logos_sonst/isw-logo.jpg
[titelbild] => images/referenzen/ISW/Abb1_Automatisierung_low.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Aumento de la productividad y aseguramiento de la calidad
[benefit_subtext] => Mejores tiempos de respuesta, aumento de la productividad, trabajo posterior mínimo, calidad garantizada... ISW GmbH Steel Components ha transferido toda su producción de soldadura a EWM. En componentes de 300 milímetros de grosor, 20 metros de longitud y hasta 100 toneladas de peso, ISW es muy exigente con todo el equipamiento de soldadura.
[teaser] => Mejores tiempos de respuesta, aumento de la productividad, trabajo posterior mínimo, calidad garantizada... ISW GmbH Steel Components ha transferido toda su producción de soldadura a EWM. En componentes de 300 milímetros de grosor, 20 metros de longitud y hasta 100 toneladas de peso, ISW es muy exigente con todo el equipamiento de soldadura. Desde las máquinas de soldadura, pasando por los procesos de soldadura y el aseguramiento de la calidad con ewm Xnet 2.0, hasta las antorchas y los tubos de contacto, ISW Steel Components apuesta por la tecnología de EWM, ahorrando así tiempo y material.
[casestudy_status] => ISW GmbH Steel Components, con sede en la localidad austriaca de Ennsdorf, está especializada en la fabricación de bastidores de base grandes, pesados y complejos para máquinas e instalaciones. Para ello se suelda acero negro con grosores de 300 milímetros y más, longitudes de hasta 20 metros y un peso total de hasta 100 toneladas. Esto se lleva a cabo principalmente en procedimiento de soldadura MAG y como soldadura de varias capas. Los soldadores de ISW probaron en una fase de prueba los aparatos de tres renombrados fabricantes.
[casestudy_solution] => Tras la fase de prueba, los soldadores de ISW se decidieron por los aparatos de EWM. Los tubos de contacto M9 de EWM tienen una superficie de contacto un 15% más larga que los M8, y una sección transversal de la rosca un 30% más grande. El contacto del hilo de soldadura es mejor, y el calor se disipa de manera efectiva. En la antorcha de función RD3X con visualización gráfica y control integrado, todos los parámetros se pueden ajustar directamente en la antorcha. La luz LED ilumina las áreas de trabajo oscuras. El innovador proceso de soldadura forceArc puls de EWM destaca por su buena penetración con un aporte de calor claramente reducido.ewm Xnet 2.0, el Software de Gestión de Calidad para soldadura, registra los datos de soldadura en tiempo real y puede analizar y administrar todos los procesos de soldadura en red.
[casestudy_effectiv] => El resultado: mejores tiempos de respuesta y reducción de los tiempos de inactividad gracias a la larga vida útil de los tubos de contacto. Se encuentran hasta ocho horas de tiempo de soldadura en la antorcha; esto es lo que se tarda de media en soldar hasta el final un componente en la instalación automatizada. Antes, el tubo de contacto aguantaba como máximo una hora. El control integrado de la antorcha profesional RD3X con visualización gráfica permite ahorrar caminatas, ya que todos los parámetros relevantes se pueden ajustar directamente en la antorcha. El innovador proceso de soldadura forceArc puls de EWM es el único que se utiliza en la producción de ISW. El menor aporte de calor gracias a este proceso supone una menor deformación y menos tensiones en el componente, lo que permite reducir el incómodo trabajo de dirección. Gracias a ewm Xnet 2.0 se puede conseguir una calidad impecable en todos los ámbitos.
[documents] => {"doc_name":["ISW PraxisReport DE","ISW CustomerStory EN"],"doc_link":["Praxisreport_ISW_DE_RZ-050919_3mm-BS_PDF-X3.pdf","Praxisreport_ISW_GB_RZ-050919_3mm-BS_PDF-X3.pdf"],"description":["ISW PraxisReport DE","ISW CustomerStory EN"]}
[imageslider] => {"image_link":["Abb1_Automatisierung_low.jpg","Abb2_Manuelle-Anwendung_low.jpg","Abb4_Funktionsbrenner-mit-LED_low.jpg","Abb5_ISW-Gruppenfoto_low.jpg","Abb6_Schweissnaht_low.jpg","Abb7_ewm-Xnet-20_low.jpg"],"description":["automatisierung","manuelle anwendung","funktionsbrenner","isw gruppenfoto","schweissnaht","ewm xnet 2.0"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 9
[access] => 1
[language] => *
[params] =>
[created] => 2019-10-25 11:38:30
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:35:23
[modified_by] => 590
[metakey] =>
[metadesc] => Höhere Durchlaufzeiten, gesteigerte Produktivität, minimale Nacharbeit, gesicherte Qualität – ISW GmbH Steel Components hat die gesamte Schweißproduktion auf EWM umgestellt. Bei Bauteilen mit 300 Millimetern Dicke, 20 Metern Länge und bis zu 100 Tonnen Ge
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-10-25 06:23:40
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 14
[hits] => 0
)
[24] => stdClass Object
(
[id] => 7
[catid] => 69
[name] => Ebner Industrieofenbau GmbH 2019
[alias] => ebner-industrieofenbau-gmbh
[customer] => Ebner Industrieofenbau GmbH
[customer_logo] => images/referenzen/logos_sonst/EBNER-Industrieofenbau-GmbH_logo.png
[titelbild] => images/referenzen/Ebner/Abb_3_L1470886_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Punto, juego y victoria en todas las categorías de la tecnología de soldadura
[benefit_subtext] => La empresa Ebner quería renovar toda su tecnología de soldadura. Para ello, el fabricante de hornos industriales organizó un desafío entre cuatro fabricantes de máquinas de soldadura. Finalmente, tanto los soldadores como los encargados de mantenimiento y los responsables de la supervisión de soldadura se decidieron por EWM
[teaser] => La empresa Ebner, especialista en tecnologías de tratamiento térmico y fabricación de hornos industriales con sede en Leonding, cerca de Linz (Austria), quería renovar toda su tecnología de soldadura. La elección entre cuatro fabricantes de máquinas de soldadura se realizó en forma de desafío. Finalmente, los soldadores, encargados de mantenimiento y responsables de la supervisión de soldadura eligieron por unanimidad a EWM. La oferta de tecnología de soldadura de los expertos de Westerwald convención plenamente a todos, tanto en cuanto a la tecnología de los aparatos como en cuanto a la de los procesos. Hoy, toda la producción de soldadura de Ebner, con 45 máquinas de soldadura, está equipada con EWM para soldaduras TIG y MIG/MAG.
[casestudy_status] => En Ebner se espera de los soldadores una alta flexibilidad: Tan grandes como el espectro de los materiales son también los componentes con los que trabaja la empresa. Los hornos industriales pueden ser perfectamente tan grandes como una casa, por lo que son inmóviles. En consecuencia, no hay áreas de trabajo estandarizadas en las que siempre se trabaje con los mismos montajes. Por el contrario, el soldador debe enfrentarse cada vez a nuevos retos, trabajar directamente en el componente con su aparato y cambiar frecuentemente de ubicación y posición. Esta flexibilidad, estas condiciones marco tan especiales en el entorno de trabajo y, al mismo tiempo, una buena manejabilidad de las máquinas de soldadura eran los retos a los que debían enfrentarse los proveedores.
[casestudy_solution] => EWM AG destacó frente a sus competidores en tres puntos esenciales, lo que le valió ser el proveedor elegido: el concepto de sistema y la oferta completa de máquinas de soldadura, la flexibilidad en los procesos de soldadura y un convincente servicio técnico. Los soldadores tienen que alternar con frecuencia entre diferentes procesos de soldadura. Por eso es tan ventajoso que un aparato cubra toda la gama de tareas, tanto para soldaduras MIG/MAG como para soldaduras TIG. Por medio de dos alimentadores de hilo, la máquina está equipada con dos rodillos de hilo, dos antorchas y dos botellas de gas de protección. Cuando cambia la tarea, el soldador solo tiene que sustituir la antorcha. El resto lo hace la máquina con solo pulsar un botón.
[casestudy_effectiv] => Los soldadores se decidieron por el manejo sencillo del aparato y de la antorcha, la buena accesibilidad, la seguridad de proceso de los aparatos y la alimentación del hilo sin fallos. Los comerciales consiguieron importantes ahorros, de hasta un 50%, gracias a la reducción de los costes de equipamiento, debido a que la vida útil de los tubos de contacto y las boquillas de gas es sensiblemente más larga. Así fue como EWM salió vencedor en el desafío a todos los niveles. Ahora, EWM es el único fabricante de tecnología de soldadura cuyos aparatos se utilizan en Ebern; también los de última generación.
[documents] => {"doc_name":["PraxisReport Ebner DE"," CustomerStory Ebner EN"],"doc_link":["053-000051-00000_PraxisReport_Ebner_DE_web.pdf","053-000051-00001_PraxisReport_Ebner_EN_web.pdf"],"description":["PraxisReport Ebner DE"," CustomerStory Ebner EN"]}
[imageslider] => {"image_link":["Abb_2_L1470805_web.jpg","Abb_3_L1470886_web.jpg","Abb_4_L1470906_web.jpg","Abb_5_L1470935_01_web.jpg","Abb_6_L1470960_web.jpg","Abb_7_L1470999_web.jpg","Abb_8_L1470967_web.jpg","Abb_9_Ref_Ebner_web.jpg"],"description":["Ebner 1","Ebner 2","Ebner 3","Ebner 4","Ebner 5","Ebner 6","Ebner 7","Ebner 8"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 7
[access] => 1
[language] => *
[params] =>
[created] => 2019-09-03 07:44:48
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:30:05
[modified_by] => 590
[metakey] =>
[metadesc] => Die Firma Ebner wollte ihre gesamte Schweißtechnik erneuern. Dafür veranstaltete der Industrieofenbauer einer Challenge unter vier Schweißgeräteherstellern. Schließlich entschieden sich sowohl Schweißer als auch Instandhalter und Schweißaufsichtspersonen
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-03 08:21:31
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 20
[hits] => 0
)
[25] => stdClass Object
(
[id] => 10
[catid] => 57
[name] => Terranets bw GmbH
[alias] => terranets-bw-gmbh
[customer] => Terranets bw GmbH
[customer_logo] => images/referenzen/logos_sonst/terranets.png
[titelbild] => images/referenzen/terranets/Abb 5_ Feldstaerkemessung.jpg
[sectorId] => COM_EWMREFERENCE_ROHRLEITUNGSBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_DEGAUSS"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Desmagnetización de tuberías
[benefit_subtext] => terranets bw GmbH revisa periódicamente su red de tuberías de gas natural de 2000 km con «diablos de tubería» que magnetizan los tubos. Las reparaciones en las que es necesario soldar son muy complicadas. El aparato de desmagnetización móvil Degauss 600 de EWM supone una gran ayuda.
[teaser] => terranets bw GmbH revisa periódicamente su red de tuberías de gas natural de 2000 km con «diablos de tubería» que magnetizan los tubos. Las reparaciones en las que es necesario soldar son muy complicadas. El aparato de desmagnetización móvil Degauss 600 de EWM, que se puede utilizar directamente en la obra, supone una gran ayuda.
[casestudy_status] => terranets bw GmbH, con sede en Stuttgart (Alemania), conecta el Estado de Baden-Württemberg y los territorios de otros países con la infraestructura energética europea. Las tuberías e instalaciones de transporte de gas se controlan y supervisan mediante una red de fibra de vidrio de alta calidad para posibilitar un suministro eficiente las 24 horas del día. Dado que las tuberías de gas a alta presión deben cumplir las más estrictas normas de seguridad, terranets bw GmbH, como empresa explotadora, comprueba periódicamente el grosor de las paredes con «diablos de tubería». Sin embargo, estos sistemas de comprobación tienen un problema: magnetizan las tuberías. Cuando hay que realizar reparaciones, al soldar se desvía el arco voltaico, provocando la aparición de poros y defectos de unión.
[casestudy_solution] => Para solucionar este problema, EWM AG ha desarrollado el aparato de desmagnetización Degauss 600. Este aparato manejable y compacto no solo es intuitivo, sino que también se puede utilizar en obras. Para desmagnetizar el tubo, se enrolla un cable de corriente lo más apretado posible alrededor del tubo. Con el flujo de corriente en el cable se genera un campo contramagnético de igual fuerza, eliminándose el magnetismo residual. Cuantos más giros se apliquen, mayor será la intensidad de campo máxima generada en corriente constante. El Degauss 600 ofrece dos formas de desmagnetización: con la función Degauss, el flujo de corriente se reduce gradualmente, comenzando con un valor de corriente alto y con polaridad alterna. De este modo se desmagnetiza el componente. Este método funciona muy bien en los componentes cortos. El método activgauss, por el contrario, es idóneo para componentes alargados, como las tuberías. Con este método, la corriente fluye continuamente a través de los giros, creando un campo magnético permanente.
[casestudy_effectiv] => Debido a su peso reducido y a su pequeño tamaño, el Degauss 600 es apto para el uso en obras, y se puede manejar muy fácilmente La fuente de corriente de soldadura puede colocarse fuera del foso gracias al control remoto. Con él, el problema que presenta el magnetismo en la soldadura de reparación del montaje tuberías se puede resolver incluso con campos magnéticos fuertes. El uso del aparato de desmagnetización en las obras de terranets bw GmbH ha convencido no solo a la propia empresa explotadora, sino también a la constructora Leonhard & Weiss GmbH, así como a los ingenieros de supervisión independientes y competentes de TÜV Süd.
[documents] => {"doc_name":["terranets PraxisReport DE","terranets CustomerStory EN"],"doc_link":["053-000100-00000_PraxisReport_terranets_DE.pdf","053-000100-00001_PraxisReport_terranets_EN.pdf"],"description":["terranets PraxisReport DE","terranets CustomerStory EN"]}
[imageslider] => {"image_link":["Abb 5_ Feldstärkemessung.jpg","Abb 6_Schweißung_Rohrabschnitt.jpg","Abb 7_Degauss_600.jpg","Abb 9_WIG-Schweißung.jpg","ROSEN-Group_RoCombo MFL-A_XT.JPG"],"description":["feldstärkenmessung","schweißung rohrabschnitt","Degauss 600","WIG Schweißung","ROSEN-Group"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 10
[access] => 1
[language] => *
[params] =>
[created] => 2019-07-16 11:39:00
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:38:55
[modified_by] => 590
[metakey] =>
[metadesc] => Die terranets bw GmbH untersucht ihr 2000 km langes Leitungsnetz für Erdgas regelmäßig mit „Rohrleitungsmolchen“, die die Rohre magnetisieren. Reparaturen, bei denen geschweißt werden muss, fallen so schwer. Abhilfe schafft das mobile Entmagnetisierungsgerät Degauss 600 von EWM
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-11-11 12:39:19
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 14
[hits] => 0
)
[26] => stdClass Object
(
[id] => 4
[catid] => 69
[name] => POLLRICH
[alias] => pollrich
[customer] => POLLRICH GmbH
[customer_logo] => https://www.pollrich.com/fileadmin/images/pollrich-logo.png
[titelbild] => images/referenzen/sliderbilder/121227_pollrich_bild_2_2.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_MAG_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Gestión de la tecnología de soldadura con un solo sistema
[benefit_subtext] => Una tecnología de soldadura moderna debe ofrecer, naturalmente, una mayor productividad y calidad reduciendo al mismo tiempo los costes. Pero mucho más relevantes son hoy en día los sistemas de gestión de soldadura ...
[teaser] => Una tecnología de soldadura moderna debe ofrecer, naturalmente, una mayor productividad y calidad reduciendo al mismo tiempo los costes. Pero mucho más relevantes son hoy en día los sistemas de gestión de soldadura, que administran y documentan los datos relevantes, y cumplen con todos los requisitos de aseguramiento de la calidad. Fue exactamente este concepto de sistema y la oferta completa de EWM lo que convenció a POLLRICH. En 2018, el fabricante de ventiladores industriales adaptó toda su producción a EWM, y desde entonces adquiere también todas sus piezas de desgaste y consumibles de soldadura a dicha empresa.
[casestudy_status] => POLLRICH fabrica ventiladores industriales. Con estos se ventilan con aire túneles, centros comerciales o aeropuertos enteros. En la industria química, petroquímica, maderera o del hormigón, también transportan medios abrasivos y agresivos. Para este tipo de componentes de seguridad se deben cumplir todos los requisitos que se indican en la documentación, con el fin de satisfacer las exigencias de aseguramiento de la calidad y trazabilidad.
[casestudy_solution] => EWM Xnet es el Sistema de Gestión de Soldadura de EWM. Este sistema respalda, supervisa y documenta todo el proceso de producción de un componente, desde la preparación del trabajo hasta el cálculo del coste real. Todos los datos de soldadura y los valores de consumo se registran en tiempo real, lo que permite analizar, controlar y gestionar los resultados de soldadura. Además, Xnet sirve de ayuda en la gestión de los componentes, la creación de planes de secuencia de soldadura y la asignación de instrucciones de soldadura. Estos también pueden administrarse y, en caso necesario, incluso crearse. Por último, aunque no siendo por ello de menor importancia, la cartera de Xnet incluye la supervisión individual de los certificados de inspección de los soldadores y la asignación de autorizaciones de acceso individuales.
[casestudy_effectiv] => «Con Xnet es posible realizar toda la gestión de la tecnología de soldadura con un único sistema», señala Thorsten Wirtz, Supervisor de Soldadura y Director de Aseguramiento de la Calidad en POLLRICH. Dado que las máquinas de soldadura, los sistemas de alimentación de hilo y las antorchas también son de EWM, el intercambio de datos dentro del sistema y entre sus componentes está coordinado de forma óptima, lo que hace que el trabajo con Xnet sea sencillo, rápido y seguro.
[documents] => {"doc_name":["PraxisReport Pollrich DE","CustomerStory Pollrich EN"],"doc_link":["Praxisreport_Pollrich_Nov_2018_DE_BA.pdf","Praxisreport_Pollrich_Nov_2018_GB_MW.pdf"],"description":["PraxisReport Pollrich DE","CustomerStory Pollrich EN"]}
[imageslider] => {"image_link":["121227_pollrich_bild_1.jpg","121227_pollrich_bild_2_2.jpg","IMG_0248.jpg"],"description":["Pollrich","Pollrich","Pollrich"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 4
[access] => 1
[language] => *
[params] =>
[created] => 2018-11-30 13:11:03
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:36:43
[modified_by] => 590
[metakey] =>
[metadesc] => Eine moderne Schweißtechnik soll selbstverständlich eine höhere Produktivität und Qualität bei gleichzeitiger Kostenreduktion liefern. Doch viel relevanter werden heutzutage Schweißmanagementsysteme
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-08-31 08:23:46
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 20
[hits] => 0
)
[27] => stdClass Object
(
[id] => 2
[catid] => 58
[name] => Hüffermann
[alias] => hueffermann
[customer] => Hüffermann Transportsysteme GmbH
[customer_logo] => images/referenzen/hueffermann/logo_hueffermann.png
[titelbild] => images/referenzen/hueffermann/A1590898-ret_low_web.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_UN_NIEDRIG"]
[processId] => ["COM_EWMREFERENCE_MAG_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Hasta un 10% más de remolques por puesto de trabajo y año
[benefit_subtext] => El deseo inicial era reducir las horas extra a cero. El resultado fue la conversión de toda la producción a los productos de EWM...
[teaser] => El deseo inicial era reducir las horas extra a cero. El resultado fue la conversión de toda la producción a los productos de EWM: Hüffermann Transportsysteme GmbH, en la ciudad alemana de Neustadt (Dosse), tras el Asesoramiento en Innovación y Tecnología ewm maXsolution, consiguió reducir el tiempo de trabajo en un 15% en un solo puesto de trabajo, aumentando al mismo tiempo la producción en un 10%. La inversión se había amortizado en un año, motivo más que suficiente para que en el futuro ya solo se trabajara con EWM.
[casestudy_status] => «En un principio, solo queríamos reducir las recurrentes horas extraordinarias, porque solo gracias a ellas podíamos cumplir con nuestros plazos de entrega», nos explicó Torsten Völker, Jefe de Producción de Remolques en Hüffermann. La tarea de Toralf Pekrul, Director de los centros de EWM en Wittstock y Rathenow, y Jeffrey Kube, Representante de Ventas EWM, era optimizar la producción, de momento en un único puesto de trabajo, de modo que ya no fueran necesarias más horas extra.
[casestudy_solution] => Como parte del amplio asesoramiento ewm maXsolution, los expertos de EWM examinaron toda la cadena de procesos y observaron cada detalle de la producción: desde la alimentación de hilo y de gas hasta el tubo de contacto, pasando por el proceso de soldadura. Los especialistas de EWM optimizaron hasta el último tornillo regulador, y sincronizaron en un puesto de trabajo todos los pasos de la cadena de producción en el sistema.
[casestudy_effectiv] => ... supuso un fabuloso ahorro de tiempo y la amortización de la inversión en un año: Gracias a la introducción de las numerosas medidas propuestas por EWM, la empresa pudo encontrar una solución que satisficiera tanto al trabajador como a las crecientes demandas del mercado. Reducción del tiempo de trabajo en hasta un 15%, con un aumento de la producción de hasta el 10% y una disminución de un tercio en el consumo de gas, manteniendo la misma calidad y con el respaldo de las cuentas internas de la empresa: estos fueron los convincentes argumentos para que el líder del mercado en sistemas para vehículos de transporte y reciclaje realizara la conversión de toda su producción de soldadura, con 68 puestos de trabajo, a EWM. Con el ahorro de tiempo que supone el concepto general, no solo se ha mantenido el rendimiento, sino que incluso se ha aumentado. Para Völker este es el aspecto decisivo ya que «se puede comprar todo salvo el tiempo».
[documents] => {"doc_name":["PraxisReport Hüffermann DE"," CustomerStory Hüffermann EN"],"doc_link":["053-000080-00000_PraxisReport_Hueffermann_DE.pdf","2018_10_Praxisreport_Hueffermann_GB_seiten.pdf"],"description":["PraxisReport Hüffermann DE"," CustomerStory Hüffermann EN"]}
[imageslider] => {"image_link":["A1590898-ret_low_web.jpg","A1590928-ret_low_web.jpg","B1670386-ret_low_web.jpg","B1670393-ret_low_web.jpg","B1670430_low_ret_web.jpg"],"description":["Hüffermann 1","Hüffermann 2","Hüffermann 3","Hüffermann 4","Hüffermann 5"]}
[links] => {"doc_name":["Youtube",""],"doc_link":["https://www.youtube.com/watch?v=IpejOeONOzM",""],"description":["Link",""]}
[article_id] => 0
[ordering] => 2
[access] => 1
[language] => *
[params] =>
[created] => 2018-10-17 12:00:56
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:35:01
[modified_by] => 590
[metakey] =>
[metadesc] => Am Anfang stand der Wunsch, die Überstunden auf Null zu reduzieren. Das Ergebnis war die Umstellung der gesamten Produktion auf EWM-Produkte
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-02 08:23:29
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 27
[hits] => 0
)
[28] => stdClass Object
(
[id] => 14
[catid] => 71
[name] => AST Apparatebau GmbH
[alias] => ast-apparatebau-gmbh
[customer] => AST Apparatebau GmbH
[customer_logo] => images/ast-apparatebau-16995-m.png
[titelbild] => images/referenzen/sliderbilder/EWM_AST_7_web.jpg
[sectorId] => COM_EWMREFERENCE_ANLAGEBAU
[materialId] => ["COM_EWMREFERENCE_EDEL_ALU"]
[processId] => ["COM_EWMREFERENCE_TIG_SPEED"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Solo una cuarta parte del tiempo de soldadura
[benefit_subtext] => A pesar de las estrictas normas industriales para el sector químico, AST Apparatebau GmbH, con sede en la región alemana de Siegerland, consiguió reducir el tiempo de soldadura en hasta un 75% gracias al uso de tigSpeed ...
[teaser] => A pesar de las estrictas normas industriales para el sector químico, AST Apparatebau GmbH, con sede en la región alemana de Siegerland, consiguió reducir el tiempo de soldadura en hasta un 75% gracias al uso de tigSpeed. tigSpeed es un sistema de arrastre de hilo para la soldadura TIG. No solo se alimenta el hilo constantemente, como sucede en la soldadura MIG/MAG, sino que además se extrae siempre automáticamente del baño de soldadura. Así, la alimentación de hilo imita el proceso de soldadura manual de la soldadura TIG.
[casestudy_status] => Los serpentines refrigerantes necesarios para los agitadores se sueldan normalmente desde fuera como medios tubos sobre la envoltura del depósito. En agitadores grandes, las longitudes de costura se pueden añadir rápidamente sobre varios cientos de metros. Para cumplir las normas industriales, las capas de raíz se deben soldar mediante el procedimiento TIG. A continuación, la capa exterior se fabrica con el procedimiento MAG. Los tiempos de fabricación para un metro de costura TIG son de unos 25 minutos, claramente superiores a las velocidades de soldadura de la soldadura TIG.
[casestudy_solution] => Con el sistema de alimentación de hilo tigSpeed para la soldadura TIG es posible realizar una soldadura TIG continua con alimentación sin fin de consumibles de soldadura, sin puntos de refuerzo por el cambio de las varillas de soldadura. Y además, al usarse hilo caliente, puede fundirse más material y, por tanto, soldarse a mayor velocidad.
[casestudy_effectiv] => Hoy en día, los soldadores de AST Apparatebau solo necesitan cinco minutos para un metro de costura de soldadura TIG continua con tigSpeed e hilo caliente. Esto supone un ahorro de tiempo de alrededor del 75% con respecto al proceso de soldadura manual. Para el Director Técnico Joachim Jung, este procedimiento presenta otra ventaja más: «En la soldadura TIG con tigSpeed es especialmente atractiva la posibilidad de seguir automatizando aún más el trabajo de soldadura». Aunque la empresa aún no ha iniciado este camino, el fuerte aumento de la productividad que ofrece el nuevo procedimiento ha convencido allí tanto que ahora también se soldarán los soportes con tigSpeed e hilo caliente. ¡Y en los agitadores hay muchos soportes!
[documents] => {"doc_name":["PraxisReport AST DE"," CustomerStory AST EN"],"doc_link":["053-000044-00000_PraxisReport_AST_DE.pdf","053-000044-00001_PraxisReport_AST_EN_druck.pdf"],"description":["PraxisReport AST DE"," CustomerStory AST EN"]}
[imageslider] => {"image_link":["EWM_AST_1_Ruehrwerksbehaelter_web.jpg","EWM_AST_2_Halbrohre_web.jpg","EWM_AST_4_WIG-Brenner_web.jpg","EWM_AST_5_WIG-Heißdraht_web.jpg","EWM_AST_7_web.jpg"],"description":["Rührwerksbehälter","Halbrohre","WIG Brenner","WIG Heißdraht",""]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 14
[access] => 1
[language] => *
[params] =>
[created] => 2018-10-16 12:31:28
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:29:24
[modified_by] => 590
[metakey] =>
[metadesc] => Trotz der Vorgabe strenger Industrienormen für die Großchemie konnte die AST Apparatebau GmbH aus dem Siegerland die Schweißzeit durch den Einsatz von tigSpeed um bis zu 75 Prozent senken
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 9
[hits] => 0
)
[29] => stdClass Object
(
[id] => 3
[catid] => 60
[name] => Hering
[alias] => hering
[customer] => Hering AG
[customer_logo] => images/referenzen/Hering/Hering_Logo.png
[titelbild] => images/referenzen/Hering/Abb_2_web.jpg
[sectorId] => COM_EWMREFERENCE_ROHRLEITUNGSBAU
[materialId] => ["COM_EWMREFERENCE_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_TIG_SPEED","COM_EWMREFERENCE_WIG_HEISSDRAHT"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Reducción de tiempos de inactividad en hasta un 50%
[benefit_subtext] => En un principio, solo era una idea del Representante de Ventas EWM para soldar uniones de tubos y bridas con TIG. Al final se consiguieron ahorros de hasta el 50% ...
[teaser] => En un principio, solo era una idea del Representante de Ventas EWM para soldar uniones de tubos y bridas con TIG. Al final se consiguió un ahorro de hasta el 50% solo con la reducción de los periodos de inactividad. La soldadura TIG en Hering AG (Gunzenhausen, Alemania) siempre había tenido un papel secundario. EWM puso a disposición de la empresa fabricante de intercambiadores de calor, en forma de préstamo, un alimentador de hilo tigSpeed para la soldadura TIG. En tan solo media hora, los soldadores obtuvieron con él mejores resultados que la persona que realizaba la demostración. Y cuando llegó el momento de volver a llevarse el aparato tras el periodo de prueba de una semana, los soldadores ya se peleaban por poder trabajar con el tigSpeed.
[casestudy_status] => En Hering se utilizan innumerables tubos: muchos de ellos se agrupan en haces de tubos y a continuación se introducen en otro tubo. En Hering AG, los procedimientos de soldadura elegidos para la fabricación de estos intercambiadores de calor eran la soldadura eléctrica manual y la soldadura MIG/MAG. La soldadura TIG solo tiene un papel secundario, estando predestinada para uniones de tubos y bridas. Este procedimiento ofrece costuras de alta calidad reduciendo al mismo tiempo el aporte de calor y con una formación de virutas mínima. De este modo se reduciría considerablemente el trabajo posterior. En cualquier caso, los empleados están acostumbrados a trabajar con una sola mano cuando realizan soldaduras eléctricas manuales, así como a la alimentación de hilo continua en la soldadura MIG/MAG.
[casestudy_solution] => El Representante de Ventas propuso realizar las uniones de tubos y bridas con TIG y tigSpeed, ya que aquí se necesitan uniones de soldadura de muy alta calidad. Para vencer el escepticismo inicial, proporcionó un aparato de este tipo en préstamo. El tigSpeed es un alimentador de hilo TIG. Imita la soldadura TIG manual en el sentido de que superpone a la alimentación de hilo continua un movimiento adelante/atrás adicional. De este modo, los consumibles de soldadura se extraen siempre del baño de soldadura y pasan gota a gota. En la soldadura de hilo caliente, los consumibles de soldadura ya están precalentados. De este modo se vuelve a aumentar el rendimiento de fusión, el material fluye mucho mejor y el resultado es una costura con un aspecto muy uniforme.
[casestudy_effectiv] => Las ventajas son innegables: con la alimentación de hilo automatizada, el soldador podrá dedicar toda su atención al proceso de soldadura. «Una brida se puede soldar al tubo en un solo paso, sin puntos de refuerzo por el cambio de las varillas de soldadura», explica Valmir Xhaferi, Soldador en Hering AG, resumiendo así el procedimiento. Además, gracias al arrastre automático, la otra mano queda libre y se puede usar como apoyo para la mano de guía. «Esto es un gran alivio, sobre todo para costuras largas», señala Xhaferi. Y Christian Rasch, CEO/Junta Directiva de Hering AG, está convencido de que, reduciendo los tiempos de preparación, los ahorros en la empresa serán mucho mayores.
[documents] => {"doc_name":["PraxisReport Hering DE"," CustomerStory Hering EN"],"doc_link":["PraxisReport_Hering_4seitig_DE_12_2016_neu_Myriad.pdf","PraxisReport_Hering_4seitig_EN_12_2016.pdf"],"description":["PraxisReport Hering DE"," CustomerStory Hering EN"]}
[imageslider] => {"image_link":["Abb_1_web.jpg","Abb_2_web.jpg","Abb_4b_web.jpg","Abb_5_web.jpg","Abb_6_web.jpg","Abb_7_web.jpg"],"description":["Hering 1","Hering 2","Hering 3","Hering 4","Hering 5","Hering 6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 3
[access] => 1
[language] => *
[params] =>
[created] => 2017-09-18 12:04:12
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:31:30
[modified_by] => 590
[metakey] =>
[metadesc] => Ursprünglich war es nur eine Idee des Außendienstmitarbeiters von EWM, Rohr-Flansch-Verbindungen mit WIG zu schweißen. Am Ende standen Einsparungen von bis zu 50 Prozent
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-02 08:23:02
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 18
[hits] => 0
)
[30] => stdClass Object
(
[id] => 5
[catid] => 69
[name] => MESA
[alias] => mesa
[customer] => MESA Metall-Stahlbau GmbH
[customer_logo] => images/referenzen/Mesa/mesa.jpg
[titelbild] => images/referenzen/Mesa/L1005599_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_NIEDRIG"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Mayor calidad de soldadura y reducción de costes con ewm maXsolution
[benefit_subtext] => Cuando se perdió el control de los cálculos durante la fabricación de un gran pedido, MESA consultó al Director de Sucursal de EWM en Rathenow, Alemania. En tan solo tres meses ...
[teaser] => Cuando se perdió el control de los cálculos durante la fabricación de un gran pedido, MESA consultó al Director de Sucursal de EWM en Rathenow, Alemania. En tan solo tres meses, y tras un análisis del Asesoramiento en Innovación y Tecnología ewm maXsolution, la empresa adaptó toda su producción. Con el nuevo equipamiento de soldadura de EWM, ahora la empresa no solo puede fabricar con la mejor calidad CL1, sino ha conseguido reducir notablemente los costes.
[casestudy_status] => Al igual que la mayoría de las empresas de tamaño medio en el sector de la construcción con metal y acero, MESA también tiene que producir de la manera más rentable posible y, al mismo tiempo, con una alta calidad, y si es posible, ocupar nichos de mercado lucrativos. MESA vio un nicho de este tipo en la fabricación de vehículos ferroviarios, con sus requisitos de calidad especialmente elevados. Sin embargo, la fabricación con tecnología de soldadura convencional y aparatos de otros fabricantes había resultado ser tan costosa que los cálculos eran muy ajustados. La empresa tuvo que buscar alternativas para la fabricación.
[casestudy_solution] => En el marco del Asesoramiento en Innovación y Tecnología ewm maXsolution, los expertos de EWM pusieron bajo la lupa y analizaron cada paso del proceso de fabricación a lo largo de toda la cadena de procesos. «El asesoramiento no solo era competente y proactivo, sino que además incluía nuevas soluciones a problemas que antes ni nos habíamos imaginado», explica Pierre Mack, Gerente de MESA Metall-Stahlbau GmbH. Con el uso de las máquinas de soldadura y las antorchas de EWM, así como con el innovador procedimiento de soldadura, se consiguieron ahorros en todas las áreas imaginables: en el tiempo de soldadura, en el material, en el gas de protección, en los consumibles de soldadura, en el consumo de corriente, en las piezas de desgaste y, muy especialmente, en el trabajo posterior.
[casestudy_effectiv] => «Hemos reducido el tiempo de producción para soldadura y amolado en nada menos que un 57 por ciento», señala Mack. El motivo es, sobre todo, el nuevo proceso de soldadura forceArc puls. Este innovador arco voltaico se distingue por un menor aporte de calor, apenas tiene proyecciones y permite una velocidad de soldadura más rápida. Además de la soldadura manual, que tan solo requiere un periodo de iniciación muy breve, MESA también consiguió mecanizar algunos procesos de soldadura. La mecanización también permitió aumentar considerablemente la calidad del proceso de soldadura debido a su constancia elevada y uniforme. La inversión se ha amortizado en muy poco tiempo. Pero, sobre todo, el espectro de producción de MESA ha aumentado sensiblemente. «No recibiríamos muchos de los pedidos si no fuéramos capaces de soldar así», declara Mack. «En algunos casos, con aparatos convencionales ni siquiera habríamos podido competir».
[documents] => {"doc_name":["PraxisReport MESA DE"," CustomerStory MESA EN"],"doc_link":["EWM_PraxisReport_Mesa_DE_053_000046_00000.pdf","EWM_CustomerStory_Mesa_EN_053_000046_00001.pdf"],"description":["PraxisReport MESA DE"," CustomerStory MESA EN"]}
[imageslider] => {"image_link":["L1005599_web.jpg","L1005669_web.jpg","L1005738_web.jpg","L1005740_web.jpg"],"description":["Mesa 1","Mesa 2","Mesa 3","Mesa 4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 5
[access] => 1
[language] => *
[params] =>
[created] => 2017-09-15 12:23:28
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:29:08
[modified_by] => 590
[metakey] =>
[metadesc] => Als die Kalkulation beim Fertigen eines größeren Auftrags aus dem Ruder lief, konsultierte MESA den Leiter der EWM-Niederlassung in Rathenow. Innerhalb von nur drei Monaten
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-03 08:21:31
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 59
[hits] => 0
)
[31] => stdClass Object
(
[id] => 1
[catid] => 60
[name] => ITAG
[alias] => itag
[customer] => ITAG Valves & Oilfield Products GmbH
[customer_logo] => images/referenzen/logos_sonst/ITAG_Logo.png
[titelbild] => images/itag1.png
[sectorId] => COM_EWMREFERENCE_ROHRLEITUNGSBAU
[materialId] => ["COM_EWMREFERENCE_NICKEL_BASIS"]
[processId] => ["COM_EWMREFERENCE_MAG_HEISSDRAHT"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Soldadura de recargue con hasta 13,8 kg de rendimiento de fusión
[benefit_subtext] => ITAG Valves & Oilfield Products GmbH
[teaser] => Las válvulas de bola y los grifos de cierre de ITAG Valves & Oilfield Products GmbH se utilizan en tuberías de todo el mundo, en desiertos arenosos secos y en hielo eterno. Allí tienen que aguantar durante más de 25 años sin que los medios agresivos puedan dañarlos. Con una combinación de soldadura MAG y alimentación adicional de hilo caliente, la tecnología de EWM duplica el rendimiento de fusión desde el primer momento. Al mismo tiempo, es fundamental que haya una elevada constancia de todos los parámetros, ya que el proceso es extremadamente sensible a pesar de su rendimiento.
[casestudy_status] => El NBA 625 es una aleación con base de níquel con muy buena resistencia a la corrosión, aunque solo mientras se conserve su composición tecnológica. El contenido en hierro puede afectar especialmente a sus características materiales. Por tanto, es una operación muy difícil aplicar una capa de NBA 625 mediante un procedimiento térmico sobre un acero que contenga carbono sin que se mezclen en gran medida los diferentes materiales y conservando la pureza de la capa aplicada. Estas capas se soldaron en grandes piezas de manera mecanizada, bien por procedimiento MAG y un rendimiento de fusión de 5 kilogramos por hora, o bien con TIG y un rendimiento de fusión de 2,5 kilogramos por hora.
[casestudy_solution] => El objetivo es conseguir el mayor rendimiento de fusión posible con muy poca mezcla. Aunque incluso a los propios ingenieros de aplicaciones de EWM les pareció extraño en un primer momento, la soldadura MAG se combinó en ITAG con una alimentación de hilo adicional con ayuda del alimentador de hilo caliente tigSpeed. La idea que había detrás de esto era llevar más energía de arco voltaico a los consumibles de soldadura. De este modo se fundió menos material de base, lo cual fue beneficioso para la pureza de la capa aplicada. Esto permitió duplicar de una sola vez la capacidad de activación y, por tanto, el rendimiento de fusión.
[casestudy_effectiv] => Los rendimientos de fusión de hasta 13,8 kg por hora son más del doble que con la soldadura MAG, y cuatro veces más que con la soldadura TIG de hilo caliente. Además, las pasadas de soldadura, muy cercanas unas de otras gracias a la altísima constancia en la alimentación del hilo y en los parámetros de soldadura, tan solo presentan una mínima ondulación (de menos de 0,5 milímetros). Así, las soldaduras de la capa aplicada tan solo se deben realizar aproximadamente 1 milímetro más altas que la posterior medida nominal, que se consigue mediante arranque de virutas. Esto permite a ITAG ahorrar no solo tiempo, sino también una gran cantidad de material costoso.
[documents] => {"doc_name":["Praxis Report ITAG DE"," CustomerStory ITAG EN"],"doc_link":["EWM_PraxisReport_Itag_DE_053_000016_000001.pdf","EWM_CustomerStory_Itag_EN_053_000016_00001.pdf"],"description":["Praxis Report ITAG DE"," CustomerStory ITAG EN"]}
[imageslider] => {"image_link":["itag1.png","itag2.png","itag3.png"],"description":["","",""]}
[links] => {"doc_name":["Google"],"doc_link":["http://www.google.de"],"description":["das ist google"]}
[article_id] => 0
[ordering] => 1
[access] => 1
[language] => *
[params] =>
[created] => 2017-07-20 08:33:18
[created_by] => 591
[created_by_alias] =>
[modified] => 2022-01-18 07:35:39
[modified_by] => 590
[metakey] =>
[metadesc] => Die Kugelarmaturen und Absperrhähne der ITAG Valves & Oilfield Products GmbH werden in Pipelines überall auf der Welt eingesetzt – in trockenen Sandwüsten ebenso wie im ewigen Eis. Mit einer Kombination aus MAG-Schweißen und zusätzlicher Heißdrahtzufuhr verdoppelt EWM-Technologie auf Anhieb die Abschmelzleistung.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 32
[hits] => 0
)
[32] => stdClass Object
(
[id] => 6
[catid] => 69
[name] => Geha b.v.
[alias] => geha-b-v
[customer] => Machinefabriek & Apparatenbouw Geha b.v.
[customer_logo] => images/referenzen/logos_sonst/Geha.png
[titelbild] => images/referenzen/geha.png
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_NIEDRIG"]
[processId] => ["COM_EWMREFERENCE_XNET"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Con EWM, la calidad se puede demostrar
[benefit_subtext] => Cuanto más crítico es el componente, mayores son los requisitos de certificaciones de calidad y trazabilidad. Con el Software de Gestión de Calidad ewm Xnet, estos datos están disponibles siempre en todas partes, y pueden aportar mucho más ...
[teaser] => Cuanto más crítico es el componente, mayores son los requisitos de certificaciones de calidad y trazabilidad. Con el Software de Gestión de Calidad ewm Xnet, estos datos están disponibles siempre en todas partes, y pueden aportar mucho más. En la empresa holandesa Machinefabriek & Apparatenbouw Geha b.v., un análisis de los datos de soldadura reveló los tiempos de actividad e inactividad. Dado que los tiempos de inactividad eran excesivos, los responsables analizaron los motivos y adoptaron medidas como el apoyo en las tareas de manipulación o el suministro adicional de material de consumo al puesto de trabajo. Reducir los tiempos de inactividad significa aumentar la productividad, porque unos tiempos de inactividad elevados conllevan importantes costes adicionales.
[casestudy_status] => Los intercambiadores de calor fabricados por Geha, incluyendo sus estructuras de acero, se utilizan en todo el mundo, a veces en las condiciones climáticas más severas. Geha ya había tenido máquinas de soldadura de EWM; la más antigua de ellas se remontaba al año 2002. El objetivo era interconectar todos los aparatos y registrar continuamente todos los parámetros de soldadura, para poder certificar en todo momento y de forma segura la calidad de la costura de la soldadura. Según Franc van Wilgen, gerente de la empresa Geha B.V., el registro continuo de los datos de soldadura será cada vez más importante. Solo con el registro continuo de estos datos se puede certificar realmente la calidad. Estos requisitos ya son aplicables hoy para el cumplimiento de la norma UNE-EN 1090.
[casestudy_solution] => Tras la preinstalación de los cables LAN (para una conexión WiFi en la producción de Geha hay demasiado acero, lo cual podría afectar a la conexión inalámbrica de la red WiFi), se integraron las cinco máquinas de soldadura en la red en un solo día. Desde ese momento, ewm Xnet registra online de forma totalmente automática todos los datos de las cinco máquinas de soldadura. Así, la supervisión de soldadura puede analizar y evaluar los datos tanto en tiempo real como a posteriori. En las obras externas, los datos se registran fuera de línea y se guardan temporalmente en una unidad de almacenamiento. A continuación, estos datos se transfieren al servidor.
[casestudy_effectiv] => ewm Xnet garantiza la calidad de la soldadura, la hace certificable y ayuda a los soldadores a trabajar con previsión. Con ayuda de los datos de soldadura se pueden determinar los momentos óptimos para sustituir las piezas de desgaste, y así hacerlo lo más tarde posible. Esto supone un doble ahorro: no se sustituyen piezas que aún son útiles, y la pérdida de horas de trabajo se retrasa lo máximo posible. De este modo aumenta el tiempo de soldadura productiva. Con ewm Xnet, Geha siempre está segura de haber producido con la calidad requerida y, además, lo puede certificar.
[documents] => {"doc_name":["PraxisReport Geha DE"," CustomerStory Geha EN"],"doc_link":["053-000045-00000_PraxisReport_Geha_4seitig_DE_09_2017.pdf","053-000045-00001_PraxisReport_Geha_4seitig_GB_09_2017.pdf"],"description":["Praxis Report Geha DE"," CustomerStory Geha EN"]}
[imageslider] => {"image_link":["geha.png","geha2.png","geha3.png"],"description":["Geha 1","Geha 2","Geha 3"]}
[links] => {"doc_name":["YouTube"],"doc_link":["https://youtu.be/N10nlNsxaiU"],"description":["EWM Xnet Video"]}
[article_id] => 0
[ordering] => 6
[access] => 1
[language] => *
[params] =>
[created] => 2016-10-17 06:47:45
[created_by] => 591
[created_by_alias] =>
[modified] => 2022-01-18 07:30:33
[modified_by] => 590
[metakey] =>
[metadesc] => Je kritischer das Bauteil, desto höher die Anforderungen an Qualitätsnachweise und Rückverfolgbarkeit. Mit der Qualitätsmanagement-Software ewm Xnet stehen diese Daten immer und überall zur Verfügung – und können noch viel mehr leisten
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 36
[hits] => 0
)
[33] => stdClass Object
(
[id] => 12
[catid] => 57
[name] => Siemens
[alias] => siemens
[customer] => Siemens
[customer_logo] => images/referenzen/logos_schienen/siemens_logo_petrol_cmyk_web.jpg
[titelbild] => images/referenzen/sliderbilder/Siemens_L1000369_web.jpg
[sectorId] => COM_EWMREFERENCE_SCHIENENBAU
[materialId] => ["COM_EWMREFERENCE_SCHWARZ_EDEL"]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Ahorro de hasta el 60% gracias a los menores ángulos de apertura de costura
[benefit_subtext] => Menos pasadas de soldadura equivalen a menos tiempo de soldadura Esto conlleva un menor aporte de calor, con lo que se reduce la deformación de la soldadura y, por tanto, los trabajos de dirección. En total, esto puede suponer un ahorro de hasta el 60% en costes de personal, material y energía.
[teaser] => Menos pasadas de soldadura equivalen a menos tiempo de soldadura Esto conlleva un menor aporte de calor, con lo que se reduce la deformación de la soldadura y, por tanto, los trabajos de dirección. En total, esto puede suponer un ahorro de hasta el 60% en costes de personal, material y energía. Como en Siemens. Siemens ha conseguido estos resultados utilizando el innovador proceso de soldadura forceArc de EWM. Sn embargo, el paso al proceso de soldadura de EWM presentó otra ventaja más: también se redujeron considerablemente las emisiones de humos de soldadura, con lo cual se protege la salud de los soldadores.
[casestudy_status] => Mejorar la calidad reduciendo al mismo tiempo los costes es una de las exigencias más habituales de los clientes. Por eso los ingenieros de soldadura de Siemens que trabajan en el área de tecnología de soldadura siempre buscan posibilidades de ahorro. Y para eso resultaron perfectos los modelos de nuevos tipos de arco voltaico e innovadores enfoques de producción presentados por los expertos en soldadura de EWM en un congreso de DVS. Ya en el propio congreso se acordó una fecha para una demostración.
[casestudy_solution] => El innovador proceso de soldadura forceArc de EWM destaca por su potente arco voltaico, con calor minimizado y direccionalmente estable. Con él se consigue una gran penetración con menos mordeduras, lo que permite reducir considerablemente el ángulo de apertura. Normalmente, las reducciones van de un valor original de 60º a los 30º. Con esto ya se reduce el trabajo preliminar. También desciende considerablemente el número de pasadas de soldadura, con lo cual se reduce el tiempo de soldadura y el consumo de material. Sin embargo, aún más notable es el menor aporte de calor: así se reduce significativamente la deformación de la soldadura, y se ahorran muchos trabajos de dirección a posteriori.
[casestudy_effectiv] => El gran ahorro de tiempo de trabajo gracias a que se necesitan menos pasadas de soldadura, ya que el ángulo de apertura de costura es reducido. Esto también significa menores gastos en gas y electricidad para la máquina de soldadura, a lo que hay que añadir un menor aporte de calor, lo que conlleva menos deformación y, por tanto, menos trabajo posterior: estos son los efectos que trae consigo el uso del innovador proceso de soldadura forceArc en Siemens. Además, el proceso de soldadura se realiza en su mayor parte sin proyecciones, y con él se reducen considerablemente las emisiones de humos de soldadura. De este modo se protege la salud de los soldadores y se minimiza el trabajo posterior. En total, el cambio al innovador proceso de soldadura forceArc en Siemens conlleva un ahorro del 60% en costes de personal, material y energía: todo un éxito en el aspecto económico.
[documents] => {"doc_name":["PraxisReport Siemens DE","CustomerStory Siemens EN"],"doc_link":["WM0864_00_Referenz_Siemens.pdf","WM0864_01_Referenz_Siemens.pdf"],"description":["PraxisReport Siemens DE","CustomerStory Siemens EN"]}
[imageslider] => {"image_link":["Siemens_L1000369_web.jpg","Siemens_L1000389_web.jpg","Siemens_L1000484_web.jpg","Siemens_L1000486_web.jpg","Siemens_L1000505_web.jpg","Siemens_L1000567_web.jpg"],"description":["Siemens 1","Siemens 2","Siemens 3","Siemens 4","Siemens 5","Siemens 6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 12
[access] => 1
[language] => *
[params] =>
[created] => 2013-09-12 12:19:56
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:37:35
[modified_by] => 590
[metakey] =>
[metadesc] => Weniger Schweißraupen bedeuten eine kürzere Schweißzeit. Das bedingt einen geringeren Wärmeeintrag, was den Schweißverzug und damit die Richtarbeiten reduziert. In Summe kann das zu bis zu 60 % Einsparungen von Lohn-, Material- und Energiekosten führen
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 11
[hits] => 0
)
[34] => stdClass Object
(
[id] => 11
[catid] => 57
[name] => Plauen Stahl Technologie GmbH (PST)
[alias] => plauen-stahl-technologie-gmbh-pst
[customer] => Plauen Stahl Technologie GmbH
[customer_logo] => images/referenzen/logos_sonst/plauen.png
[titelbild] => images/referenzen/sliderbilder/Plauen_2a_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_MAG_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Mejor calidad, mayor competitividad
[benefit_subtext] => El arco voltaico forceArc de EWM, potente y con una dirección estable, ha supuesto una verdadera revolución tecnológica en la producción de acero pesado para edificios, incluso en componentes de gran volumen como los que maneja Plauen Stahl Technologie GmbH ...
[teaser] => El arco voltaico forceArc, potente y con una dirección estable, ha supuesto una verdadera revolución tecnológica en la producción de acero pesado para edificios, incluso en componentes de gran volumen como los que maneja Plauen Stahl Technologie GmbH. Con forceArc, la contracapa surge casi sola, incluyendo la dimensión a requerida. Además, cumple todos los requisitos de calidad. De este modo se simplifica el trabajo de soldadura. Además, se ahorran dos pasos en el trabajo.
[casestudy_status] => Los componentes de gran volumen con piezas individuales de pesos a partir de 50 toneladas son el trabajo cotidiano de la empresa «Plauen Stahl Technologie GmbH (PST)». Los componentes son segmentos de puentes como los del puente de Millau, en Francia, armazones de calderas para centrales eléctricas, o portones de esclusas de envergaduras realmente espectaculares. Especialmente en este tipo de estructuras con la máxima exigencia técnica, y en proyectos arquitectónicos extravagantes, es donde la seguridad y la calidad tienen la máxima prioridad.
[casestudy_solution] => El innovado proceso de soldadura forceArc de EWM ha convencido a los responsables con sus resultados de soldadura; buena unión con una penetración profunda y una excelente obtención de raíces y de flancos. Además, forceArc también convence en el aspecto económico: la reducción de los trabajos previos y posteriores, y el ahorro en los costes de personal, material, gas y energía permiten reducir el coste de todo el proceso de soldadura, aumentando además la productividad. Además, a los soldadores les gusta trabajar con el proceso de soldadura forceArc.
[casestudy_effectiv] => Si en el pasado se soldaba por arco sumergido en los tramos PST a partir de 500 milímetros, hoy se sueldan tramos de hasta 800 milímetros y grosores de material de hasta 80 milímetros con el proceso forceArc, con lo que se reduce considerablemente el tiempo de preparación. Los tiempos de inactividad al soldar costuras HV se pudieron reducir considerablemente mediante el uso de forceArc, ya que los trabajos de limpieza y amolado ahora son mínimos. La flexión de la raíz se consigue de forma segura, y su aspecto se puede controlar de forma definida. De este modo, la flexión de la raíz ya genera una soldadura en ángulo con bisel definido, el correspondiente voladizo y la dimensión a requerida.
[documents] => {"doc_name":["PraxisReport Plauen Stahl DE","CustomerStory Plauen Stahl EN"],"doc_link":["ewm0106_13_plauen_DE_low.pdf","ewm0409_13_plauen_GB_low.pdf"],"description":["PraxisReport Plauen Stahl DE","CustomerStory Plauen Stahl EN"]}
[imageslider] => {"image_link":["Plauen_2a_web.jpg","Plauen_3a_web.jpg","Plauen_5a_web.jpg"],"description":["Plauen Stahl 1","Plauen Stahl 2","Plauen Stahl 3"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 11
[access] => 1
[language] => *
[params] =>
[created] => 2013-09-12 12:15:41
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:36:27
[modified_by] => 590
[metakey] =>
[metadesc] => Der druckvolle richtungsstabile forceArc-Lichtbogen von EWM hat förmlich einen Technologiewandel in der Produktion des schweren Stahlhochbaus eingeläutet – auch bei großvolumigen Bauteilen, wie sie die . Plauen Stahl Technologie GmbH bearbeitet
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 9
[hits] => 0
)
)
Todos losinformesprácticos de un vistazo

Stadler Winterthur AG
Fabricación de vehículos ferroviarios
How Stadler in Winterthur is optimising bogie production with EWM technology
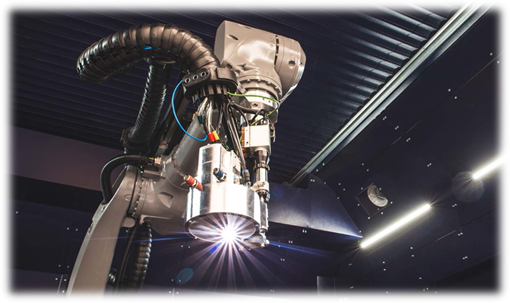

TANICS
Nuclear and magnetic-technology
When radioactive materials need to be safely enclosed in containers, every detail counts


Nordic Steel AS
Construcción de acero
EWM enhances environmental commitment at Nordic Steel


SBS Kft Hungary
Contract manufacturing
A brief look at contract manufacturer SBS Kft Hungary.


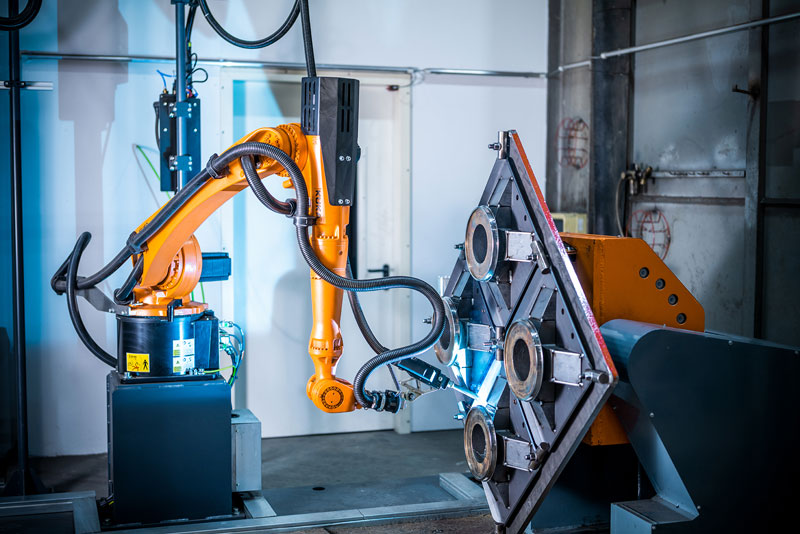
Finsterle GmbH
Otros
Overcoming the challenges of automated welding with fine-grained steels

Vogelsang GmbH & Co. KG
Ingeniería de planta
The user-friendly way to process all kinds of material thicknesses

MST Parts Group
Otros
MST/Hi-Spec Manufacturing manufactures the largest dredger buckets...

IGEFA WEINBRENNER Energy Solutions GmbH
Industria alimentaria y química
Skilled worker shortages, full order books and high quality standards


Schroeder Valves GmbH & Co. KG
Otros
Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer.

Heinrich Döpke GmbH
Otros
Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines...

SAF-Holland
Fabricación de vehículos
Chassis axles designed to carry huge axle loads represent a major challenge in the quality assurance process. This is why SAF-Holland relies on…

Geschwister Scholl school Leutkirch
Otros
Geschwister Scholl school uses EWM complete solution. Vocational students are being trained with ewm Xnet

Gebrüder Stahl GmbH 2020
Otros
Gebrüder Stahl is working with EWM.
TIG welding is faster than MAG welding
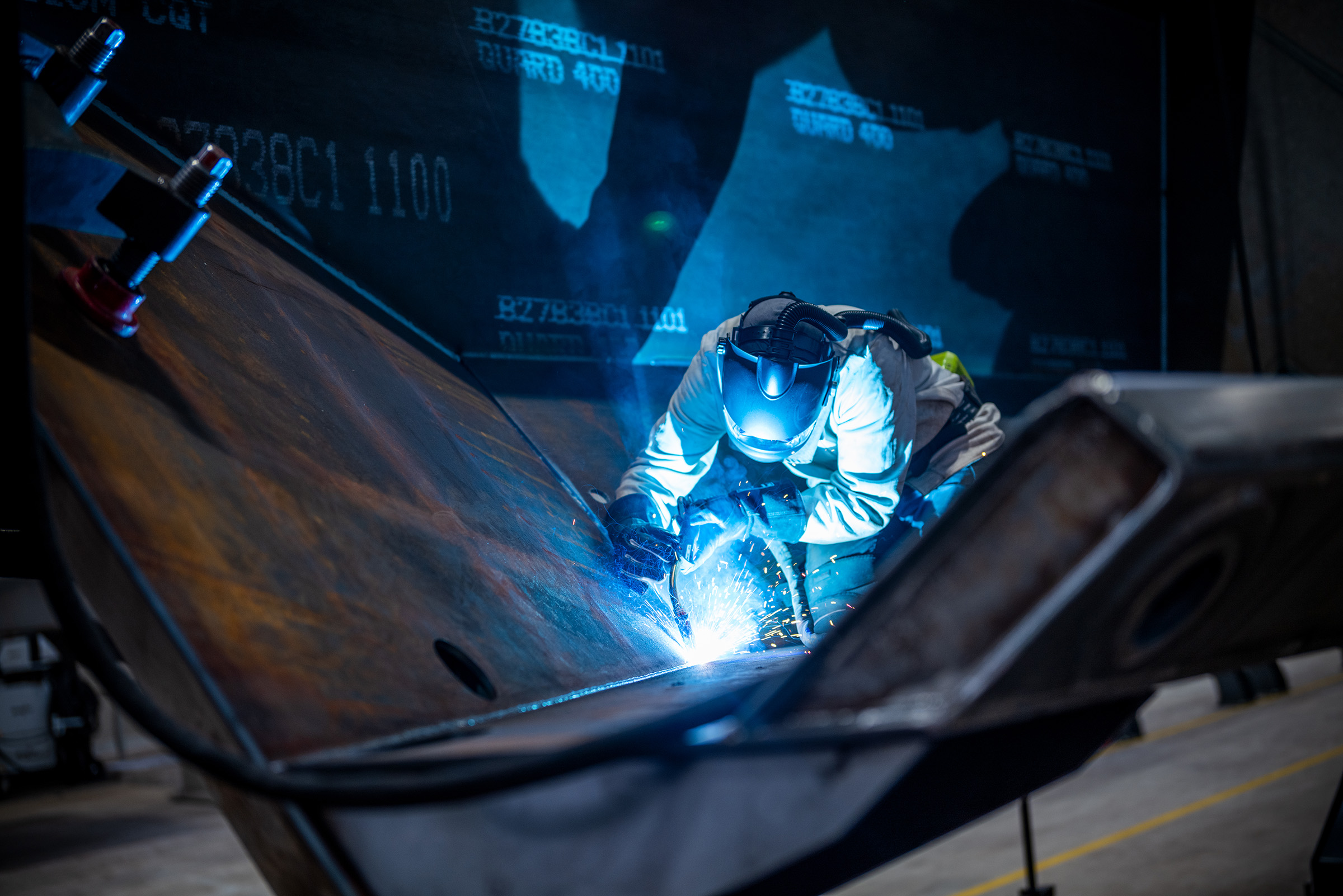
Bell Equipment Deutschland 2020
Fabricación de vehículos
Bell establishes own welding production line with EWM

Chamber of Commerce Aurich 2020
Otros
HWK Aurich places trust in EWM. Aurich Chamber of Commerce 2020

Ebner Industrieofenbau GmbH
Construcción de acero
Every function accessible on the welding torch – Ebner Industrieofenbau GmbH 2019

Schoeller Werk GmbH & Co. KG
Construcción de acero
Top quality in continuous use at Schoeller Werk GmbH & Co. KG

ISW GmbH Steel Components
Construcción de acero
Aumento de la productividad y aseguramiento de la calidad

Ebner Industrieofenbau GmbH 2019
Construcción de acero
Punto, juego y victoria en todas las categorías de la tecnología de soldadura



Hüffermann
Fabricación de vehículos
Hasta un 10% más de remolques por puesto de trabajo y año



MESA
Construcción de acero
Mayor calidad de soldadura y reducción de costes con ewm maXsolution
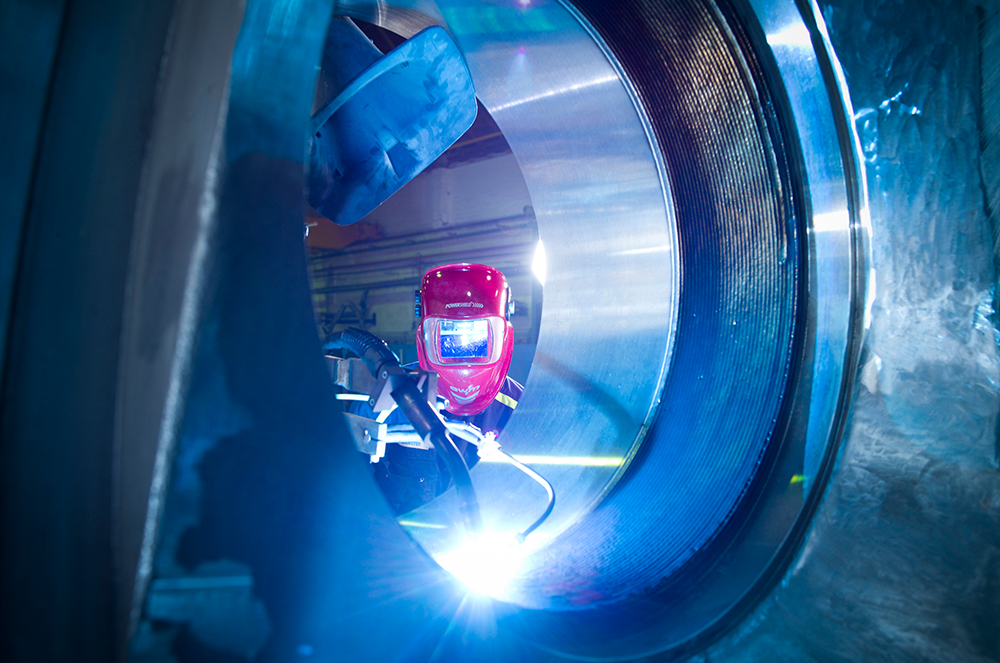
ITAG
Montaje de tuberías
Soldadura de recargue con hasta 13,8 kg de rendimiento de fusión


Siemens
Fabricación de vehículos ferroviarios
Ahorro de hasta el 60% gracias a los menores ángulos de apertura de costura

Plauen Stahl Technologie GmbH (PST)
Construcción de acero
Mejor calidad, mayor competitividad








































































