- Olet tässä:
- Etusivu
Array
(
[0] => stdClass Object
(
[id] => 38
[catid] => 57
[name] => Stadler Winterthur AG
[alias] => stadler-winterthur-ag
[customer] => Stadler Winterthur AG
[customer_logo] => images/referenzen/logos_schienen/stadler_blue_rgb_png.png
[titelbild] => images/referenzen/sliderbilder/stadler_L211977_web.jpg
[sectorId] => COM_EWMREFERENCE_SCHIENENBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MIG_MAG","COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => How Stadler in Winterthur is optimising bogie production
with EWM technology
[benefit_subtext] => Groundbreaking e_ ciency in the manufacture of rail vehicles – Stadler Rail places high demands on the welding process in production. When manufacturing bogies,
it is not only cost-effectiveness and process reliability that are important, but above all precision and high weld seam quality.
EWM masters these challenges with welding machines that impress with their intuitive operation, digital interfaces and reliable performance in daily shift operation.
[teaser] => Groundbreaking e_ ciency in the manufacture of rail vehicles – Stadler Rail places high demands on the welding process in production. When manufacturing bogies,
it is not only cost-effectiveness and process reliability that are important, but above all precision and high weld seam quality.
EWM masters these challenges with welding machines that impress with their intuitive operation, digital interfaces and reliable performance in daily shift operation.
[casestudy_status] => Stadler Winterthur AG is the centre of excellence for bogies within the Stadler Rail Group. Its focus is on precision, cost-effectiveness and process reliability. The complex assemblies are manufactured in two shifts by over 120 welders using a high degree of automation. In addition to the required weld seam quality and reproducibility, the demands on digital welding data management are also growing. In order to ensure quality in the long term and standardise processes, Stadler decided to switch to EWM welding equipment and to use only machines from one manufacturer.
[casestudy_solution] => Since 2024, Stadler Winterthur AG has been relying on welding technology from EWM: over 80 welding machines are in use, including the Titan XQ 400 for MAG welding and the Tetrix XQ 300 for TIG welding. Both systems impress with their intuitive operation, ergonomic functional torches with integrated displays and robust performance in shift operation. The ewm Xnet digital welding management system centrally records, evaluates and documents all process data. This allows quality and efficiency to be monitored and continuously improved in real time.
[casestudy_effectiv] => The switch to EWM welding technology went smoothly and was quickly accepted by employees. The simple handling and clear menu navigation make it easier to train new welders and significantly reduce the error rate. Existing components could continue to be used, which further accelerated integration. Today, Stadler Winterthur AG benefits from more stable production, greater process reliability and a sustainable increase in manufacturing quality – a decisive step towards a future-proof welding process in rail vehicle construction.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["Stadler_Rail_CH_DE_201025_FIN_02.pdf","Stadler_Rail_CH_EN_201025_FIN_02.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["stadler_L211940_web.jpg","stadler_L211977_web.jpg","stadler_L211987_web.jpg","stadler_L212046_web.jpg","stadler_L212065_web.jpg"],"description":["Bild 1","Bild 2","Bild 3","Bild 4","Bild 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 37
[access] => 1
[language] => *
[params] =>
[created] => 2025-12-03 11:06:09
[created_by] => 590
[created_by_alias] =>
[modified] => 2026-01-06 05:58:23
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[1] => stdClass Object
(
[id] => 37
[catid] => 67
[name] => WAAM3D
[alias] => waam3d
[customer] => WAAM3D
[customer_logo] => images/referenzen/logos_luft/WAAM.png
[titelbild] => images/referenzen/sliderbilder/WAAM_Bild2.png
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_METALL","COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_WAAM"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Precise welding technology for additive manufacturing
[benefit_subtext] => Wire Arc Additive Manufacturing (WAAM) has experienced a significant upswing in recent years. This advanced technology allows complex metal structures to be manufactured efficiently and precisely. The British company WAAM3D, a pioneer in the field of WAAM technology, works with EWM welding equipment to produce high-quality metal components for various industries such as aerospace, energy and shipping.
[teaser] => Wire Arc Additive Manufacturing (WAAM) has experienced a significant upswing in recent years. This advanced technology allows complex metal structures to be manufactured efficiently and precisely. The British company WAAM3D, a pioneer in the field of WAAM technology, works with EWM welding equipment to produce high-quality metal components for various industries such as aerospace, energy and shipping.
[casestudy_status] => Wire additive manufacturing (WAAM) offers enormous opportunities, but also presents companies with special challenges. In order to reliably build complex metal structures, the welding systems used must operate with absolute precision and stability over many hours. For WAAM3D, it was therefore clear that a solution had to be found that would ensure uniform layer formation, high repeatability and consistent quality, even during long manufacturing processes.
[casestudy_solution] => The choice fell on plasma welding systems from EWM. With the Tetrix 352 and 552 models, WAAM3D can precisely control the process parameters and thus ensure controlled, reproducible material application. The high duty cycle and flexibility in the use of different materials make the devices the ideal solution for the special requirements of WAAM technology. In addition, the power sources can be easily integrated into WAAM3D's existing automation systems, enabling a consistently efficient and robust production process.
[casestudy_effectiv] => By using EWM welding technology, WAAM3D has been able to significantly increase process reliability and stability. Welding errors, especially with demanding materials such as titanium or Inconel, are reliably avoided. The company benefits from consistently high component quality and can guarantee its customers reliable and reproducible results. In addition to the technical advantages, WAAM3D also values its close cooperation with EWM: fast support, expert advice and the certainty of being well equipped for the future development of the technology.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["WAAM_T4_DE_040825_FIN.pdf","WAAM_T4_EN_230725_FIN.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["WAAM_Bild1.jpg","WAAM_Bild2.png","WAAM_PTA-Part_web.jpg","WAAM_T1_web.jpg","WAAM_T2_web.jpg"],"description":["WAAM3D_Bild1","WAAM3D_Bild2","WAAM3D_Bild3","WAAM3D_Bild4","WAAM3D_Bild4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 36
[access] => 1
[language] => *
[params] =>
[created] => 2025-10-06 09:50:46
[created_by] => 604
[created_by_alias] =>
[modified] => 2025-10-07 08:20:19
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 11
[hits] => 0
)
[2] => stdClass Object
(
[id] => 36
[catid] => 67
[name] => TANICS
[alias] => tanics
[customer] => TANICS™
[customer_logo] => images/referenzen/logos_sonst/Tanics_Blue_AW.png
[titelbild] => images/referenzen/sliderbilder/tanicsIMG_0313.jpg
[sectorId] => COM_EWMREFERENCE_NUR
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_FORCE_TIG"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => When radioactive materials need to be safely enclosed in containers,
every detail counts
[benefit_subtext] => especially the weld seam. With
TANICS™ R-TIG, a robot-assisted welding system for nuclear
applications, and the forceTig® high-performance TIG process
from EWM, a new solution has been developed speci_ cally for
this challenge: It automates the entire welding process, thereby
protecting personnel from radiation exposure and not only
o_ ers absolute process reliability, but also delivers reproducible
seam quality at the highest level.
[teaser] => When radioactive materials need to be safely enclosed in containers,
every detail counts - especially the weld seam. With
TANICS™ R-TIG, a robot-assisted welding system for nuclear
applications, and the forceTig® high-performance TIG process
from EWM, a new solution has been developed speci_ cally for
this challenge: It automates the entire welding process, thereby
protecting personnel from radiation exposure and not only
o_ ers absolute process reliability, but also delivers reproducible
seam quality at the highest level.
[casestudy_status] => Lifelong and absolutely secure sealing is a top priority when it comes to transporting and storing highly radioactive material in specially manufactured stainless steel containers. No one is allowed to be near the welding process when the containers with the nuclear material inside are being sealed. The protection of personnel and absolute process reliability are paramount, so reliable and automated welding solutions are essential. In collaboration with TANICS™, the joint venture between Amentum and Langfields Ltd., we have therefore developed TANICS™ R-TIG.
[casestudy_solution] => TANICS™ R-TIG is a robot-assisted welding system that, in combination with EWM's high-performance forceTig® TIG welding process, meets the highest standards of quality, safety and flexibility in accordance with PD5500 Category 1 and Sellafield Build Level specifications. Different container sizes and seam geometries can be reliably welded – directly on site, fully automated and remote-controlled. Cameras mounted directly on the robot and an integrated inspection system enable the weld seam to be viewed from different angles and ensure seamless quality control.
[casestudy_effectiv] => Reproducibility of seam quality, process reliability and personnel protection. The specifications at the start of the collaboration were clear. And it is precisely at the point where conventional TIG welding reaches its limits that the newly developed TANICS™ R-TIG solution comes into play. It is a practical response to the challenges faced by the nuclear industry and other sectors, meets the strict standards of European norms and is ASME-qualified. TANICS™ R-TIG provides optimum protection for personnel in hazardous environments and ensures the highest weld seam quality at all times.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000281-00000_Tanics_310725_DE.pdf","053-000281-00001_Tanics_310725_EN.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["tanics1.png","tanics2.png","tanics3.png","tanicsDSC_0825.jpg","tanicsDSC_7146.jpg","tanicsIMG_0313.jpg"],"description":["Tanics","Tanics2","Tanics2","Tanics4","Tanics5","Tanics6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 35
[access] => 1
[language] => *
[params] =>
[created] => 2025-08-19 09:50:01
[created_by] => 591
[created_by_alias] =>
[modified] => 2025-08-19 10:48:36
[modified_by] => 591
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 8
[hits] => 0
)
[3] => stdClass Object
(
[id] => 35
[catid] => 57
[name] => alwitra GmbH
[alias] => alwitra-gmbh
[customer] => alwitra GmbH
[customer_logo] => images/referenzen/logos_sonst/ALWITRA.jpg
[titelbild] => images/referenzen/sliderbilder/EWM-React-bei-Alwitra-Trier-022.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_REACT"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Efficient and automated welding with EWM React
[benefit_subtext] => Quality, efficiency and process optimisation. The demands in the manufacturing industry are constantly increasing and require the use of innovative welding technologies. For this reason, alwitra GmbH, a leading provider of system solutions for flat roofs, relies on EWM React. Almost all of the products used for the more than 175 million square metres of sealed roof surfaces per year have to be welded. It is often not only the functionality of the weld seams that counts, but also their appearance. With EWM React, alwitra secures a decisive competitive advantage.
[teaser] => Quality, efficiency and process optimisation. The demands in the manufacturing industry are constantly increasing and require the use of innovative welding technologies. For this reason, alwitra GmbH, a leading provider of system solutions for flat roofs, relies on EWM React. Almost all of the products used for the more than 175 million square metres of sealed roof surfaces per year have to be welded. It is often not only the functionality of the weld seams that counts, but also their appearance. With EWM React, alwitra secures a decisive competitive advantage.
[casestudy_status] => In the past, alwitra used a standard pulse MIG process to manufacture components. The level of automation in the company was rather low at around 30%, as special products made up the majority of production. However, there is great potential for optimisation, particularly in the production of standard components, as increasing automation can further improve quality and reduce costs. alwitra is constantly adapting its product range to current market requirements and is therefore all the more dependent on the use of innovative welding technology.
[casestudy_solution] => Process stability plays an important role for alwitra when using welding robots. This is where EWM React comes into play as an automation solution, as the welding process is the ideal combination of short arc and digital welding process control. Combined with a highly dynamic torch drive, the result is a precise and reliable automation process that delivers perfect welds. EWM React gives the user full control over the droplet transfer and, with the process variants Speed, Positionweld and superPulse, offers tailor-made solutions for even the most demanding welding tasks.
[casestudy_effectiv] => The objective of the cooperation between alwitra and EWM was clearly defined: Automated welding was to take productivity to a new level. This is exactly what has been achieved with EWM React, as the high deposition rates of the spray arc range have been combined with all the advantages of the short arc. Hardly any spatter, minimal distortion, enormous process stability and a reduction in heat input of up to 35% - these advantages speak for themselves. With alwitra, the result is a time saving of more than one minute per workpiece - both during welding and in post-processing.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000272-00000_alwitra.pdf","053-000272-00001_alwitra.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["EWM-React-bei-Alwitra-Trier-022.jpg","EWM-React-bei-Alwitra-Trier-023.jpg","EWM-React-bei-Alwitra-Trier-027.jpg","EWM-React-bei-Alwitra-Trier-032.jpg","EWM-React-bei-Alwitra-Trier-033.jpg","EWM-React-bei-Alwitra-Trier-039.jpg","EWM-React-bei-Alwitra-Trier-042.jpg"],"description":["Alwitra_1","Alwitra_2","Alwitra_3","Alwitra_4","Alwitra_5","Alwitra_6","Alwitra_7"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 34
[access] => 1
[language] => *
[params] =>
[created] => 2024-11-15 06:47:36
[created_by] => 590
[created_by_alias] =>
[modified] => 2024-11-15 07:30:28
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 7
[hits] => 0
)
[4] => stdClass Object
(
[id] => 34
[catid] => 57
[name] => Nordic Steel AS
[alias] => nordic-steel-as
[customer] => Nordic Steel AS
[customer_logo] => images/referenzen/logos_sonst/LogoNordicSteel_WithSlogan_231x31.png
[titelbild] => images/referenzen/sliderbilder/NordicSteel4.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MIG_MAG","COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => EWM enhances environmental commitment at Nordic Steel
[benefit_subtext] => Nordic Steel AS is a leading company in the steel industry and a comprehensive provider of mechanical production solutions. The company has firmly positioned itself as a driving force not only in Norway, but also on a global level. The extensive reference list includes major players from a wide range of industries, such as renewable energy, oil and gas, aquaculture, maritime, HVAC, transport, infrastructure, construction, piping, defence, aerospace, and various other sectors. Nordic Steel has strong and long-lasting partnerships in all these sectors, making it a full-service provider.
[teaser] => Nordic Steel AS is a leading company in the steel industry and a comprehensive provider of mechanical production solutions. The company has firmly positioned itself as a driving force not only in Norway, but also on a global level. The extensive reference list includes major players from a wide range of industries, such as renewable energy, oil and gas, aquaculture, maritime, HVAC, transport, infrastructure, construction, piping, defence, aerospace, and various other sectors. Nordic Steel has strong and long-lasting partnerships in all these sectors, making it a full-service provider.
[casestudy_status] => Nordic Steel AS has been using welding machines from EWM for many years. However, before the strategic partnership between them began, the Norwegian company had problems with various other welding machines. These occurred particularly when welding aluminium, which led to rapid downtimes throughout the welding operation. After analysing the situation in detail, Nordic Steel AS decided to work with EWM in 2010. Since then, the efficiency and quality of the entire welding operation has increased significantly.
[casestudy_solution] => Every welding task is different for the Norwegian full-service provider from the steel industry and with the welding machines from EWM, Nordic Steel is ideally prepared for a wide range of conditions. There are now 26 welding machines at the Bryne site, which are very well suited for aluminium welding thanks to the built-in position welding function and effectively reduce downtimes. In addition, the experience of the company's welders confirms that the machines are user-friendly, produce perfect weld seams and have a robust design.
[casestudy_effectiv] => A central component of Nordic Steel's corporate philosophy is its outstanding commitment to the environment. High standards for top performance and sustainability apply throughout the entire welding operation and are maintained using EWM welding equipment. This is ensured, among other things, by the resource-saving inverter technology and the energy-efficient welding processes. Nordic Steel has been recognised as the most environmentally friendly steelworks in Norway, and its status as an industry pioneer with a strong environmental focus was recognised in 2021 with the "Miljøfyrtårn" (Environmental Lighthouse) award.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000246_00000_Praxisreport_NordicSteel_DE.pdf","053-000246_00001_Praxisreport_NordicSteel_EN.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["NordicSteel4.jpg","NordicSteelDSC_3067.jpg","NordicSteelDSC_3109.jpg","NordicSteelDSC_3118.jpg","NordicSteelSvein.jpg","NordicSteelwelder-on-stairs.jpg","NordicSteelwelder-table.jpg","NordicSteelworkbench.jpg"],"description":["Bild 1","Bild 2","Bild 3","Bild 4","Bild 5","Bild 6","Bild 7","Bild 8"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 33
[access] => 1
[language] => *
[params] =>
[created] => 2024-07-17 11:55:42
[created_by] => 590
[created_by_alias] =>
[modified] => 2024-07-17 11:57:34
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 3
[hits] => 0
)
[5] => stdClass Object
(
[id] => 33
[catid] => 57
[name] => Bilfinger SE
[alias] => bilfinger-se
[customer] => Bilfinger SE
[customer_logo] => images/referenzen/logos_sonst/bilfinger-logo.png
[titelbild] => images/referenzen/sliderbilder/Bilfinger_Noell_superconducting-magnets-bn_190731_11865.jpg
[sectorId] => COM_EWMREFERENCE_NUR
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_MIG_MAG"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Documentation down to seam level
[benefit_subtext] => Traceability and documentation are typical buzzwords, especially when it comes to certified components. Who welded which seam with which parameters and when? All this data is necessary to comply with the obligatory documentation requirements – an obligation that is often perceived as too time-consuming. ewm Xnet provides a remedy and supports welding coordinators and welders in their daily work – as well as doing so much more.
[teaser] => As a nuclear and magnet technology specialist, Bilfinger Noell is certified in accordance with DIN EN 10190 in the highest execution class EXC 4 – with special obligatory documentation.
[casestudy_status] => This documentation often involves huge sheets of paper with extensive tables that are shuffled back and forth between the welding coordination personnel's office and production at the welding site. Welders transfer the welding parameters and the coordinator countersigns them. But it’s so easy to make a writing error when transferring the welding parameters to the paper table. And is it really stored in such a way that it can be retrieved at any time? After all, the worst-case scenario for any welding coordination personnel is when something happens but the relevant documents are not available.
[casestudy_solution] => ewm Xnet brings together everything you need for the documentation. It starts with the relevant WPS. In addition to the parameters, the welding sequence can also be defined. When it comes to welding, the welder logs on via Xnet. This also fulfils the documentation requirements. The barcode assigned to each weld seam is used to set the correct parameters on the machine straight away. This ensures quality that can be proven. All data can be found at any time and can also be analysed afterwards – completely tamper-free.
[casestudy_effectiv] => The introduction of ewm Xnet changes everything in the daily work of a welding coordinator – but at the same time doesn’t really change anything at all. After all, ewm Xnet does not change the work itself. It simply makes work simpler, safer and more efficient. Secure and fast access to all data and the associated documents is a great help, especially during audits and in the event of a warranty claim. The additional recording of consumption data also gives users an idea of actual capacity and costs of the respective projects. The bottom line: weak points can be uncovered quickly and potential utilised.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["052-000232-00000_Praxisreport_Bilfinger_Noll_GmbH.pdf","052-000232-00001_Praxisreport_Bilfinger_Noll_GmbH.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["Bilfinger_Noell_Hot-Cell_KB18274.jpg","Bilfinger_Noell_Schleusen-bn_1803012261.jpg","Bilfinger_Noell_Sge-Rckbau_NPP_ret_DSC8492.jpg","Bilfinger_Noell_superconducting-magnets-bn_190731_11865.jpg","Bilfinger_ANSTO_KKF8004_b_fin_lr.jpg","Bilfinger_Bilder.jpg","Bilfinger_Bilder2.jpg","Bilfinger_Bilder4.jpg","Bilfinger_Bilder6.jpg","Bilfinger_Bilder9.jpg"],"description":["Bilfinger_1","Bilfinger_2","Bilfinger_3","Bilfinger_4","Bilfinger_5","Bilfinger_6","Bilfinger_7","Bilfinger_8","Bilfinger_9","Bilfinger_10"]}
[links] => {"doc_name":["YouTube"],"doc_link":["https://www.youtube.com/watch?v=5ir_qQvN95A"],"description":["Als Nuklear- und Magnettechnik-Spezialist ist Bilfinger Noell nach DIN EN 10190 in der höchsten Ausführungsklasse EXC 4 zertifiziert – mit besonderen Anforderungen an die Dokumentationspflicht."]}
[article_id] => 0
[ordering] => 32
[access] => 1
[language] => *
[params] =>
[created] => 2024-04-04 11:08:58
[created_by] => 590
[created_by_alias] =>
[modified] => 2024-04-04 11:19:24
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 3
[hits] => 0
)
[6] => stdClass Object
(
[id] => 32
[catid] => 57
[name] => SBS Kft Hungary
[alias] => sbs-kft-ungarn
[customer] => SBS Kft
[customer_logo] => images/referenzen/logos_sonst/sbs_logo_rgb.png
[titelbild] => images/referenzen/SBS_3.jpg
[sectorId] => COM_EWMREFERENCE_LOHNFERTIGER
[materialId] => ["COM_EWMREFERENCE_VERSCHIEDENES"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC","COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => A brief look at contract manufacturer SBS Kft Hungary.
[benefit_subtext] => Higher welding quality with a significant reduction in the time required for both welding itself
and finishing work – this sums up contract manufacturer SBS Kft., based in Erdőtelek, Hungary
around 130 km east of Budapest. Thanks to a
greater arc penetration depth, the new forceArc
welding process results in significant time savings alongside an increase in welding quality.
Another benefit is that EWM welding machines
require far fewer spare and wear parts despite a
higher duty cycle. All these effects lead to an increase in productivity.
[teaser] => Higher welding quality with a significant reduction in the time required for both welding itself
and finishing work – this sums up contract manufacturer SBS Kft., based in Erdőtelek, Hungary
around 130 km east of Budapest. Thanks to a
greater arc penetration depth, the new forceArc
welding process results in significant time savings alongside an increase in welding quality.
Another benefit is that EWM welding machines
require far fewer spare and wear parts despite a
higher duty cycle. All these effects lead to an increase in productivity.
[casestudy_status] => Increasing quality requirements and greater cost
pressure are the challenges faced by most contract
manufacturing companies. In the case of welding,
this is synonymous with high welding quality produced in less time. Only through this combination
can a true productivity advantage be achieved.
The spectrum begins with selection of the welding
procedure and can also include design measures.
This was precisely the challenge faced by SBS Kft.
[casestudy_solution] => If a weld seam can be welded from just one side
instead of both, it saves a lot of time – both in
terms of handling and the welding process itself.
This substantial change to the workflow is possible thanks to the innovative forceArc welding
process from EWM. ForceArc is a heat-minimised
pulsed arc with both great penetration depth and
outstanding gap bridging. This makes it possible
to weld the carbon steels being used in a reliable
way with nearly no spatter, yet with the same outstanding welding quality and considerably less finishing work
[casestudy_effectiv] => SBS Kft. were so impressed by the quality and long
duty cycle of the Taurus welding machines from
EWM that they procured 20 welding machines in
a single order and equipped their welding shop
with them. In addition to improving quality, the
company are able to reduce costs thanks to both
a significant reduction in finishing work and a considerable decrease in the number of consumables
used – all the parts used last much longer than
they used to (wear parts in particular).
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000215-00000_SBS_Ungarn.pdf","053-000215-00001_SBS_Ungarn.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["SBS_2.jpg","SBS_3.jpg","SBS_4.jpg"],"description":["SBS_2","SBS_3","SBS_4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 31
[access] => 1
[language] => *
[params] =>
[created] => 2023-09-21 06:02:05
[created_by] => 590
[created_by_alias] =>
[modified] => 2023-10-24 05:58:14
[modified_by] => 595
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 6
[hits] => 0
)
[7] => stdClass Object
(
[id] => 31
[catid] => 67
[name] => Dražice
[alias] => drazice
[customer] => Dražice
[customer_logo] => images/referenzen/logos_sonst/Logo_drazice.jpg
[titelbild] => images/referenzen/drazice_1_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => [""]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Hot water storage tanks and water heaters (boilers)
[benefit_subtext] => Dražice started with the idea of manufacturing the most economical and least failure-prone water heater ever – in short: the best boiler. This became the company’s philosophy. Despite achieving its targets every year, the company continues to optimise its products. This continuous improvement of the quality of their water heaters (boilers), buffer tanks and heating elements has been recognised with various awards, such as the AOVT 2021 Award and the Czech Business Superbrands 2022.
[teaser] => Dražice is the Czech Republic’s leading manufacturer of hot water storage tanks and water heaters.
[casestudy_status] => The Dražice portfolio includes over 380 types or modifications of hot water storage tanks and water heaters as well as various types of buffer tank. The basic structure of the tanks is always similar: A sheet is shaped into a pipe and the seam is welded. A base and lid are then added and also radially welded. It is important to have high-quality seams which will withstand the pressure in the heat accumulators later on.
[casestudy_solution] => The base material for the heat accumulator is structural steel with a yield strength of 230 MPa; the diameters of the pipes range between 500 and 850 mm; the material thickness is between 2 and 3 mm. Each component requires individualised weld seams. With the wide range of welding machines and innovative welding processes, EWM machines always deliver optimal results. What’s more, the control of the welding machines can be easily integrated into Dražice’s plant controls, allowing automated or semi-automated production of the base bodies.
[casestudy_effectiv] => Depending on the application, the Titan XQ 400 puls DW or the Picomig 355 puls is used for automated welding, as they provide the right welding parameters for any material, even aluminium. In manual welding, the Phoenix 405 Progress puls stands out with its wide range of applications, from MIG/MAG to electrode all the way to TIG welding. The drive 4X wire feeder feeds the filler metal safely to the weld spot. This results in almost spatter-free seams, high weld seam quality and minimal post weld work, because for Dražice, reliable weld seams mean high productivity and thus strong performance.
[documents] => {"doc_name":[" PraxisReport_DE"," PraxisReport_EN"],"doc_link":["053-000203-00000_Druzstevni_zavody_Drazice.pdf","053-000203-00001_Druzstevni_zavody_Drazice.pdf"],"description":[" PraxisReport_DE"," PraxisReport_EN"]}
[imageslider] => {"image_link":["drazice_1_web.jpg","drazice_2_web.jpg","drazice_3_web.jpg","drazice_4_web.jpg"],"description":["Drazice_1","Drazice_2","Drazice_3","Drazice_4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 30
[access] => 1
[language] => *
[params] =>
[created] => 2022-11-10 10:50:58
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-11-15 14:40:12
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 2
[hits] => 0
)
[8] => stdClass Object
(
[id] => 30
[catid] => 67
[name] => BRS Motorsport
[alias] => brs-motorsport
[customer] => BRS Motorsport
[customer_logo] => images/referenzen/logos_sonst/logo_motorsport.png
[titelbild] => images/referenzen/motorsport_titel_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => [""]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Formula Student: students build racing car
[benefit_subtext] => Formula Student is an international engineering competition for students. To take part in the competition, each team designs, constructs and manufactures a small formula racing car and also participates in international competitions with it. This gives students a chance to build on their theoretical knowledge from their studies with practical experience in construction and production as well as learn about the economical aspects of the industry.
[teaser] => Every year, BRS Motorsport e. V. develops and manufactures a spectacular electric racing car ...
[casestudy_status] => BRS Motorsport e. V. is a coalition of students that take part in the international Formula Student competition every year. From design and construction all the way to production – the team completed yet another spectacular electric racing car this year. Students are supported by a wide range of industry partners from across all different sectors in their quest to produce innovative vehicles.
[casestudy_solution] => The chassis is a full carbon monocoque constructed using no steel or aluminium welded constructions. To protect the driver’s body and legs in the event the car rolls over or is involved in an accident, the car has a “large” roll bar (main hoop) and a “small” roll bar (front hoop). These are welded constructions made from steel pipes and aluminium square pipes. The aluminium in particular poses a challenge when it comes to the welding procedure and can only be welded safely using high-quality welding machines and suitable welding processes.
[casestudy_effectiv] => Following a training session by EWM application engineers, the students used both the Picomig 305 and Tetrix 230 AC/DC welding machines to weld the individual components on their own. This also included the battery container, a welded construction made from aluminium sheet. Various victories in the electric vehicle class are testament to the club’s high-quality and innovative work.
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000202-00000_BRS_Motorsport_v3.pdf","053-000202-00001_BRS_Motorsport_v3.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["motorsport_titel_web.jpg","motorsport_web.jpg","motorsport_2_web.jpg","motorsport_3_web.jpg"],"description":["Motorsport_Titel","Motorsport_1","Motorsport_2","Motorsport_3"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 29
[access] => 1
[language] => *
[params] =>
[created] => 2022-11-10 10:28:51
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-11-10 10:32:12
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 2
[hits] => 0
)
[9] => stdClass Object
(
[id] => 29
[catid] => 57
[name] => Finsterle GmbH
[alias] => finsterle-gmbh
[customer] => Finsterle GmbH
[customer_logo] => images/referenzen/logos_sonst/Logo_Finsterle.png
[titelbild] => images/referenzen/finsterle_L1530728.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_STAHL","COM_EWMREFERENCE_MAT_SONSTIGE"]
[processId] => ["COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Overcoming the challenges of automated welding with fine-grained steels
[benefit_subtext] => Welding without crack formation. Welders need to be able to weld without cracks forming when joining (weight-bearing) steel components made from fine-grained steels. Preheating the corresponding component reduces thermal stress. Finsterle GmbH’s task for EWM was to automate this step. Developers at our Sales and Technology Centre in Neu-Ulm quickly came up with the basic framework: the system is designed using two separate robot welding cells, each with a positioner, and an integrated preheating unit.
[teaser] => Welding without crack formation. Welders need to be able to weld without cracks forming when joining (weight-bearing) steel components made from fine-grained steels. Preheating the corresponding component reduces thermal stress. Finsterle GmbH’s task for EWM was to automate this step. Developers at our Sales and Technology Centre in Neu-Ulm quickly came up with the basic framework: the system is designed using two separate robot welding cells, each with a positioner, and an integrated preheating unit.
[casestudy_status] => As a toll manufacturer, flexibility is absolutely crucial for Finsterle GmbH. Ultimately, nobody can predict what orders customers will approach the metal construction company with – neither in terms of the application nor in terms of the components. A robot system with two welding cells, each with a positioner, is the perfect base concept. Clamped components are accessible from both sides and the robot can easily reach them. However, previous systems have been purely robot welding solutions without any consideration for a preheating unit.
[casestudy_solution] => The robot arm is equipped with a pneumatically operated tool changer and can be used to hold all kinds of tools. The oxyacetylene torch and the welding torch are located on different sides of the welding booth to avoid any hoses getting in the way during operation. First, the gripper takes hold of the oxyacetylene torch. This is ignited at an external ignition station. Once the base temperature of the component has been sufficiently increased, the oxyacetylene torch is placed in the parking position. The gripper then grabs the welding torch to start welding the steel components.
[casestudy_effectiv] => The automated system for Finsterle GmbH is the first solution of its kind. An automated welding process has previously never been designed for this material due to the required preheating for fine-grained steels. This development is particularly interesting for components with large batch sizes. But Finsterle’s automated solution isn’t just a win from a production standpoint. In times of skilled worker shortages, the new robotic welding system also means the company is now better equipped to face the future challenges of the labour market.
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000198-00000_PraxisReport_Finsterle.pdf","053-000198-00001_PraxisReport_Finsterle.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["finsterle_L1530728.jpg","finsterle_A1260906.jpg","finsterle_A1260941.jpg","finsterle_A1260956.jpg","finsterle_L1530688.jpg","finsterle_L1530756.jpg","finsterle_L1530774.jpg"],"description":["Finsterle_01","Finsterle_02","Finsterle_03","Finsterle_04","Finsterle_05","Finsterle_06","Finsterle_07"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 28
[access] => 1
[language] => *
[params] =>
[created] => 2022-09-06 10:48:17
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-09-06 10:48:17
[modified_by] => 0
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 1
[hits] => 0
)
[10] => stdClass Object
(
[id] => 28
[catid] => 70
[name] => Vogelsang GmbH & Co. KG
[alias] => vogelsang-gmbh-co-kg
[customer] => Vogelsang GmbH & Co. KG
[customer_logo] => images/referenzen/logos_sonst/logo-vogelsang.png
[titelbild] => images/referenzen/Auswahl_DSC_0916_TN_RET_web.jpg
[sectorId] => COM_EWMREFERENCE_ANLAGEBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => The user-friendly way to process all kinds of material thicknesses
[benefit_subtext] => The user-friendly way to process all kinds of material thicknesses
With ten new MIG/MAG XQ welding machines, the company was able to quickly establish welding sites in line with the state of the art.
The result: significantly reduced rework and even more efficient welding processes in the company.
[teaser] => The user-friendly way to process all kinds of material thicknesses
With ten new MIG/MAG XQ welding machines, the company was able to quickly establish welding sites in line with the state of the art.
The result: significantly reduced rework and even more efficient welding processes in the company.
[casestudy_status] => With its machines, the Essen-Oldenburg-based company focuses on the waste management, abattoir, fishing and agricultural sectors. Almost all of its products involve welding work on a wide range of materials, including unalloyed and low-alloy construction steels or chrome-nickel steels with various material thicknesses. This diverse spectrum of work is bolstered by Vogelsang’s high degree of vertical integration. With such a wide range of materials and material thicknesses, the company has high demands for ist welding machines.
[casestudy_solution] => In 2021, the company quickly settled on EWM’s new XQ series. Vogelsang was immediately blown away by what was possible with the new power sources, noting in particular how user-friendly the machines were. The saved JOBs for different materials and material thicknesses were a particular highlight for the company, offering potential to significantly simplify work sequences. These allow the welder to load optimised, pre-programmed machine settings for every task.
[casestudy_effectiv] => The new XQ machines and their processes allow the company to work with extremely low spatter. They also significantly reduce the amount of post-weld work required. In just a few weeks, the positive effects of the XQ welding machines on energy and material consumption will also be clear to see. The machine users were also impressed: they wanted to replace all welding machines with the MIG/MAG XQ series as soon as the first machines were commissioned.
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000187-00000_2022_06_Praxisreport_Vogelsang_V2.pdf","053-000187-00001_2022_06_Praxisreport_Vogelsang_V2.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["Auswahl_DSC_0882_TN_RET_web.jpg","Auswahl_DSC_0885_TN_todoRetusche.JPG","Auswahl_DSC_0898_TN_todoRetusche.JPG","Auswahl_DSC_0907_TN_RET_web.jpg","Auswahl_DSC_0916_TN_RET_web.jpg"],"description":["Vogelsang_Bild 1","Vogelsang_Bild 2","Vogelsang_Bild 3","Vogelsang_Bild 4","Vogelsang_Bild 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 27
[access] => 1
[language] => *
[params] =>
[created] => 2022-07-15 07:46:58
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-07-15 07:46:58
[modified_by] => 0
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 1
[hits] => 0
)
[11] => stdClass Object
(
[id] => 27
[catid] => 57
[name] => MST Parts Group
[alias] => mst-parts-group
[customer] => MST Parts Group
[customer_logo] => images/referenzen/logos_sonst/MST_logo.jpg
[titelbild] => images/referenzen/MST.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_STAHL","COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE"]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => MST/Hi-Spec Manufacturing manufactures the largest dredger buckets...
[benefit_subtext] => The dredger buckets of earthmoving and mining machines have one job: to pick up and move large quantities of heavy rock and stone. It almost goes without saying that the materials used on these machines need to be incredibly wear-resistant and repairs are just part and parcel of the work involved. That’s where the UK-based MST Parts Group comes in as one of the international market leaders in the manufacturing of the world’s largest dredger buckets and their related repairs.
[teaser] => The dredger buckets of earthmoving and mining machines have one job: to pick up and move large quantities of heavy rock and stone. It almost goes without saying that the materials used on these machines need to be incredibly wear-resistant and repairs are just part and parcel of the work involved. That’s where the UK-based MST Parts Group comes in as one of the international market leaders in the manufacturing of the world’s largest dredger buckets and their related repairs.
[casestudy_status] => One cubic metre of natural rock weighs around two tonnes – an MST bucket can carry up to five cubic metres without even breaking a sweat. Of course, this can be particularly demanding on the dredger and its power, as well as the bucket itself. The use of wear-resistant steels as a material choice and for the welding consumables is common...
[casestudy_solution] => From welding machines and a wide variety of welding consumables to bespoke welding torches – EWM’s extensive range makes it the perfect partner for MST Parts Group. To ensure successful repairs, material quality is fundamental when it comes to processing wear-resistant steels such as S355, Weldox and all Hardox materials...
[casestudy_effectiv] => It’s not just MST’s customers who are thrilled with the welding results. The EWM products’ reliability was quickly noticed by MST, too. Thanks to their robust design, EWM products mean no more repair invoices for welding machines...
[documents] => {"doc_name":["...aus der Praxis DE","...Inpractice EN"],"doc_link":["053-000185-00000_Kurzreferenz_MST.pdf","053-000185-00001_Kurzreferenz_MST.pdf"],"description":["...aus der Praxis DE","...Inpractice EN"]}
[imageslider] => {"image_link":["MST.jpg","MST_2.jpg","MST_3.jpg"],"description":["Groß. Schwer. Robust.","Nick Fagandini, Direktor für Schaufeln (links), Lewis Barnes, Funktion (Mitte) und\nAlan Barnes, Betriebsleiter (rechts) in dem größten jemals im Vereinigten Königreich\ngebauten Hochlöffel PC8000.","Die Siebschaufel hat ein Volumen von 25 m³ und wird für die Gewinnung von Gestein\nam Meeresboden verwendet, wobei der Schlick zurückbleibt."]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 26
[access] => 1
[language] => *
[params] =>
[created] => 2022-05-11 05:03:22
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-05-11 05:31:51
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[12] => stdClass Object
(
[id] => 26
[catid] => 57
[name] => IGEFA WEINBRENNER Energy Solutions GmbH
[alias] => igefa-weinbrenner-energy-solutions-gmbh
[customer] => IGEFA WEINBRENNER Energy Solutions GmbH
[customer_logo] => images/referenzen/logos_lebens/igefa-logo.png
[titelbild] => images/referenzen/IGEFA.jpg
[sectorId] => COM_EWMREFERENCE_LEBENSMITTEL
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_COLD_ARC","COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Skilled worker shortages, full order books and high quality standards
[benefit_subtext] => Heat exchangers made by Hof-based company, IGEFA WEINBRENNER Energy Solutions GmbH in the Westerwald region of Germany, are used across many different sectors, from the food, brewing and beverage industry and energy/chemical sector, all the way to the pulp and paper industry. And, just like the production and industrial systems used in these sectors, the heat exchangers used also have to be tailored to the needs of the industry. When it comes to constructing and designing these systems, the use of special materials is just as important as continuous data collection for the purposes of quality assurance.
[teaser] => Heat exchangers made by Hof-based company, IGEFA WEINBRENNER Energy Solutions GmbH in the Westerwald region of Germany, are used across many different sectors, from the food, brewing and beverage industry and energy/chemical sector, all the way to the pulp and paper industry. And, just like the production and industrial systems used in these sectors, the heat exchangers used also have to be tailored to the needs of the industry. When it comes to constructing and designing these systems, the use of special materials is just as important as continuous data collection for the purposes of quality assurance.
[casestudy_status] => Many sectors and companies are currently faced with a challenging combination of skilled worker shortages, full order books and high quality standards to maintain, making efficient and safe processes that ensure optimum use of the given resources all the more important...
[casestudy_solution] => IGEFA WEINBRENNER Energy Solutions GmbH successfully implemented a line of EWM welding machines in the area of TIG welding. As part of the planned switchover within welding production, it also made sense to take a closer look at EWM machines for MAG welding, too...
[casestudy_effectiv] => Choosing the right welding procedure can significantly decrease the amount of post weld work needed and subsequently increase productivity. The increased weld seam quality in the root pass and the reduction in overall welding times both play a part here. That means a more efficient component production...
[documents] => {"doc_name":["...aus der Praxis DE","...Inpractice EN"],"doc_link":["053-000186-00000_Kurzreferenz_IGEFA.pdf","053-000186-00001_Kurzreferenz_IGEFA.pdf"],"description":["...aus der Praxis DE","...Inpractice EN"]}
[imageslider] => {"image_link":["IGEFA.jpg"],"description":["Bild 1"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 25
[access] => 1
[language] => *
[params] =>
[created] => 2022-05-11 04:48:34
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-05-11 05:32:48
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[13] => stdClass Object
(
[id] => 25
[catid] => 58
[name] => Hüffermann Transportsysteme GmbH
[alias] => hueffermann-transportsysteme-gmbh
[customer] => Hüffermann Transportsysteme GmbH
[customer_logo] => images/referenzen/hueffermann/logo_hueffermann.png
[titelbild] => images/referenzen/A1410075-Montage-retusche.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MAG_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => 300 weld seams in 90 minutes
[benefit_subtext] => It was primarily a shortage of skilled workers that motivated Hüffermann Transportsysteme GmbH to break new ground in chassis production. The lorry trailer manufacturer based in Neustadt (Dosse) in the Brandenburg region of Germany now manufactures 16 skeletal and container trailers using the EWM-Euen system every week, almost doubling its production while reducing manpower.
[teaser] => It was primarily a shortage of skilled workers that motivated Hüffermann Transportsysteme GmbH to break new ground in chassis production. The lorry trailer manufacturer based in Neustadt (Dosse) in the Brandenburg region of Germany now manufactures 16 skeletal and container trailers using the EWM-Euen system every week, almost doubling its production while reducing manpower.
[casestudy_status] => The clamping for manual welding of the 7-metre-long components was rather basic. Precise alignment of the longitudinal beams and other components is, however, fundamental for high-quality lorry trailers. That’s why the clamping was planned in such a way as to ensure that the components remained aligned and in position. The integrated longitudinal axis of rotation also improves accessibility, allowing almost all seams to be welded in the flat position. However, a question was raised during the planning of the clamping device: “Why not automate the welding process too?”
[casestudy_solution] => The automation system had to be planned with consideration of circumstances such as the hall structure, clamping device and space conditions. The gantry system with a welding robot on the gantry consists of two separate working areas. The shared sliding door closes one section at a time and the robot can weld while the open side is being loaded. The welding machine, a Phoenix puls, is situated near the partition. The drive 4X wire feeder is situated directly above the drums with the welding consumable and conveys the wire via the cable drag chain (which also carries electricity and gas) to the robot. forceArc puls is the only welding process used. The arc is powerful and deeply penetrates the material. At the same time, the heat input is reduced by the pulsing.
[casestudy_effectiv] => The plant produces 16 skeletal trailers every week with four welders. The welders are mainly charged with loading and tack welding the individual components and assemblies. The actual welding is done by the robots. This has resulted not only in faster welding but also increased quality. Continuous monitoring of the welding parameters in automated welding ensures high-quality weld seams at all times. As the process also produces very little spatter, the post weld work is reduced by 30 per cent and productivity is increased.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000182-00000_Hueffermann_Automatisierung.pdf","053-000182-00001_Hueffermann_Automatisierung.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["A1410075-Montage-retusche.jpg","A1410052-montage.jpg","A1410102.jpg","A1410117.jpg","L1360019-retusche-test.jpg"],"description":["Bild_Hueffermann_1","Bild_Hueffermann_2","Bild_Hueffermann_3","Bild_Hueffermann_4","Bild_Hueffermann_5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 24
[access] => 1
[language] => *
[params] =>
[created] => 2022-03-17 11:56:08
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-03-17 11:58:06
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 3
[hits] => 0
)
[14] => stdClass Object
(
[id] => 24
[catid] => 57
[name] => Schroeder Valves GmbH & Co. KG
[alias] => schroeder-valves-gmbh-co-kg
[customer] => Schroeder Valves GmbH & Co. KG
[customer_logo] => images/featured/logo_schroeder-valves.png
[titelbild] => images/referenzen/Weichpanzerung_Ventilkoerper-Automatisierung_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_SCHWARZ_EDEL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer.
[benefit_subtext] => Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer. All of the components did have one thing in common, though: they were all rotationally symmetrical...
[teaser] => Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer. All of the leading specialist’s components did have one thing in common, though: they were all rotationally symmetrical. This was the starting point for welding machine manufacturer EWM in their mission to develop a custom automation solution tailored to this multifaceted challenge – for parts ranging from just a few hundred grams to up to two and a half tonnes.
[casestudy_status] => Schroeder Valves’ pump protection valves are used particularly for transporting critical media: in refineries, in the chemical industry, in processing and in (nuclear) powerplants. Components used in these areas have to be extremely reliable and last for years. Sealing surfaces of components made from cheap construction steel are therefore reinforced with high-quality stainless steel. Due to both the shortage of good welders and growing quality assurance requirements, however, automation of this step was crucial.
[casestudy_solution] => The solution to this challenge soon became clear to EWM automation experts: a robot system was needed. Having to deal with so many different component sizes was a cause for concern. Small parts require higher dynamics than large components. This quickly gave rise to the idea of three processing stations: one large L-positioner with tilting function for the large valve bodies, one small turning/tilting positioner on a system bench for the small valve bodies, and a third station with a system bench without positioners for any other components.
[casestudy_effectiv] => As the parts were rotationally symmetrical, it was easy to teach the components; teaching is always based on the same programs. Users simply have to set the radius, number of passes and the geometric dimensions of the soft armouring and the robot control will take care of the rest. Some components have an interior diameter of just 32 mm, making them extremely difficult to access. This required a special welding torch construction with a particularly small torch head and large torch neck. The fact that EWM produces its own welding torches in-house was a major plus here.
[documents] => {"doc_name":["PraxisReport DE"," CustomerStory EN","Pressemitteilug DE","Press Release EN"],"doc_link":["2021_053-000168-00000_Praxisreport_Heinrich_Schroeder_Valves_DE.pdf","2021_053-000168-00001_Praxisreport_Heinrich_Schroeder_Valves_EN.pdf","DE_EWM_REF_SchroederValves_PM.pdf","EN_EWM_REF_SchroederValves_PM.pdf"],"description":["PraxisReport DE"," CustomerStory EN","Pressemitteilug DE","Press Release EN"]}
[imageslider] => {"image_link":["Bauteile_Bauteilgrößen_web.jpg","Roboteranlage_web.jpg","Schweißbrennerkonstruktion_web.jpg","Teachprozess_Automatisierung_web.jpg","Weichpanzerung_Ventilkoerper-Automatisierung_web.jpg","EWM_EUEN-Schroeder_Valves_web.jpg"],"description":["Abb1_SchroederValves","Abb2_SchroederValves","Abb3_SchroederValves","Abb4_SchroederValves","Abb5_SchroederValves","Abb6_SchroederValves"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 23
[access] => 1
[language] => *
[params] =>
[created] => 2021-12-02 12:13:15
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:28:50
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[15] => stdClass Object
(
[id] => 23
[catid] => 57
[name] => Heinrich Döpke GmbH
[alias] => heinrich-doepke-gmbh
[customer] => Heinrich Döpke GmbH
[customer_logo] => images/featured/doepke-logo.png
[titelbild] => images/referenzen/EWM_Abb4_Doepke-Rohrschweissen_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_SCHWARZ_EDEL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines...
[benefit_subtext] => Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines – every year. But for Heinrich Döpke GmbH, replacing their old welding machines was especially attractive because of the government subsidy of 18,000 euros.
[teaser] => Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines – every year. But for Heinrich Döpke GmbH, replacing their old welding machines was especially attractive because of the government subsidy of 18,000 euros. Under the new EU Ecodesign Directive, the German government subsidises every tonne of CO2 saved with up to 900 euros. According to this directive, all step switch controlled welding machines are to be taken off the market by 2023 because of their high power consumption and be replaced by more energy-efficient inverter welding machines.
[casestudy_status] => The components that are welded by hand every day at Heinrich Döpke GmbH are more than 20 metres long and several metres wide. Plate thicknesses between 5 and 80 mm require a lot of weld seams. Their step switch controlled welding machines were in use constantly. The company was very sceptical about inverter welding machines, as they’d had a lot of bad experiences with them. And because of that, EWM’s field representative received a rather restrained reception when visiting the new potential customer.
[casestudy_solution] => Nevertheless, the Döpke representatives were already impressed with the EWM welding machines’ inverter technology whilst the products were being demonstrated to them on their own components and in their own production hall. In addition to the machines’ technical performance, they were impressed with the warranty period of up to five years without any limit on operating hours. Then, when a large project was pending and several welding machines failed at the same time, they had to make a decision: repair or invest. Ultimately, the BAFA (Federal Office for Economic Affairs and Export Control) subsidy suggested by the EWM field representative, and its approval after only three weeks, were the crucial arguments for converting the entire production to EWM machines.
[casestudy_effectiv] => The German government rewards every tonne of CO2 saved with up to 900 euros. For savings of nearly two tonnes of CO2 per welding machine per year and a total of 13 new Titan XQ 350 puls and Phoenix welding machines, Heinrich Döpke GmbH was awarded a subsidy in the amount of 18,000 euros. Now, the company not only owns energy-saving inverter welding machines, but it can save lots of other costs as well; gas consumption, wear on gas nozzles and working time are also significantly reduced. So, the investment pays off in every regard: for the company and for the environment.
[documents] => {"doc_name":["PraxisReport DE"," CustomerStory EN","Pressemitteilung DE","Press Release EN"],"doc_link":["2021_053-000169-00000_Praxisreport_Heinrich_Döpke_GmbH_DE.pdf","2021_053-000169-00001_Praxisreport_Heinrich_Döpke_GmbH_EN.pdf","2021_DE_REF_Heinrich-Doepke_PM.pdf","2021_EN_REF_Heinrich-Doepke_PM.pdf"],"description":["PraxisReport DE"," CustomerStory EN","Pressemitteilung DE","Press Release EN"]}
[imageslider] => {"image_link":["EWM_Abb1_Schweisser_Doepke_web.jpg","EWM_Abb2_Doepke-Ansprechpartner_Montage_web.jpg","EWM_Abb3_Doepke_Saugbagger_web.jpg","EWM_Abb4_Doepke-Rohrschweissen_web.jpg","EWM_Abb5_Doepke_Beratungssituation_web.jpg","EWM_Abb6_Doepke-Alte-Schweissgeraete_web.jpg"],"description":["Abb1_Doepke","Abb2_Doepke","Abb3_Doepke","Abb4_Doepke","Abb5_Doepke","Abb6_Doepke"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 22
[access] => 1
[language] => *
[params] =>
[created] => 2021-12-02 11:32:28
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:27:16
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 4
[hits] => 0
)
[16] => stdClass Object
(
[id] => 22
[catid] => 57
[name] => SAF-Holland
[alias] => saf-holland
[customer] => SAF-Holland
[customer_logo] => images/featured/SAF-HOLLAND-Group-Logo-3D_grau.png
[titelbild] => images/referenzen/Bild1.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Chassis axles designed to carry huge axle loads represent a major challenge in the quality assurance process. This is why SAF-Holland relies on…
[benefit_subtext] => Chassis axles with axle loads of up to 26 tonnes represent a major challenge in the quality assurance process. This is why SAF-Holland relies on ewm Xnet for quality monitoring and control of the manually welded pendulum axes. This welding management system not only continuously monitors and documents every welding parameter, but also ensures the consistent quality of the weld seams.
[teaser] => Chassis axles with axle loads of up to 26 tonnes represent a major challenge in the quality assurance process. This is why SAF-Holland relies on ewm Xnet for quality monitoring and control of the manually welded pendulum axes. This welding management system not only continuously monitors and documents every welding parameter, but also ensures the consistent quality of the weld seams.
[casestudy_status] => SAF-Holland has fully adopted the zero-defect strategy. When it comes to welding processes, this strategy ensures that every weld seam is created using exactly the right welding parameters – every single time. This is easy to verify when using automated and robotic processes, as these parameters are subject to continuous automatic monitoring. It’s more difficult with manual welding. This is where the welding management system ewm Xnet comes in.
[casestudy_solution] => ewm Xnet works continuously to record and store every welding parameter during the manual welding process, allowing them to be accessed and checked whenever necessary. If the welding parameters are within certain predefined tolerances, then the welding result is of the required quality.
In order to achieve a clear allocation between the welding parameters and the component, every single component at SAF-Holland receives a unique dot-peened serial number as well as a QR code. This ensures that the component is clearly defined and allows all parameters to be assigned to it.
[casestudy_effectiv] => This makes the welder’s job a lot easier, and choosing incorrect welding parameters is impossible. Before welding, the welder scans the component’s serial number. They then hold the Xbutton in front of the welding machine. The Xbutton is an RFID chip in which the welding coordination personnel preset the relevant parameters and tolerances. Wrong choices of settings are avoided thanks to the welding parameters being allocated to components on the Xbutton. This is because the welder only has access to the preset parameters. An essential component of the zero-defect strategy.
[documents] => {"doc_name":["PraxisReport DE","CustomerStory EN"],"doc_link":["Praxisreport_SAF_Holland_08-2021_V6.pdf","CustomerStory_SAF_Holland_ewm Xnet_07-2021_EN.pdf"],"description":["PraxisReport DE","CustomerStory DE"]}
[imageslider] => {"image_link":["Bild1.jpg","Bild2.jpg","Bild3.jpg","Bild4.jpg","Bild5.jpg"],"description":["SAF Bild 1","SAF Bild 2","SAF Bild 3","SAF Bild 4","SAF Bild 5"]}
[links] => {"doc_name":["YouTube"],"doc_link":["https://www.youtube.com/watch?v=SOQuZUyadQI"],"description":["SAF Holland nutzt Xnet"]}
[article_id] => 0
[ordering] => 21
[access] => 1
[language] => *
[params] =>
[created] => 2021-07-22 12:49:23
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:36:59
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 10
[hits] => 0
)
[17] => stdClass Object
(
[id] => 21
[catid] => 57
[name] => Geschwister Scholl school Leutkirch
[alias] => geschwister-scholl-schule-leutkirch
[customer] => Geschwister-Scholl-Schule Leutkirch
[customer_logo] => images/featured/gss-logo-hoch-eda04ffd.png
[titelbild] => images/referenzen/Abb1_Unterricht-KFZ_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_ALL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Geschwister Scholl school uses EWM complete solution.
Vocational students are being trained with ewm Xnet
[benefit_subtext] => The Geschwister Scholl school, a competence centre for business, care, social services and technology in Leutkirch, is preparing its students for a future in Industry 4.0. To that end, Anton Netzer, technology instructor in the metal construction department, uses the Welding 4.0 solution by EWM AG in Mündersbach.
[teaser] => Industry 4.0 is when people, machines and industrial processes connect intelligently. This is how the German Federal Ministry for Economic Affairs and Energy defines the fourth industrial revolution that is currently taking place in companies. The Geschwister Scholl school, a competence centre for business, care, social services and technology in Leutkirch, is preparing its students for this aspect of the future. To that end, Anton Netzer, technology instructor in the metal construction department, uses the Welding 4.0 solution by EWM AG in Mündersbach.
[casestudy_status] => Industry 4.0 is currently a hot topic for all businesses within the world of metal construction. Many companies are already working with networked processes and using state-of-the-art welding machines and digital management solutions. The Geschwister Scholl school was faced with the challenge of preparing its students for this new reality and training them accordingly. “We want our students to learn the technologies that are offered in companies,” says Netzer. However, until 2020, the school only had access to step switch-controlled machines.
[casestudy_solution] => The school’s technical arsenal of nine welding booths was upgraded with Welding 4.0, the EWM complete system for welding. It includes state-of-the-art welding machines and the digital quality management system for welding, ewm Xnet. The future construction mechanics and construction technicians training here now work with the EWM inverter welding machine Tetrix 230 for TIG and the Titan XQ puls for MIG/MAG and MMA. In addition, the multi-process welding machine provides the trainees directly with all the innovative XQ welding processes by EWM.
[casestudy_effectiv] => The modern EWM complete solution has completely changed training at the vocational school. Students now learn on the same machines that they use at their training companies. What’s more, the system with ewm Xnet also detects parameter changes immediately and signals these to the user. Anton Netzer takes advantage of these features for his training: “We can weld and then immediately look at the data together, analyse it and complete it. Where are the mistakes? Where is room for improvement?” explains Netzer.
[documents] => {"doc_name":["PraxisReport Geschw. Scholl Schule DE"," CustomerStory Geschw. Scholl Schule EN"],"doc_link":["PraxisReport_Geschwister-Scholl-Schule_ewm-Xnet_2020.pdf","PraxisReport_Geschwister-Scholl-Schule_ewm-Xnet_2020_EN.pdf"],"description":["PraxisReport Geschw. Scholl Schule DE"," CustomerStory Geschw. Scholl Schule EN"]}
[imageslider] => {"image_link":["Abb1_Unterricht-KFZ_web.jpg","Abb2_Schweisskabinen_web.jpg","Abb3_ewmXnet_web.jpg","Abb4_Kabine3_web.jpg","Abb5_Unterricht_web.jpg","Abb6_Netzer_Golz_web.jpg"],"description":["Abb 1","Abb 2","Abb 3","Abb 4","Abb 5","Abb 6"]}
[links] => {"doc_name":["Video"],"doc_link":["https://www.youtube.com/watch?v=9_S0RiJFL_U"],"description":["Geschwister-Scholl-Schule Leutkirch nutzt ewm-Xnet"]}
[article_id] => 0
[ordering] => 20
[access] => 1
[language] => *
[params] =>
[created] => 2021-01-25 11:07:50
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:30:49
[modified_by] => 590
[metakey] =>
[metadesc] => Die Geschwister-Scholl-Schule, Kompetenzzentrum für Gewerbe, Pflege, Soziales und Technik in Leutkirch, bereitet ihre Schülerinnen und Schüler auf eine Zukunft in Industrie 4.0 vor. Im Bereich Metallbau nutzt Anton Netzer, Technischer Lehrer, dafür die Welding-4.0-Lösung der EWM AG aus Mündersbach.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 7
[hits] => 0
)
[18] => stdClass Object
(
[id] => 20
[catid] => 57
[name] => Gebrüder Stahl GmbH 2020
[alias] => gebrueder-stahl-gmbh
[customer] => Gebrüder Stahl GmbH
[customer_logo] => images/featured/logo.png
[titelbild] => images/referenzen/1_Gebrüder_Stahl_2020-Freigegeben_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_ALL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Gebrüder Stahl is working with EWM.
TIG welding is faster than MAG welding
[benefit_subtext] => Gebrüder Stahl GmbH in the Sauerland has, for the most part, replaced its MAG welding with TIG welding. With tigSpeed, the wire feeder for TIG welding, the Wenden-based company has increased its welding speed and quality when welding heat exchangers and cooler bundles.
[teaser] => Gebrüder Stahl GmbH in the Sauerland has, for the most part, replaced its MAG welding with TIG welding. With tigSpeed, the wire feeder for TIG welding, the Wenden-based company has increased its welding speed and quality when welding heat exchangers and cooler bundles.
[casestudy_status] => With a diameter of up to 3 metres and a length of up to 30 metres, heat exchangers have an individual weight of up to 35 tonnes. High-alloy special materials are used here that require appropriate welding fillers when welding nickel-based alloys. The weld seams must be x-ray proof. However, these materials also have a tendency to form hot cracks.
[casestudy_solution] => The use of tigSpeed reduces the heat input during TIG welding. This prevents hot cracks and increases the weld seam quality. The low welding speed is also increased through the use of tigSpeed by EWM. As with MIG/MAG welding, for the wire feeder for TIG welding, the filler material comes from the spool. Here, an additional movement can be superimposed on the continuous wire feeding, which feeds and retracts the wire.
[casestudy_effectiv] => Higher, even seem quality at higher speed, saving materials, energy and work time – Operations Manager Carsten Schröter is very pleased: “The EWM machines are the perfect match for our company. The greatest benefits are the flexibility, the short set-up times and the position-independent welding result.”
[documents] => {"doc_name":["PraxisReport Gebr. Stahl DE"," CustomerStory Gebr. Stahl EN"],"doc_link":["Praxisreport_Gebrüder_Stahl_04-2020_Final.pdf","Praxisreport_Gebrüder_Stahl_04-2020_EN.pdf"],"description":["PraxisReport Gebr. Stahl DE"," CustomerStory Gebr. Stahl EN"]}
[imageslider] => {"image_link":["1_Gebrüder_Stahl_2020-Freigegeben_web.jpg","11_Gebrüder_Stahl_2020-Freigegeben_web.jpg","13_Gebrüder_Stahl_2020-Freigegeben_web.jpg","21_Gebrüder_Stahl_2020-Freigegeben_web.jpg"],"description":["Gebr. Stahl 1","Gebr. Stahl 2","Gebr. Stahl 3","Gebr. Stahl 4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 19
[access] => 1
[language] => *
[params] =>
[created] => 2020-08-21 11:46:00
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:30:20
[modified_by] => 590
[metakey] =>
[metadesc] => Bei der Gebrüder Stahl GmbH im Sauerland hat das WIG-Schweißen das MAG-Schweißen in großen Teilen abgelöst. Mit tigSpeed, dem Drahtvorschubgerät fürs WIG-Schweißen, hat das Wendener Unternehmen beim Schweißen von Wärmetauschern und Kühlerbündeln die Schweißgeschwindigkeit und -qualität sogar gesteigert.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 9
[hits] => 0
)
[19] => stdClass Object
(
[id] => 19
[catid] => 58
[name] => Bell Equipment Deutschland 2020
[alias] => bell-equipment-deutschland
[customer] => Bell Equipment Deutschland
[customer_logo] => images/referenzen/logos_fahrzeug/Bell_ident.png
[titelbild] => images/referenzen/Abb3_Schwer-zugaenglich.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE"]
[processId] => ["COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Bell establishes own welding production line with EWM
[benefit_subtext] => When looking to establish its own welding production line at its German site near Eisenach, South African construction machinery manufacturer, Bell Equipment, sought the help of Ralf Rauh, site manager at EWM in Nossen, to plan and implement the new line. As part of ewm maXsolution, Bell Equipment opted for an EWM complete solution with modern inverter technology. After just a few months, its new production line had proven to be an economical and sustainable success.
[teaser] => When looking to establish its own welding production line at its German site near Eisenach, South African construction machinery manufacturer, Bell Equipment, sought the help of Ralf Rauh, site manager at EWM in Nossen, to plan and implement the new line. As part of ewm maXsolution, Bell Equipment opted for an EWM complete solution with modern inverter technology. After just a few months, its new production line had proven to be an economical and sustainable success.
[casestudy_status] => Bell Equipment Deutschland supplies 22 European countries and North America with articulated dump trucks and spare parts. Until 2018, the bins for these trucks produced in Germany came from South Africa. However, the environmental ideas rooted in the companies’ principles, as well as other reasons, led to the company establishing its own production line in Germany. This line was intended to take over the South African welding production processes with its step switch-controlled machines.
[casestudy_solution] => Bin production for Bell Equipment Deutschland has now been going strong since 2019. Taking the advice of Ralf Rauh, the company opted for the EWM complete solution with a total of 22 Taurus 505 Basic welding machines. The power source is similar to a step switch-controlled machine in its operation, yet, thanks to digital technology and the EWM quality, it saves a lot of energy.
[casestudy_effectiv] => Bell Equipment Deutschland can now respond to enquiries and orders more quickly and with more flexibility. It also means production is more economical and sustainable. Working with EWM, in no time Bell Equipment were able to save up to 30% on consumables and wear materials, depending on the use and workspace. In close coordination with South Africa, the company now aims to further streamline production in the coming years together with EWM.
[documents] => {"doc_name":["PraxisReport Bell DE"," CustomerStory Bell EN"],"doc_link":["Praxisreport_Bell_Equipment_03-2020_DE.pdf","Praxisreport_Bell_Equipment_03-2020_EN.pdf"],"description":["PraxisReport Bell DE"," CustomerStory Bell EN"]}
[imageslider] => {"image_link":["Abb1_Knickgelenkte-Muldenkipper.jpg","Abb2_Mulde.jpg","Abb3_Schwer-zugaenglich.jpg","Abb4_Drahtvorschubgeraet.jpg","Abb5_Ansprechpartner.jpg"],"description":["Bell Equipment Abb 1","Bell Equipment Abb 2","Bell Equipment Abb 3","Bell Equipment Abb 4","Bell Equipment Abb 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 18
[access] => 1
[language] => *
[params] =>
[created] => 2020-06-02 13:20:01
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:29:40
[modified_by] => 590
[metakey] =>
[metadesc] => Als der südafrikanische Baumaschinenhersteller Bell Equipment an seinem deutschen Standort nahe Eisenach eine eigene Schweißproduktion aufbaute, war Ralf Rauh, Leiter des EWM-Standorts in Nossen, in Planung und Umsetzung einbezogen. Er stellte dafür im Rahmen von ewm maXsolution eine EWM-Komplettlösung mit moderner Invertertechnologie zusammen. Nach nur wenigen Monaten hatte sich die eigene Fertigung wirtschaftlich und nachhaltig bereits bewährt.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[20] => stdClass Object
(
[id] => 18
[catid] => 57
[name] => Chamber of Commerce Aurich 2020
[alias] => handwerkskammer-aurich
[customer] => HWK Aurich
[customer_logo] => images/referenzen/logos_sonst/Logo_HWK_Aurich-480x320.jpg
[titelbild] => images/referenzen/sliderbilder/image6.jpeg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_ALL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => HWK Aurich places trust in EWM. Aurich Chamber of Commerce 2020
[benefit_subtext] => Budding metalworkers, apprentices in metal construction and attendees of retraining courses offered by the Aurich Chamber of Commerce (HWK) are well-equipped for the future of all things welding: Working together with EWM Ibbenbüren site manager, Johann Martin, Matthias Siefken’s (head of welding technology at Aurich IHK) entire department switched to EWM machines.
[teaser] => Budding metalworkers, apprentices in metal construction and attendees of retraining courses offered by the Aurich Chamber of Commerce (HWK) are well-equipped for the future of all things welding: Matthias Siefken’s (head of welding technology at Aurich IHK) entire department was provided with modern welding machines such as the Titan XQ 400 AC puls or the compact and decompact Titan XQ puls.
[casestudy_status] => The Aurich Chamber of Commerce trains metalworkers, apprentices in metal construction and attendees of retraining courses. Matthias Siefken, head of the welding technology department, aimed to switch the welding machines used in training to one manufacturer. For the HWK, it was important to use this opportunity to invest in state-of-the-art welding solutions.
[casestudy_solution] => Together with sales partner Azetylenwerk Ernst Schulz GmbH, the EWM site in Ibbenbüren provided the HWK Aurich with 32 new EWM welding machines and the corresponding welding torches. As well as the Titan XQ 400 AC puls and the compact and decompact Titan XQ puls, apprentices will now get to work with welding machines such as Tetrix, Wega and Pico puls. In addition, all of the welding machines – including the step switch-controlled Wega – were connected to one another using gateways with the welding quality management software, ewm Xnet.
[casestudy_effectiv] => From now on, budding metalworkers, apprentices in metal construction and attendees of retraining courses held by Matthias Siefken will weld exclusively using EWM welding machines. In doing so, they will learn about various welding procedures and how to work with different materials and state-of-the-art welding processes. With ewm Xnet, the used parameters can be recorded and read in real time, allowing welders to identify welding errors easily and clearly. Another plus is that the welding machines already comply with the new Ecodesign Directive that will come into effect in January 2021.
[documents] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[imageslider] => {"image_link":["image6.jpeg","image4.jpeg","image1.jpeg"],"description":["HWK 1","HWK 2","HWK 3"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 17
[access] => 1
[language] => *
[params] =>
[created] => 2020-03-05 08:43:09
[created_by] => 590
[created_by_alias] =>
[modified] => 2021-01-07 09:44:34
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2022-05-11 05:47:35
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 4
[hits] => 0
)
[21] => stdClass Object
(
[id] => 17
[catid] => 69
[name] => Ebner Industrieofenbau GmbH
[alias] => ebner-industrieofenbau-gmbh-2
[customer] => Ebner Industrieofenbau GmbH
[customer_logo] => images/referenzen/logos_sonst/EBNER-Industrieofenbau-GmbH_logo.png
[titelbild] => images/referenzen/Ebner/Abb2_Zwei_Drahtvorschubgeraete-Version-3_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_NICKEL_BASIS","COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE","COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Every function accessible on the welding torch – Ebner Industrieofenbau GmbH 2019
[benefit_subtext] => At Ebner, the specialist for heat treatment technology and industrial furnaces, based in the Austrian city of Leonding near Linz, welders are able to weld large sections with components sometimes reaching the dimensions of a standard detached house. The PM welding torch RD3 X from EWM doesn’t just save welders all the toing and froing.
[teaser] => At Ebner, the specialist for heat treatment technology and industrial furnaces, based in the Austrian city of Leonding near Linz, welders are able to weld large sections with components sometimes reaching the dimensions of a standard detached house. With the PM welding torch RD3 X from EWM, all parameter settings can be made directly via the integrated display. This means it is no longer necessary to walk to and from the welding machine, making welding much more productive.
[casestudy_status] => For the components welded at Ebner, the weld seams are often situated up to five meters above the ground. The welders are always provided with ample safety equipment, but once they’re up there, they want to weld, not climb.
[casestudy_solution] => With the PM welding torch RD3 X by EWM, the welder can make changes to the machine control from their welding position The action radius between the welding machine and the welding torch can reach up to 50 metres. What’s more, the welding torches also come with improved ergonomics and are lightweight with a balanced design and integrated signal light to light up dark working areas.
[casestudy_effectiv] => “Being able to change parameters on the torch itself, without restriction” is one of the main advantages of a PM welding torch, according to Christian Gruber, Ebner’s welding supervisor. The welding torch also features long-lasting consumables with the contact tip, significantly reducing consumption and replacement times, as well as saving on their related costs.
[documents] => {"doc_name":["PraxisReport Ebner DE"," CustomerStory Ebner EN"],"doc_link":["Praxisreport_Ebner_10-2019_DE.pdf","Praxisreport_Ebner_10-2019_EN.pdf"],"description":["PraxisReport Ebner DE"," CustomerStory Ebner EN"]}
[imageslider] => {"image_link":["Abb2_Zwei_Drahtvorschubgeraete-Version-3_web.jpg","Abb5_Ansprechpartner_Ebner_web.jpg","B2040801_web.jpg","B2040894_web.jpg","B2040900_web.jpg"],"description":["Ebner 1","Ebner 2","Ebner 3","Ebner 4","Ebner 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 16
[access] => 1
[language] => *
[params] =>
[created] => 2020-02-13 14:36:39
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:29:52
[modified_by] => 590
[metakey] =>
[metadesc] => Bei der Firma Ebner, Spezialist für Wärmebehandlungstechnologien und Industrieofenbau aus dem österreichischen Leonding bei Linz, legen die Schweißer große Strecken zurück, denn die Bauteile können schon mal die Dimensionen eines Einfamilienhauses erreichen. Mit dem PM-Brenner RD3 X von EWM sparen Schweißer nicht nur lange Wege.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2020-02-13 09:21:31
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 17
[hits] => 0
)
[22] => stdClass Object
(
[id] => 16
[catid] => 57
[name] => Schoeller Werk GmbH & Co. KG
[alias] => schoeller-werk-gmbh-co-kg
[customer] => Schoeller Werk GmbH & Co. KG
[customer_logo] => images/referenzen/logos_sonst/schoeller.png
[titelbild] => images/referenzen/sliderbilder/_SWHtitle.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_EDEL_ALU"]
[processId] => ["COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Top quality in continuous use at Schoeller Werk GmbH & Co. KG
[benefit_subtext] => The family-run Schoeller Werk GmbH & Co. KG is one of the world’s leading manufacturers of longitudinally welded stainless-steel tubes. Schoeller’s customers have the most demanding requirements for their products. To meet these requirements, Schoeller has been relying on EWM AG welding machines for around 25 years – and successfully so.
[teaser] => The family-run Schoeller Werk GmbH & Co. KG is one of the world’s leading manufacturers of longitudinally welded stainless-steel tubes. Schoeller’s customers have the most demanding requirements for their products. To meet these requirements, Schoeller has been relying on EWM AG welding machines for around 25 years – and successfully so.
[casestudy_status] => Schoeller has had special demands of EWM welding machines for many years. The welding machines run around the clock in three-shift operation, sometimes even four-shift operation. In addition, the walls of the tubes are becoming thicker, which in turn increases the current load of each individual machine. Driven by innovation, the Hellenthal-based company in the Eifel hills is always working on the development of its product portfolio in line with the demands of its customers and the market. And Schoeller customers from car manufacturing and industry hold its products to the highest standards.
[casestudy_solution] => Schoeller has been relying on EWM’s inverter technology since 1995. The high-quality manufacturing of their products is made possible by modern machinery. If there is a change in what is required of the machines, EWM reacts immediately. “EWM also invests a great deal in its own research and development, which allows us to drive innovation together,” Stefan Fink explains. Schoeller has a testing facility where it tries out new EWM technologies. As a result, Schoeller now uses TIG plasma technology, whereas before it only used TIG welding.
[casestudy_effectiv] => EWM has worked with Schoeller to customise the welding machines according to their own specific requirements. The company’s decision to start manufacturing fuel rails in 2008 was eventually put into practice in collaboration with EWM, and now Schoeller is Europe’s leading producer of these tubes.
[documents] => {"doc_name":["Schoeller PraxisReport DE","Schoeller CustomerStory EN"],"doc_link":["DE_EWM_Anwenderbericht_Schoeller_Werk.pdf","EN_EWM_Anwenderbericht Schoeller Werk.pdf"],"description":["Schoeller PraxisReport DE","Schoeller CustomerStory EN"]}
[imageslider] => {"image_link":["_SWHtitle.jpg","_SWH1965.JPG","_SWH1966.JPG","_SWH2032.JPG"],"description":["Schoeller Werk","Schoeller Werk 2","Schoeller Werk 3","Schoeller Werk 6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 15
[access] => 1
[language] => *
[params] =>
[created] => 2019-12-20 10:54:18
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:37:17
[modified_by] => 590
[metakey] =>
[metadesc] => Das Familienunternehmen Schoeller Werk GmbH & Co. KG ist einer der weltweit führenden Hersteller von längsnahtgeschweißten Edelstahlrohren. Die Kunden von Schoeller stellen höchste Anforderungen an die Produkte. Um diesen Ansprüchen gerecht zu werden, setzt Schoeller seit rund 25 Jahren auf Schweißgeräte der EWM AG
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-12-20 10:54:18
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 10
[hits] => 0
)
[23] => stdClass Object
(
[id] => 9
[catid] => 69
[name] => ISW GmbH Steel Components
[alias] => isw-gmbh-steel-components
[customer] => ISW GmbH Steel Components
[customer_logo] => images/referenzen/logos_sonst/isw-logo.jpg
[titelbild] => images/referenzen/ISW/Abb1_Automatisierung_low.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Tuottavuuden kasvu ja laadunvarmistus
[benefit_subtext] => Pidemmät tuotantosyklit, lisääntynyt tuottavuus, minimaalinen viimeistelytyö, taattu laatu - ISW GmbH Steel Components vaihtoi koko hitsaustuotantonsa EWM:ään. ISW asettaa korkeat vaatimukset koko hitsauslaitteistolle, kun komponenttien paksuus on 300 millimetriä, pituus 20 metriä ja paino jopa 100 tonnia.
[teaser] => Pidemmät tuotantosyklit, lisääntynyt tuottavuus, minimaalinen viimeistelytyö, taattu laatu - ISW GmbH Steel Components vaihtoi koko hitsaustuotantonsa EWM:ään. ISW asettaa korkeat vaatimukset koko hitsauslaitteistolle, kun komponenttien paksuus on 300 millimetriä, pituus 20 metriä ja paino jopa 100 tonnia. ISW Steel Components luottaa EWM:n tekniikkaan: hitsauskoneista hitsausprosesseihin ja laadunvarmistukseen ewm Xnet 2.0:lla sekä hitsauspistooleihin ja virtasuuttimiin. Siten yritys säästää aikaa ja materiaalia.
[casestudy_status] => ISW GmbH Steel Components Ennsdorfista Ala-Itävallasta on siis erikoistunut suurten, raskaiden ja monimutkaisten koneiden ja laitteiden perusrunkojen tuotantoon. Näin hitsataan mustaa terästä, jonka paksuus on vähintään 300 millimetriä, pituus jopa 20 metriä ja kokonaispaino jopa 100 tonnia. Tämä suoritetaan pääasiassa MAG-hitsausmenetelmällä ja monikerroksisena hitsauksena. ISW:n hitsaajat testasivat kolmen tunnetun valmistajan laitteita yhdessä testivaiheessa.
[casestudy_solution] => Testivaiheen jälkeen ISW:n hitsaajat päätyivät EWM:n laitteisiin. EWM:n M9-virtasuuttimilla on 15 prosenttia pidempi kosketuspinta verrattuna M8-virtasuuttimiin ja 30 prosenttia suurempi langan poikkileikkaus. Hitsauslangan kosketus on parempi ja lämpö johtuu tehokkaasti. RD3X-toimintohitsauspistoolissa, jossa on graafinen näyttö ja integroitu ohjaus, voidaan asettaa kaikki parametrit suoraan hitsauspistoolille. Merkkivalo valaisee pimeät työalueet. Innovatiiviselle EWM:n forceArc puls -hitsausprosessille on tunnusomaista hyvä tunkeuma ja samalla merkittävästi vähentynyt lämmöntuonti. ewm Xnet 2.0, hitsauksen laadunhallintaohjelmisto, tallentaa hitsaustiedot reaaliajassa ja pystyy analysoimaan ja hallitsemaan kaikkia hitsausprosesseja verkon avulla.
[casestudy_effectiv] => Tuloksena ovat pidemmät tuotantosyklit ja lyhyemmät seisokit virtasuuttimien pidemmän elinkaaren ansiosta. Hitsauspistoolilla on jopa kahdeksan tuntia hitsausaikaa, mikä on keskimääräinen komponentin hitsaamiseen täysin automatisoidussa järjestelmässä kuluva aika. Aiemmin virtasuutin kesti korkeintaan tunnin. Ammattimaisen RD3X-hitsauspistoolin integroitu ohjaus, jossa on graafinen näyttö, säästää kävelymatkoja, koska kaikki asianmukaiset parametrit voidaan asettaa suoraan hitsauspistooliin. Innovatiivinen EWM:n forceArc puls -hitsausprosessi on ainoa hitsausprosessi, jota käytetään ISW:n tuotannossa. Pienempi lämmöntuonti tämän prosessin kautta merkitsee vähemmän vääristymiä ja vähemmän jännitteitä komponentissa ja siten vähemmän työlästä oikomista. ewm Xnet 2.0:n ansiosta laatu voidaan varmistaa aukottomasti ja kattavasti.
[documents] => {"doc_name":["ISW PraxisReport DE","ISW CustomerStory EN"],"doc_link":["Praxisreport_ISW_DE_RZ-050919_3mm-BS_PDF-X3.pdf","Praxisreport_ISW_GB_RZ-050919_3mm-BS_PDF-X3.pdf"],"description":["ISW PraxisReport DE","ISW CustomerStory EN"]}
[imageslider] => {"image_link":["Abb1_Automatisierung_low.jpg","Abb2_Manuelle-Anwendung_low.jpg","Abb4_Funktionsbrenner-mit-LED_low.jpg","Abb5_ISW-Gruppenfoto_low.jpg","Abb6_Schweissnaht_low.jpg","Abb7_ewm-Xnet-20_low.jpg"],"description":["automatisierung","manuelle anwendung","funktionsbrenner","isw gruppenfoto","schweissnaht","ewm xnet 2.0"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 9
[access] => 1
[language] => *
[params] =>
[created] => 2019-10-25 11:38:30
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:35:23
[modified_by] => 590
[metakey] =>
[metadesc] => Höhere Durchlaufzeiten, gesteigerte Produktivität, minimale Nacharbeit, gesicherte Qualität – ISW GmbH Steel Components hat die gesamte Schweißproduktion auf EWM umgestellt. Bei Bauteilen mit 300 Millimetern Dicke, 20 Metern Länge und bis zu 100 Tonnen Ge
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-10-25 06:23:40
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 14
[hits] => 0
)
[24] => stdClass Object
(
[id] => 7
[catid] => 69
[name] => Ebner Industrieofenbau GmbH 2019
[alias] => ebner-industrieofenbau-gmbh
[customer] => Ebner Industrieofenbau GmbH
[customer_logo] => images/referenzen/logos_sonst/EBNER-Industrieofenbau-GmbH_logo.png
[titelbild] => images/referenzen/Ebner/Abb_3_L1470886_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Peli, erä ja ottelu kaikissa hitsaustekniikan luokissa
[benefit_subtext] => Ebner halusi uudistaa koko hitsaustekniikkansa. Tätä tarkoitusta varten teollisuusuunien valmistaja järjesti haasteen neljän hitsauskonevalmistajan kesken. Lopuksi sekä hitsaajat että huoltohenkilöt ja hitsauksen valvojat tekivät päätöksen
[teaser] => Itävaltalainen Ebner, lämpökäsittelytekniikan ja teollisuusuunien asiantuntija Leondingista lähellä Linziä, halusi uudistaa koko hitsaustekniikkansa. Valinta suoritettiin haasteena neljän hitsauskonevalmistajan välillä. Lopuksi hitsaajat, huoltohenkilöt ja hitsauksen valvojat valitsivat yksimielisesti EWM:n. Westerwaldilaisten asiantuntijoiden tarjous hitsaustekniikasta vakuutti kaikin puolin – sekä laitteiden että prosessitekniikan osalta. Ebnerin koko hitsaustuotanto on nyt varustettu 45 EWM:n hitsauskoneella – TIG- ja MIG/MAG-hitsausta varten.
[casestudy_status] => Ebnerillä hitsaajilta vaaditaan merkittävää joustavuutta: Komponentit, joita yritys työstää, ovat yhtä suuria kuin materiaalivalikoima. Teollisuusuunit voivat helposti saavuttaa omakotitalon koon – ja siksi ne ovat kiinteitä. Tämän vuoksi ei ole olemassa vakioituja työalueita, joilla asennus suoritetaan aina samalla tavalla. Sen sijaan hitsaajan on joka kerta kohdattava uusia haasteita, työskenneltävä laitteensa kanssa komponentilla ja muutettava usein sijaintia ja asentoa. Tämä joustavuus, nämä erityiset rajoitteet työympäristössä ja samaan aikaan hitsauskoneiden helppo käsittely olivat vaatimuksia, joita tavarantoimittajilta odotettiin.
[casestudy_solution] => EWM AG erottui ja lopulta voitti kilpailussa kolmella merkittävällä asialla: järjestelmäkonsepti ja täydellinen hitsauskonetoimitus, hitsausprosessien joustavuus ja vakuuttava palvelu. Hitsaajan on usein vaihdetta eri hitsausprosessien välillä. Vielä hyödyllisempää on, jos yksi laite kattaa kaikki tehtävät – sekä MIG/MAG- että TIG-hitsaukseen. Kone on varustettu kahdella langansyöttölaitteella, kahdella lankarullalla, kahdella hitsauspistoolilla ja kahdella suojakaasupullolla. Jos vaatimus muuttuu, hitsaaja vain vaihtaa hitsauspistoolin. Kone suorittaa loput painikkeen painalluksella.
[casestudy_effectiv] => Hitsaajat päättivät laitteen ja hitsauspistoolin helposta käsittelystä, hyvästä saavutettavuudesta, laitteiden prosessiturvallisuudesta ja häiriöttömästä langansyötöstä. Kauppiaat pystyivät saavuttamaan merkittäviä säästöjä vähentämällä aloituskustannuksia sähkö- ja kaasusuuttimien jopa 50 % pidemmän käyttöajan johdosta. Siten EWM voitti haasteen kaikilla tasoilla. EWM on ainoa hitsaustekniikan valmistaja, jonka laitteita Ebernillä käytetään – jopa uudemmassa sukupolvessa.
[documents] => {"doc_name":["PraxisReport Ebner DE"," CustomerStory Ebner EN"],"doc_link":["053-000051-00000_PraxisReport_Ebner_DE_web.pdf","053-000051-00001_PraxisReport_Ebner_EN_web.pdf"],"description":["PraxisReport Ebner DE"," CustomerStory Ebner EN"]}
[imageslider] => {"image_link":["Abb_2_L1470805_web.jpg","Abb_3_L1470886_web.jpg","Abb_4_L1470906_web.jpg","Abb_5_L1470935_01_web.jpg","Abb_6_L1470960_web.jpg","Abb_7_L1470999_web.jpg","Abb_8_L1470967_web.jpg","Abb_9_Ref_Ebner_web.jpg"],"description":["Ebner 1","Ebner 2","Ebner 3","Ebner 4","Ebner 5","Ebner 6","Ebner 7","Ebner 8"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 7
[access] => 1
[language] => *
[params] =>
[created] => 2019-09-03 07:44:48
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:30:05
[modified_by] => 590
[metakey] =>
[metadesc] => Die Firma Ebner wollte ihre gesamte Schweißtechnik erneuern. Dafür veranstaltete der Industrieofenbauer einer Challenge unter vier Schweißgeräteherstellern. Schließlich entschieden sich sowohl Schweißer als auch Instandhalter und Schweißaufsichtspersonen
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-03 08:21:31
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 20
[hits] => 0
)
[25] => stdClass Object
(
[id] => 10
[catid] => 57
[name] => Terranets bw GmbH
[alias] => terranets-bw-gmbh
[customer] => Terranets bw GmbH
[customer_logo] => images/referenzen/logos_sonst/terranets.png
[titelbild] => images/referenzen/terranets/Abb 5_ Feldstaerkemessung.jpg
[sectorId] => COM_EWMREFERENCE_ROHRLEITUNGSBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_DEGAUSS"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Putkien magneettisuuden poisto
[benefit_subtext] => terranets bw GmbH tarkistaa säännöllisesti maakaasun 2 000 km:n putkiverkostaan putkia magnetoivilla "putkipossuilla". Hitsausta vaativat korjaukset ovat todella vaikeita. Avun tarjoaa EWM:n siirrettävä Degauss 600 -magneettisuudenpoistolaite.
[teaser] => terranets bw GmbH tarkistaa säännöllisesti maakaasun 2 000 km:n putkiverkostaan putkia magnetoivilla "putkipossuilla". Hitsausta vaativat korjaukset ovat todella vaikeita. Avun tarjoaa EWM:n siirrettävä Degauss 600 -magneettisuudenpoistolaite, jota voidaan käyttää suoraan työmaalla.
[casestudy_status] => Stuttgartilainen terranets bw GmbH verkottaa Baden-Württembergin ja naapurimaat eurooppalaisen energiainfrastruktuurin avulla. Kaasulinjoja ja -laitteistoja ohjataan ja valvotaan laadukkaan valokuituverkon välityksellä, jotta tehokas toimitus on mahdollista ympäri vuorokauden. Koska korkeapainekaasulinjojen on täytettävä korkeimmat turvallisuusstandardit, terranets bw Gmb tarkistaa toimintaa harjoittavana yrityksenä säännöllisesti seinän paksuuden "putkipossuilla". Nämä testijärjestelmät aiheuttavat kuitenkin ongelman: ne magnetoivat kaikki putket. Korjaustapauksissa hitsauksessa tapahtuu valokaaren häiriintymistä ja siten huokosten ja liitosvirheiden muodostumista.
[casestudy_solution] => Tämän ongelman ratkaisemiseksi EWM AG on kehittänyt Degauss 600 -magneettisuuden poistolaitteen. Kätevä ja kompakti laite ei ole vain käyttäjäystävällinen, vaan se sopii myös työmaille. Putken demagnetoimiseksi kierretään sähköjohto mahdollisimman tiukkaan putken ympäri. Sähkövirtauksen ansiosta voidaan tuottaa vastakkainen magneettikenttä samalla voimakkuudella ja näin pystytään poistamaan jäljellä oleva magneettisuus. Mitä enemmän kierroksia tehdään, sitä voimakkaampi on maksimaalinen kenttävoimakkuus, jonka kanssa tasaista virtaa pystytään tuottamaan. Degauss 600 tarjoaa kaksi demagnetointivaihtoehtoa: Degauss-toiminnossa aloitetaan korkealla virta-arvolla ja energiavirran vaihtelevalla napaisuudella sitä lasketaan vaiheittain. Siten komponentti demagnetoidaan. Tämä menetelmä toimii erittäin hyvin lyhyissä komponenteissa. Sen sijaan activgauss-menetelmä soveltuu pitkille komponenteille, kuten putkille. Tässä menetelmässä sähkö virtaa kierteitä pitkin jatkuvasti, mikä tuottaa pysyvän magneettikentän.
[casestudy_effectiv] => Pienen painonsa ja kokonsa vuoksi Degauss 600 soveltuu rakennustyömaille ja se on myös helppokäyttöinen. Virtalähde voidaan sijoittaa kaukosäätimen avulla myös työmontun ulkopuolelle. Degauss 600:lla pystyttiin ratkaisemaan magneettisuuden ongelma putkirakenteiden korjaushitsauksessa myös voimakkailla magneettikentillä. Magneettisuuden poistolaitteen käyttö terranets bw GmbH:n työmailla ei ole vakuuttanut pelkästään itse yritystä, vaan myös urakoitsijayhtiö Leonhard & Weiss GmbH:n sekä vastuullisen, riippumattoman TÜV Südin valvontainsinöörin.
[documents] => {"doc_name":["terranets PraxisReport DE","terranets CustomerStory EN"],"doc_link":["053-000100-00000_PraxisReport_terranets_DE.pdf","053-000100-00001_PraxisReport_terranets_EN.pdf"],"description":["terranets PraxisReport DE","terranets CustomerStory EN"]}
[imageslider] => {"image_link":["Abb 5_ Feldstärkemessung.jpg","Abb 6_Schweißung_Rohrabschnitt.jpg","Abb 7_Degauss_600.jpg","Abb 9_WIG-Schweißung.jpg","ROSEN-Group_RoCombo MFL-A_XT.JPG"],"description":["feldstärkenmessung","schweißung rohrabschnitt","Degauss 600","WIG Schweißung","ROSEN-Group"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 10
[access] => 1
[language] => *
[params] =>
[created] => 2019-07-16 11:39:00
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:38:55
[modified_by] => 590
[metakey] =>
[metadesc] => Die terranets bw GmbH untersucht ihr 2000 km langes Leitungsnetz für Erdgas regelmäßig mit „Rohrleitungsmolchen“, die die Rohre magnetisieren. Reparaturen, bei denen geschweißt werden muss, fallen so schwer. Abhilfe schafft das mobile Entmagnetisierungsgerät Degauss 600 von EWM
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-11-11 12:39:19
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 14
[hits] => 0
)
[26] => stdClass Object
(
[id] => 4
[catid] => 69
[name] => POLLRICH
[alias] => pollrich
[customer] => POLLRICH GmbH
[customer_logo] => https://www.pollrich.com/fileadmin/images/pollrich-logo.png
[titelbild] => images/referenzen/sliderbilder/121227_pollrich_bild_2_2.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_MAG_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Hitsaustekniikan hallinta yhdellä järjestelmällä
[benefit_subtext] => Nykyaikaisen hitsaustekniikan pitäisi tietysti lisätä tuottavuutta ja laatua sekä pienentää samalla kustannuksia. Nykyään hitsauksenhallintajärjestelmät ovat kuitenkin vielä merkityksellisempiä...
[teaser] => Nykyaikaisen hitsaustekniikan pitäisi tietysti lisätä tuottavuutta ja laatua sekä pienentää samalla kustannuksia. Hitsauksen hallintajärjestelmistä, jotka hallitsevat ja dokumentoivat asiaankuuluvat tiedot ja jotka täyttävät kaikki laadunvarmistusvaatimukset, on kuitenkin tullut nykyään paljon merkityksellisempiä. Juuri tämä järjestelmätietämys ja kokonaistarjonta vakuuttivat POLLRICHin EWM:stä. Vuonna 2018 teollisuustuulettimien valmistaja vaihtoi koko tuotantonsa EWM-laitteisiin ja on siitä lähtien hankkinut sieltä kaikki kulutusosat ja hitsauslisäaineet.
[casestudy_status] => POLLRICH valmistaa teollisuustuulettimia. Ne tuulettavat tunnelijärjestelmiä, tavarataloja tai kokonaisia lentokenttärakennuksia ilmalla. (Petro)kemian-, puu- tai betoniteollisuudessa ne kuljettavat myös hankaavia ja aggressiivisia aineita. Tällaisten turvakomponenttien osalta on noudatettava kaikkia dokumentointivaatimuksia, jotta ne täyttäisivät laadunvarmistus- ja jäljitettävyysvaatimukset.
[casestudy_solution] => EWM Xnet on EWM:n toimittama hitsauksenhallintajärjestelmä. Se tukee, valvoo ja dokumentoi komponentin koko valmistusprosessin työn esivalmistelusta jälkilaskelmaan. Kaikki hitsaustiedot ja kulutusarvot tallennetaan reaaliajassa ja hitsaustuloksia voidaan analysoida, tarkistaa ja hallita. Xnet tukee myös komponenttien hallintaa, hitsausjärjestyssuunnitelmien luomista ja hitsausohjeiden antamista. Niitä voidaan myös hallita ja tarvittaessa luoda itse. Viimeisenä, mutta ei vähäisimpänä, hitsaajien testitodistusten yksilöllinen valvonta ja yksilöllisten käyttöoikeuksien myöntäminen kuuluvat Xnet-valikoimaan.
[casestudy_effectiv] => “Xnetillä koko hitsaustekniikan hallinta on mahdollista yhdellä järjestelmällä”, sanoo Thorsten Wirtz, POLLRICHin hitsauksen valvoja ja laadunvarmistuspäällikkö. Koska hitsauskoneet, langansyöttöjärjestelmät ja hitsauspistoolit tulevat myös EWM:ltä, tiedonvaihto järjestelmässä ja sen komponenttien välillä on koordinoitu optimaalisesti ja siten Xnetillä työskentely on helppoa, nopeaa ja turvallista.
[documents] => {"doc_name":["PraxisReport Pollrich DE","CustomerStory Pollrich EN"],"doc_link":["Praxisreport_Pollrich_Nov_2018_DE_BA.pdf","Praxisreport_Pollrich_Nov_2018_GB_MW.pdf"],"description":["PraxisReport Pollrich DE","CustomerStory Pollrich EN"]}
[imageslider] => {"image_link":["121227_pollrich_bild_1.jpg","121227_pollrich_bild_2_2.jpg","IMG_0248.jpg"],"description":["Pollrich","Pollrich","Pollrich"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 4
[access] => 1
[language] => *
[params] =>
[created] => 2018-11-30 13:11:03
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:36:43
[modified_by] => 590
[metakey] =>
[metadesc] => Eine moderne Schweißtechnik soll selbstverständlich eine höhere Produktivität und Qualität bei gleichzeitiger Kostenreduktion liefern. Doch viel relevanter werden heutzutage Schweißmanagementsysteme
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-08-31 08:23:46
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 20
[hits] => 0
)
[27] => stdClass Object
(
[id] => 2
[catid] => 58
[name] => Hüffermann
[alias] => hueffermann
[customer] => Hüffermann Transportsysteme GmbH
[customer_logo] => images/referenzen/hueffermann/logo_hueffermann.png
[titelbild] => images/referenzen/hueffermann/A1590898-ret_low_web.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_UN_NIEDRIG"]
[processId] => ["COM_EWMREFERENCE_MAG_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Jopa 10 % enemmän perävaunuja työpaikkaa kohden vuodessa
[benefit_subtext] => Alussa haluttiin vähentää ylityötunnit nollaan. Tuloksena oli EWM-tuotteiden käyttöönotto koko tuotannossa...
[teaser] => Alussa haluttiin vähentää ylityötunnit nollaan. Tuloksena EWM-tuotteiden käyttöönotto koko tuotannossa: Neustadtissa (Dosse) toimiva Hüffermann Transportsysteme GmbH pystyi vähentämään työaikaa 15 prosentilla ja kasvattamaan tuotantoa 10 prosentilla yhdessä työpaikassa ewm maXsolution -innovaatio- ja teknologianeuvonnan jälkeen. Sijoitus oli maksanut itsensä takaisin vuoden sisällä – riittävä syy työskennellä vain EWM:n kanssa tulevaisuudessa.
[casestudy_status] => “Alunperin halusimme vain vähentää aina vain toistuvia ylityötuntejamme. Pystyimme noudattamaan toimitusaikojamme vain ylitöillä”, kertoi Torsten Völker, Hüffermannin “vedettävien yksiköiden” tuotantopäällikkö. EWM:n Wittstockin ja Rathenowin toimipaikkojen päällikkö Toralf Pekrul ja EWM:n myyntiedustaja Jeffrey Kube saivat tehtäväksi optimoida tuotannon ensin yhdessä työpaikassa siten, ettei ylityötunteja enää muodostunut.
[casestudy_solution] => Kokonaisvaltaisen ewm maXsolution -neuvonnan puitteissa EWM:n asiantuntijat tarkastelivat koko prosessiketjua ja huomioivat tarkkaan kaikki hitsausprosessin yksityiskohdat alkaen kaasun- ja langansyötöstä aina kosketussuuttimiin. EWM:n asiantuntijat optimoivat jokaisen säätöruuvin ja mukauttivat kaikki tuotantoketjun vaiheet järjestelmässä toisiinsa yhdessä työpaikassa.
[casestudy_effectiv] => ...se oli merkittävä ajansäästö ja sijoitusten kuoletus vuoden aikana: Toteuttamalla EWM:n ehdottamat lukuisat yksittäiset toimenpiteet yritys löysi ratkaisun, joka vastasi sekä työntekijöiden että markkinoiden kasvavia vaatimuksia. Työaika väheni jopa 15 prosentilla, samaan aikaan tuotanto kasvoi jopa 10 prosentilla ja kaasunkulutus väheni kolmanneksella, saman laadun säilyttäen ja yhtiön omien lukujen tukemana. Nämä olivat vakuuttavat perustelut sille, että kuljetus- ja kierrätysajoneuvojen markkinajohtaja otti EWM-tuotteet käyttöön koko hitsaustuotannossaan 68 työpaikalla. Kokonaiskonseptissa säästetyn ajan ansiosta suoritustehoa ei voitu pelkästään ylläpitää, vaan jopa lisätä. Völkerille tämä on keskeinen näkökulma, koska “kaikkea voi ostaa, paitsi aikaa!”
[documents] => {"doc_name":["PraxisReport Hüffermann DE"," CustomerStory Hüffermann EN"],"doc_link":["053-000080-00000_PraxisReport_Hueffermann_DE.pdf","2018_10_Praxisreport_Hueffermann_GB_seiten.pdf"],"description":["PraxisReport Hüffermann DE"," CustomerStory Hüffermann EN"]}
[imageslider] => {"image_link":["A1590898-ret_low_web.jpg","A1590928-ret_low_web.jpg","B1670386-ret_low_web.jpg","B1670393-ret_low_web.jpg","B1670430_low_ret_web.jpg"],"description":["Hüffermann 1","Hüffermann 2","Hüffermann 3","Hüffermann 4","Hüffermann 5"]}
[links] => {"doc_name":["Youtube",""],"doc_link":["https://www.youtube.com/watch?v=IpejOeONOzM",""],"description":["Link",""]}
[article_id] => 0
[ordering] => 2
[access] => 1
[language] => *
[params] =>
[created] => 2018-10-17 12:00:56
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:35:01
[modified_by] => 590
[metakey] =>
[metadesc] => Am Anfang stand der Wunsch, die Überstunden auf Null zu reduzieren. Das Ergebnis war die Umstellung der gesamten Produktion auf EWM-Produkte
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-02 08:23:29
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 27
[hits] => 0
)
[28] => stdClass Object
(
[id] => 14
[catid] => 71
[name] => AST Apparatebau GmbH
[alias] => ast-apparatebau-gmbh
[customer] => AST Apparatebau GmbH
[customer_logo] => images/ast-apparatebau-16995-m.png
[titelbild] => images/referenzen/sliderbilder/EWM_AST_7_web.jpg
[sectorId] => COM_EWMREFERENCE_ANLAGEBAU
[materialId] => ["COM_EWMREFERENCE_EDEL_ALU"]
[processId] => ["COM_EWMREFERENCE_TIG_SPEED"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Enää vain neljäsosa hitsausajasta
[benefit_subtext] => HPV-kemikaalien tiukoista teollisuusstandardeista riippumatta siegerlandilainen AST Apparatebau GmbH pystyi lyhentämään hitsausaikaa jopa 75 prosenttia käyttämällä tigSpeed-langansyöttöjärjestelmää...
[teaser] => HPV-kemikaalien tiukoista teollisuusstandardeista riippumatta siegerlandilainen AST Apparatebau GmbH pystyi lyhentämään hitsausaikaa jopa 75 prosenttia käyttämällä TIG-hitsaukseen tarkoitettua tigSpeed-langansyöttöjärjestelmää. Lankaa ei pelkästään syötetä jatkuvasti, kuten MIG/MAG-hitsauksessa, vaan se vedetään myös automaattisesti aina uudestaan metallisulasta. Langansyöttö jäljittelee TIG-hitsauksen manuaalista hitsausprosessia.
[casestudy_status] => Sekoittimiin tarvittavat jäähdytyskelat hitsataan yleensä säiliön vaippaan ulkopuolelta puoliputkina. Suurissa sekoitussäiliöissä sauman pituus voi kasvaa nopeasti useaan sataan metriin. Teollisuusstandardien täyttämiseksi juuripalot on hitsattava TIG-menetelmällä. Pintapalot valmistetaan sen jälkeen MAG-menetelmällä. Yhden metrin TIG-sauman tuotantoaika on noin 25 minuuttia ja siten huomattavasti pidempi kuin MAG-hitsauksen hitsausnopeudet.
[casestudy_solution] => TIG-hitsauksen tigSpeed-langansyöttöjärjestelmällä on jatkuva TIG-hitsaus loputtomalla hitsauslisäainesyötöllä mahdollista ilman, että on aloitettava vaihtamalla hitsaussauvoja. Ja: kuumalangalla voidaan sulattaa enemmän materiaalia ja siten hitsata suuremmalla nopeudella.
[casestudy_effectiv] => Nykyään AST Apparatebaun hitsaajat tarvitsevat vain viisi minuuttia metrin mittaiseen TIG-hitsaussaumaan tigSpeed-laitteella ja kuumalangalla. Tämä säästää aikaa noin 75 prosenttia manuaaliseen hitsausprosessiin verrattuna. Tällä prosessilla on vielä toinen etu tekniselle johtajalle Joachim Jungille: “Erityisen houkuttelevaa TIG-hitsauksessa tigSpeed-laitteella on mahdollisuus automatisoida hitsaustehtäviä.” Vaikka yritys ei ole vielä seurannut tätä tietä, uuden prosessin korkea tuottavuuden kasvu on vakuuttanut heidät siinä määrin, että nyt myös lyhyet putkenpalat pitäisi hitsata tigSpeedillä ja kuumalangalla – ja sekoittimissa on paljon pieniä putkenpaloja.
[documents] => {"doc_name":["PraxisReport AST DE"," CustomerStory AST EN"],"doc_link":["053-000044-00000_PraxisReport_AST_DE.pdf","053-000044-00001_PraxisReport_AST_EN_druck.pdf"],"description":["PraxisReport AST DE"," CustomerStory AST EN"]}
[imageslider] => {"image_link":["EWM_AST_1_Ruehrwerksbehaelter_web.jpg","EWM_AST_2_Halbrohre_web.jpg","EWM_AST_4_WIG-Brenner_web.jpg","EWM_AST_5_WIG-Heißdraht_web.jpg","EWM_AST_7_web.jpg"],"description":["Rührwerksbehälter","Halbrohre","WIG Brenner","WIG Heißdraht",""]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 14
[access] => 1
[language] => *
[params] =>
[created] => 2018-10-16 12:31:28
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:29:24
[modified_by] => 590
[metakey] =>
[metadesc] => Trotz der Vorgabe strenger Industrienormen für die Großchemie konnte die AST Apparatebau GmbH aus dem Siegerland die Schweißzeit durch den Einsatz von tigSpeed um bis zu 75 Prozent senken
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 9
[hits] => 0
)
[29] => stdClass Object
(
[id] => 3
[catid] => 60
[name] => Hering
[alias] => hering
[customer] => Hering AG
[customer_logo] => images/referenzen/Hering/Hering_Logo.png
[titelbild] => images/referenzen/Hering/Abb_2_web.jpg
[sectorId] => COM_EWMREFERENCE_ROHRLEITUNGSBAU
[materialId] => ["COM_EWMREFERENCE_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_TIG_SPEED","COM_EWMREFERENCE_WIG_HEISSDRAHT"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Vähennä joutoaikoja jopa 50 prosentilla
[benefit_subtext] => Alun perin se oli vain EWM:n myyntiedustajan ajatus hitsata putkilaippaliitokset TIG:llä. Lopputuloksena oli jopa 50 prosentin säästöt...
[teaser] => Alun perin se oli vain EWM:n myyntiedustajan ajatus hitsata putkilaippaliitokset TIG:llä. Jopa 50 prosentin säästöt aiheutuivat pelkästään joutoaikojen vähenemisestä. TIG-hitsauksella oli aina ollut vain pieni osuus Hering AG:llä (Gunzenhausen). EWM tarjosi lämmönvaihtimia valmistavalle yritykselle lainaksi tigSpeed-langansyöttölaitteen TIG-hitsausta varten. Vain puolen tunnin kuluttua hitsaajat saavuttivat parempia tuloksia kuin esittelijä. Ja kun laite oli tarkoitus noutaa uudelleen viikon koeajan jälkeen, hitsaajat keskustelivat jo siitä, kuka saisi työskennellä tigSpeed-laitteella.
[casestudy_status] => Heringissä käytetään lukemattomia putkia: Monta putkea niputetaan yhteen ja asetetaan sitten toiseen putkeen. Näiden lämmönvaihtimien valmistukseen valitut hitsausmenetelmät Hering AG:llä olivat puikkohitsaus ja MIG/MAG-hitsaus. TIG-hitsauksella on vain pieni osuus. TIG-hitsaus on kuitenkin ennalta määrätty putkilaippaliitoksiin. Prosessi tuottaa laadukkaita saumoja ja samalla lämmöntuonti sekä roiskeenmuodostus vähenevät. Se vähentäisi viimeistelytyötä merkittävästi. Työntekijät ovat kuitenkin tottuneet työskentelemään vain yhdellä kädellä puikkohitsauksessa ja jatkuvaan langansyöttöön MIG/MAG-hitsauksessa.
[casestudy_solution] => Myyntiedustaja ehdotti, että putkilaippaliitokset pitäisi yhdistää TIG:llä ja tigSpeedillä, koska niissä tarvitaan erityisen laadukkaita hitsausliitoksia. Käsitelläkseen alkuvastustusta hän antoi lainaksi sopivan laitteen. tigSpeed on TIG-langansyöttölaite. Se simuloi manuaalista TIG-hitsausta laittamalla jatkuvan langansyötön päälle ylimääräisen eteen- ja taaksepäin tapahtuvan liikkeen. Näin hitsauslisäaineita vedetään jatkuvasti hitsisulasta ja pudotetaan päälle. Kuumalankahitsauksessa hitsauslisäaineet on jo esilämmitetty. Tämä lisää sulatustehoa edelleen, materiaali virtaa huomattavasti paremmin ja tuloksena on erittäin tasainen sauma.
[casestudy_effectiv] => Edut ovat selkeät: Automatisoidun langansyötön ansiosta hitsaaja pystyy keskittymään täysin itse hitsausprosessiin. “Laippa voidaan hitsata putkeen yhdessä työvaiheessa – ilman, että on aloitettava vaihtamalla hitsaussauvoja”, tiivistää Hering AG:n hitsaaja Valmir Xhaferi. Lisäksi toinen käsi jää vapaaksi automaattisen siirtymisen vuoksi, ja se voi tukea hallitsevaa kättä. “Tämä helpottaa etenkin pitkissä saumoissa”, sanoo Xhaferi. Hering AG:n toimitusjohtaja Christian Rasch on vakuuttunut siitä, että säästöt olisivat vielä suuremmat yrityksissä, joilla on vähemmän valmisteluaikaa.
[documents] => {"doc_name":["PraxisReport Hering DE"," CustomerStory Hering EN"],"doc_link":["PraxisReport_Hering_4seitig_DE_12_2016_neu_Myriad.pdf","PraxisReport_Hering_4seitig_EN_12_2016.pdf"],"description":["PraxisReport Hering DE"," CustomerStory Hering EN"]}
[imageslider] => {"image_link":["Abb_1_web.jpg","Abb_2_web.jpg","Abb_4b_web.jpg","Abb_5_web.jpg","Abb_6_web.jpg","Abb_7_web.jpg"],"description":["Hering 1","Hering 2","Hering 3","Hering 4","Hering 5","Hering 6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 3
[access] => 1
[language] => *
[params] =>
[created] => 2017-09-18 12:04:12
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:31:30
[modified_by] => 590
[metakey] =>
[metadesc] => Ursprünglich war es nur eine Idee des Außendienstmitarbeiters von EWM, Rohr-Flansch-Verbindungen mit WIG zu schweißen. Am Ende standen Einsparungen von bis zu 50 Prozent
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-02 08:23:02
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 18
[hits] => 0
)
[30] => stdClass Object
(
[id] => 5
[catid] => 69
[name] => MESA
[alias] => mesa
[customer] => MESA Metall-Stahlbau GmbH
[customer_logo] => images/referenzen/Mesa/mesa.jpg
[titelbild] => images/referenzen/Mesa/L1005599_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_NIEDRIG"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Parempi hitsauslaatu ja pienemmät kustannukset ewm maXsolutionin avulla
[benefit_subtext] => Kun tärkeän tilauksen laskelmat riistäytyivät käsistä, MESA konsultoi Rathenowin EWM-sivuliikkeen päällikköä. Vain kolmen kuukauden aikana...
[teaser] => Kun tärkeän tilauksen laskelmat riistäytyivät käsistä, MESA konsultoi Rathenowin EWM-sivuliikkeen päällikköä. ewm maXsolution -innovaatio- ja teknologianeuvonnan analyysin jälkeen yritys muutti koko tuotantonsa vain kolmen kuukauden aikana. EWM:n uusien hitsauslaitteiden avulla yritys ei pysty pelkästään valmistamaan korkeimmassa CL1-laatuluokassa, vaan se on pystynyt myös pienentämään kustannuksia merkittävästi.
[casestudy_status] => Kuten useimpien metalli- ja teräsrakennusalan keskisuurten yritysten, myös MESA:n on tuotettava mahdollisimman edullisesti ja samalla laadukkaasti ja käytettävä tuottoisia markkinarakoja aina kun mahdollista. MESA näki tällaisen ratakulkuneuvojen valmistuksessa, joiden laatuvaatimukset ovat erityisen korkeat. Tuotanto perinteisellä hitsaustekniikalla ja muiden valmistajien laitteilla oli kuitenkin osoittautunut niin monimutkaiseksi, että laskelmasta tuli tiukka. Yrityksen oli etsittävä valmistusvaihtoehtoja.
[casestudy_solution] => EWM:n asiantuntijat tarkastelivat ja analysoivat tuotantoprosessin kaikkia vaiheita koko tuotantoketjussa osana ewm maXsolution -innovaatio- ja teknologianeuvontaa. “Neuvonta ei ollut pelkästään asiantuntevaa ja ennakoivaa, vaan se sisälsi myös uusia ratkaisuja ongelmiin, joita emme aiemmin huomanneet”, kertoo MESA Metall-Stahlbau GmbH:n toimitusjohtaja Pierre Mack. Käyttämällä EWM:n hitsauskoneita ja hitsauspistooleja sekä innovatiivisia hitsausmenetelmiä saavutettiin säästöjä kaikilla mahdollisilla alueilla: hitsausajan, materiaalin, suojakaasun, hitsauslisäaineiden, virrankulutuksen, kulutusosien ja varsinkin viimeistelytyön suhteen.
[casestudy_effectiv] => “Pystyimme lyhentämään hitsauksen ja hionnan tuotantoaikaa jopa 57 prosentilla”, Mack kertoo. Tärkein syy on forceArc puls -hitsausprosessi. Tämä innovatiiviselle valokaarelle on ominaista pienempi lämmöntuonti, se on lähes roiskeeton ja mahdollistaa suuremman hitsausnopeuden. Manuaalisen hitsauksen lisäksi, joka vaati vain hyvin lyhyitä perehdytysaikoja, MESA pystyi myös koneellistamaan joitakin hitsausprosesseja. Koneellistaminen paransi hitsausprosessin laatua huomattavasti johdonmukaisen stabiliteetin ansiosta. Sijoitus on maksanut itsensä takaisin jo hyvin lyhyessä ajassa. Ennen kaikkea se on lisännyt MESAn tuotantovalikoimaa: “Emme saisi lainkaan monia tilauksia, ellemme pystyisi hitsaamaan siten”, Mack sanoo. “Tavanomaisilla laitteilla meidän ei tarvitsisi kilpailla.”
[documents] => {"doc_name":["PraxisReport MESA DE"," CustomerStory MESA EN"],"doc_link":["EWM_PraxisReport_Mesa_DE_053_000046_00000.pdf","EWM_CustomerStory_Mesa_EN_053_000046_00001.pdf"],"description":["PraxisReport MESA DE"," CustomerStory MESA EN"]}
[imageslider] => {"image_link":["L1005599_web.jpg","L1005669_web.jpg","L1005738_web.jpg","L1005740_web.jpg"],"description":["Mesa 1","Mesa 2","Mesa 3","Mesa 4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 5
[access] => 1
[language] => *
[params] =>
[created] => 2017-09-15 12:23:28
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:29:08
[modified_by] => 590
[metakey] =>
[metadesc] => Als die Kalkulation beim Fertigen eines größeren Auftrags aus dem Ruder lief, konsultierte MESA den Leiter der EWM-Niederlassung in Rathenow. Innerhalb von nur drei Monaten
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-03 08:21:31
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 59
[hits] => 0
)
[31] => stdClass Object
(
[id] => 1
[catid] => 60
[name] => ITAG
[alias] => itag
[customer] => ITAG Valves & Oilfield Products GmbH
[customer_logo] => images/referenzen/logos_sonst/ITAG_Logo.png
[titelbild] => images/itag1.png
[sectorId] => COM_EWMREFERENCE_ROHRLEITUNGSBAU
[materialId] => ["COM_EWMREFERENCE_NICKEL_BASIS"]
[processId] => ["COM_EWMREFERENCE_MAG_HEISSDRAHT"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Pinnoitus jopa 13,8 kg:n sulatusteholla
[benefit_subtext] => ITAG Valves & Oilfield Products GmbH
[teaser] => ITAG Valves & Oilfield Products GmbH:n kuulaventtiilejä ja sulkuhanoja käytetään putkistoissa ympäri maailmaa - kuivissa hiekkaerämaissa sekä ikuisessa jäässä. Niiden on kestettävä siellä yli 25 vuotta ilman, että aggressiiviset aineet voivat vahingoittaa niitä. Yhdistämällä MAG-hitsauksen ja ylimääräisen kuumalangan syötön EWM-teknologia kaksinkertaistaa sulatustehon heti. Samanaikaisesti kaikkien parametrien stabiliteetti on olennaista, koska prosessi on erittäin tarkka suorituskyvystään huolimatta.
[casestudy_status] => NBA 625 on nikkelipohjainen metalliseos, jolla on erittäin hyvä korroosionkestävyys – mutta vain niin kauan kuin sen tekninen koostumus säilyy. Erityisesti rautapitoisuus voi heikentää materiaalin ominaisuuksia. On siis vaikea tehtävä levittää NBA 625 -kerros hiiltä sisältävälle teräkselle lämpöprosessin avulla ilman, että saadaan suuri sekoitus eri materiaaleja ja siten, että pinnoituskerroksen puhtaus säilyy. Nämä kerrokset hitsattiin suurelta osin koneellisesti joko käyttämällä MAG-prosessia ja sulatustehoa 5 kg tunnissa tai TIG:llä ja sulatusteholla 2,5 kg tunnissa.
[casestudy_solution] => Tavoitteena on saavuttaa mahdollisimman korkeat sulatustehot ja samalla vähentää sekoitusta. Vaikka se aluksi vaikutti oudolta EWM:n sovellusinsinööreille, ITAG:n MAG-hitsaukseen yhdistettiin lisälangansyöttö käyttämällä tigSpeed-kuumalangansyöttölaitetta. Ajatuksena oli tuoda lisää valokaarienergiaa hitsauslisäaineisiin. Siten sulatettaisiin vähemmän perusmateriaalia, mikä lisää pinnoituskerroksen puhtautta. Tällä tavoin tuotantonopeus ja sitä kautta sulatusteho voitiin kaksinkertaistaa yhdessä putouksessa.
[casestudy_effectiv] => Jopa 13,8 kg tunnissa suuruiset sulatustehot ovat yli kaksinkertaiset verrattuna MAG-hitsaukseen ja yli nelinkertaiset verrattuna TIG-kuumalankahitsaukseen. Lisäksi langansyötön erittäin korkean stabiliteetin ja hitsausparametrien ansiosta lähekkäin sijaitsevat hitsauspalot aaltoilevat vain erittäin vähän (alle 0,5 millimetriä). Pinnoituskerroksen hitsaus on siis suoritettava vain noin millimetriä korkeammaksi kuin myöhempi tavoitemitta, joka saavutetaan koneistamalla. Tällä tavalla ITAG voi säästää ajan ohella suuren määrän kallista materiaalia.
[documents] => {"doc_name":["Praxis Report ITAG DE"," CustomerStory ITAG EN"],"doc_link":["EWM_PraxisReport_Itag_DE_053_000016_000001.pdf","EWM_CustomerStory_Itag_EN_053_000016_00001.pdf"],"description":["Praxis Report ITAG DE"," CustomerStory ITAG EN"]}
[imageslider] => {"image_link":["itag1.png","itag2.png","itag3.png"],"description":["","",""]}
[links] => {"doc_name":["Google"],"doc_link":["http://www.google.de"],"description":["das ist google"]}
[article_id] => 0
[ordering] => 1
[access] => 1
[language] => *
[params] =>
[created] => 2017-07-20 08:33:18
[created_by] => 591
[created_by_alias] =>
[modified] => 2022-01-18 07:35:39
[modified_by] => 590
[metakey] =>
[metadesc] => Die Kugelarmaturen und Absperrhähne der ITAG Valves & Oilfield Products GmbH werden in Pipelines überall auf der Welt eingesetzt – in trockenen Sandwüsten ebenso wie im ewigen Eis. Mit einer Kombination aus MAG-Schweißen und zusätzlicher Heißdrahtzufuhr verdoppelt EWM-Technologie auf Anhieb die Abschmelzleistung.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 32
[hits] => 0
)
[32] => stdClass Object
(
[id] => 6
[catid] => 69
[name] => Geha b.v.
[alias] => geha-b-v
[customer] => Machinefabriek & Apparatenbouw Geha b.v.
[customer_logo] => images/referenzen/logos_sonst/Geha.png
[titelbild] => images/referenzen/geha.png
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_NIEDRIG"]
[processId] => ["COM_EWMREFERENCE_XNET"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => EWM:n avulla laatu on toteen näytettävissä
[benefit_subtext] => Mitä tärkeämpi komponentti, sitä korkeammat ovat laadunvarmistus- ja jäljitettävyysvaatimukset. ewm Xnet -laadunhallintaohjelmiston avulla nämä tiedot ovat käytettävissä aina ja kaikkialla – ja ne voivat olla vielä enemmän avuksi...
[teaser] => Mitä tärkeämpi komponentti, sitä korkeammat ovat laadunvarmistus- ja jäljitettävyysvaatimukset. ewm Xnet -laadunhallintaohjelmiston avulla nämä tiedot ovat käytettävissä aina ja kaikkialla – ja ne voivat olla vielä enemmän avuksi. Hollantilaisella Machinefabriek & Apparatenbouw Geha b.v.:llä hitsaustietojen analyysi ilmaisi koneiden käyttö- ja joutoajat. Jos joutoajat olivat liian pitkiä, vastuuhenkilöt analysoivat syyt ja ryhtyivät toimenpiteisiin, kuten tukemaan käsittelytehtäviä tai toimittamaan lisää tarvikkeita työpaikalle. Joutoaikojen vähentäminen merkitsee tuottavuuden kasvua, sillä pitkät joutoajat tarkoittavat pitkiä lisäkustannuksia.
[casestudy_status] => Gehan valmistamia lämmönvaihtimia, mukaan lukien teräsrakenteet, käytetään maailmanlaajuisesti vaikeimmissakin ilmasto-olosuhteissa. Gehalla oli jo EWM:n hitsauskoneita, joista vanhin oli peräisin vuodelta 2002. Tavoitteena oli verkottaa kaikki laitteet ja tallentaa jatkuvasti kaikki hitsausparametrit, jotta hitsisauman laatu voidaan osoittaa aina luotettavasti. Geha B.V.: n toimitusjohtajan Franc van Wilgenin mukaan jatkuva hitsaustietojen tallentaminen on yhä tärkeämpää. Laatu voidaan todistaa vain jatkuvasti tallennettavien tietojen avulla. Nämä vaatimukset koskevat jo DIN EN 1090 -standardin noudattamista.
[casestudy_solution] => LAN-kaapeleiden esiasennuksen jälkeen – WLAN-yhteyttä varten Gehan tuotannossa on liian paljon terästä, joka häiritsisi WLAN-verkon radioyhteyttä – kaikki viisi hitsauskonetta integroitiin verkkoon yhden päivän aikana. Siitä lähtien ewm Xnet on tallentanut kaikki viiden hitsauskoneen tiedot täysin automaattisesti verkossa. Hitsausvalvonta voi analysoida ja arvioida tietoja sekä reaaliajassa että jälkikäteen. Ulkoisilla rakennustyömailla tiedot tallennetaan offline-tilassa ja tallennetaan väliaikaisesti tallennusvälineelle. Sen jälkeen tiedot siirretään palvelimelle.
[casestudy_effectiv] => ewm Xnet varmistaa hitsauksen laadun, tekee siitä todennettavan ja tukee hitsaajia ennakoivassa työskentelyssä. Hitsaustietojen avulla voidaan määrittää optimaaliset ajat kulutusvaihtamiseksi, jotta ne voidaan vaihtaa mahdollisimman myöhään. Tämä säästää kahdella tavalla: Edelleen toimintakuntoisia osia ei vaihdeta ja työaikakatkokset siirtyvät mahdollisimman kauas. Tämä pidentää tuottavaa hitsausaikaa. Käyttämällä ewm Xnetiä Geha on aina varma, että se on tuottanut vaadittavan laadun – ja pystyy myös todentamaan sen.
[documents] => {"doc_name":["PraxisReport Geha DE"," CustomerStory Geha EN"],"doc_link":["053-000045-00000_PraxisReport_Geha_4seitig_DE_09_2017.pdf","053-000045-00001_PraxisReport_Geha_4seitig_GB_09_2017.pdf"],"description":["Praxis Report Geha DE"," CustomerStory Geha EN"]}
[imageslider] => {"image_link":["geha.png","geha2.png","geha3.png"],"description":["Geha 1","Geha 2","Geha 3"]}
[links] => {"doc_name":["YouTube"],"doc_link":["https://youtu.be/N10nlNsxaiU"],"description":["EWM Xnet Video"]}
[article_id] => 0
[ordering] => 6
[access] => 1
[language] => *
[params] =>
[created] => 2016-10-17 06:47:45
[created_by] => 591
[created_by_alias] =>
[modified] => 2022-01-18 07:30:33
[modified_by] => 590
[metakey] =>
[metadesc] => Je kritischer das Bauteil, desto höher die Anforderungen an Qualitätsnachweise und Rückverfolgbarkeit. Mit der Qualitätsmanagement-Software ewm Xnet stehen diese Daten immer und überall zur Verfügung – und können noch viel mehr leisten
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 36
[hits] => 0
)
[33] => stdClass Object
(
[id] => 12
[catid] => 57
[name] => Siemens
[alias] => siemens
[customer] => Siemens
[customer_logo] => images/referenzen/logos_schienen/siemens_logo_petrol_cmyk_web.jpg
[titelbild] => images/referenzen/sliderbilder/Siemens_L1000369_web.jpg
[sectorId] => COM_EWMREFERENCE_SCHIENENBAU
[materialId] => ["COM_EWMREFERENCE_SCHWARZ_EDEL"]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Jopa 60 % säästö pienempien railokulmien ansiosta
[benefit_subtext] => Vähemmän hitsaushelmiä tarkoittaa lyhyempää hitsausaikaa. Tämä tarkoittaa vähemmän lämmöntuontia, mikä vähentää hitsausvääristymiä ja siten oikomista. Yhteensä tämä voi johtaa jopa 60 prosentin säästöihin palkka-, materiaali- ja energiakustannuksissa –
[teaser] => Vähemmän hitsaushelmiä tarkoittaa lyhyempää hitsausaikaa. Tämä tarkoittaa vähemmän lämmöntuontia, mikä vähentää hitsausvääristymiä ja siten oikomista. Yhteensä tämä voi johtaa jopa 60 prosentin säästöihin palkka-, materiaali- ja energiakustannuksissa – kuten Siemensillä. Siemens saavutti nämä tulokset käyttämällä EWM:n innovatiivista forceArc-hitsausprosessia. EWM-hitsausprosessiin siirtymisellä oli toinenkin etu: Myös hitsaussavupäästöt ovat vähentyneet merkittävästi, mikä suojaa hitsaajan terveyttä.
[casestudy_status] => parempi laatu ja pienemmät kustannukset ovat yksi yleisimmistä asiakasvaatimuksista. Siksi Siemensin hitsausinsinöörit etsivät aina tapoja säästää energiaa hitsaustekniikan alalla. DVS-kongressissa EWM:n hitsausasiantuntijoiden puheenvuorot uusista valokaarityypeistä ja tulevaisuuden valmistusmenetelmistä tulivat heille oikeaan aikaan. Kongressissa sovittiin esittelyaika.
[casestudy_solution] => EWM:n innovatiiviselle forceArc-hitsausprosessille tunnusomaista lämpöä minimoiva, suuntavakaa ja voimakas valokaari. Se saavuttaa suuren tunkeuman vähemmällä reunahaavalla. Siten railokulmaa voidaan pienentää merkittävästi. Tyypillinen pieneneminen on alkuperäisestä 60° kulmasta 30° kulmaan. Tämä vähentää valmistelutyötä. Hitsaushelmien lukumäärä vähenee myös merkittävästi, mikä vähentää hitsausaikaa ja materiaalin kulutusta vastaavasti. Vielä tärkeämpää on kuitenkin matalampi lämmöntuonti: se vähentää merkittävästi hitsausvääristymiä ja säästää paljon oikomista jälkikäteen.
[casestudy_effectiv] => Työaikaa säästyy runsaasti vähempien hitsaushelmien ansiosta, kun railokulma pienenee, ja sen seurauksena hitsauskoneen kaasu- ja sähkökustannukset ovat pienemmät ja lämmöntuonti on vähäisempi. Tämä johtaa vääristymien ja viimeistelytyön vähenemiseen: nämä vaikutukset seuraavat innovatiivisen forceArc-hitsausprosessin käytöstä Siemensillä. Hitsausprosessi on myös pitkälti roiskeeton ja se vähentää merkittävästi hitsaussavupäästöjä. Tämä suojaa hitsaajan terveyttä ja minimoi viimeistelytyöt. Siirtyminen innovatiiviseen forceArc-hitsausprosessiin Siemensillä tuotti yhteensä 60 prosentin säästön palkka-, materiaali- ja energiakustannuksissa – tämä on taloudellisesti merkittävä menestys.
[documents] => {"doc_name":["PraxisReport Siemens DE","CustomerStory Siemens EN"],"doc_link":["WM0864_00_Referenz_Siemens.pdf","WM0864_01_Referenz_Siemens.pdf"],"description":["PraxisReport Siemens DE","CustomerStory Siemens EN"]}
[imageslider] => {"image_link":["Siemens_L1000369_web.jpg","Siemens_L1000389_web.jpg","Siemens_L1000484_web.jpg","Siemens_L1000486_web.jpg","Siemens_L1000505_web.jpg","Siemens_L1000567_web.jpg"],"description":["Siemens 1","Siemens 2","Siemens 3","Siemens 4","Siemens 5","Siemens 6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 12
[access] => 1
[language] => *
[params] =>
[created] => 2013-09-12 12:19:56
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:37:35
[modified_by] => 590
[metakey] =>
[metadesc] => Weniger Schweißraupen bedeuten eine kürzere Schweißzeit. Das bedingt einen geringeren Wärmeeintrag, was den Schweißverzug und damit die Richtarbeiten reduziert. In Summe kann das zu bis zu 60 % Einsparungen von Lohn-, Material- und Energiekosten führen
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 11
[hits] => 0
)
[34] => stdClass Object
(
[id] => 11
[catid] => 57
[name] => Plauen Stahl Technologie GmbH (PST)
[alias] => plauen-stahl-technologie-gmbh-pst
[customer] => Plauen Stahl Technologie GmbH
[customer_logo] => images/referenzen/logos_sonst/plauen.png
[titelbild] => images/referenzen/sliderbilder/Plauen_2a_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_MAG_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Parantunut laatu – noussut kilpailukyky
[benefit_subtext] => EWM:n Voimakas, suuntavakaa forceArc-valokaari on kirjaimellisesti saanut aikaan teknologisen muutoksen raskaiden teräsrakenteiden tuotannossa – myös suurissa komponenteissa, kuten Plauen Stahl Technologie GmbH:n työstämissä...
[teaser] => Voimakas, suuntavakaa forceArc-valokaari on kirjaimellisesti saanut aikaan teknologisen muutoksen raskaiden teräsrakenteiden tuotannossa – myös suurissa komponenteissa, kuten Plauen Stahl Technologie GmbH:n työstämissä. forceArc:lla juuritukihitsaus syntyy lähes automaattisesti, mukaan lukien vaadittu a-mitta. Lisäksi kaikki laatuvaatimukset täyttyvät. Tämä helpottaa hitsaustyötä. Kaksi työvaihetta voidaan vähentää.
[casestudy_status] => Suuret komponentit, joissa on yksittäisosia, joiden kappalepainot alkavat 50 tonnista, ovat Vogtlandissa toimivan Plauen Stahl Technologie GmbH:n (PST) päivittäistä liiketoimintaa. Komponentit ovat siltaosia, kuten sillassa lähellä Millauta Ranskassa, voimalaitosten telineistöjä tai sulkuportteja, joiden jänneväli on vaikuttava. Turvallisuus ja laatu ovat etusijalla etenkin sellaisissa rakenteissa, joissa on korkeimmat tekniset vaatimukset, ja arkkitehtonisesti ylellisissä projekteissa.
[casestudy_solution] => Innovatiivinen EWM:n forceArc-hitsausprosessi vakuutti vastuussa olevat hitsaustuloksilla: hyvä liitos syvällä tunkeumalla ja erinomainen juuren ja railon kylkien sulaminen. Lisäksi forceArc voi kerätä taloudellisia pisteitä: vähentyneet esi- ja viimeistelytyöt sekä säästetyt palkka-, materiaali-, kaasu- ja energiakustannukset pienentävät koko liitosprosessin kustannuksia - korkeammalla tuottavuudella. Myös hitsaajat työskentelevät mielellään forceArc-hitsausprosessin avulla.
[casestudy_effectiv] => Aikaisemmin yli 500 mm:n osuudet hitsattiin PST:llä jauhekaarihitsauksella, mutta nykyään jopa 800 mm osuudet ja 80 mm materiaalipaksuudet yhdistetään forceArc-prosessilla – mikä lyhentää merkittävästi asennusaikaa. Puoli-V-hitsejä hitsattaessa voitaisiin hiljaisia aikoja vähentää huomattavasti forceArc:lla, koska puhdistus- ja saumaustyötä on nyt erittäin vähän. Juuren läpimeno saavutetaan turvallisesti, ja sen ulkoasua voidaan ohjata määritetysti. Juuren läpimeno tuottaa jo pienahitsin määritellyllä pyöristyksellä, vastaavalla ulkonemalla ja vaaditulla a-mitalla.
[documents] => {"doc_name":["PraxisReport Plauen Stahl DE","CustomerStory Plauen Stahl EN"],"doc_link":["ewm0106_13_plauen_DE_low.pdf","ewm0409_13_plauen_GB_low.pdf"],"description":["PraxisReport Plauen Stahl DE","CustomerStory Plauen Stahl EN"]}
[imageslider] => {"image_link":["Plauen_2a_web.jpg","Plauen_3a_web.jpg","Plauen_5a_web.jpg"],"description":["Plauen Stahl 1","Plauen Stahl 2","Plauen Stahl 3"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 11
[access] => 1
[language] => *
[params] =>
[created] => 2013-09-12 12:15:41
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:36:27
[modified_by] => 590
[metakey] =>
[metadesc] => Der druckvolle richtungsstabile forceArc-Lichtbogen von EWM hat förmlich einen Technologiewandel in der Produktion des schweren Stahlhochbaus eingeläutet – auch bei großvolumigen Bauteilen, wie sie die . Plauen Stahl Technologie GmbH bearbeitet
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 9
[hits] => 0
)
)
Kaikki käyttöraportit yhdellä silmäyksellä

Stadler Winterthur AG
Ratakulkuneuvojen valmistus
How Stadler in Winterthur is optimising bogie production with EWM technology
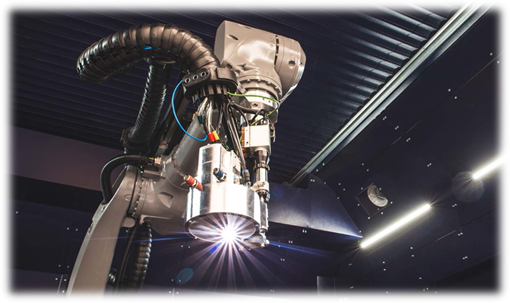

TANICS
Nuclear and magnetic-technology
When radioactive materials need to be safely enclosed in containers, every detail counts


Nordic Steel AS
Teräsrakentaminen
EWM enhances environmental commitment at Nordic Steel


SBS Kft Hungary
Contract manufacturing
A brief look at contract manufacturer SBS Kft Hungary.


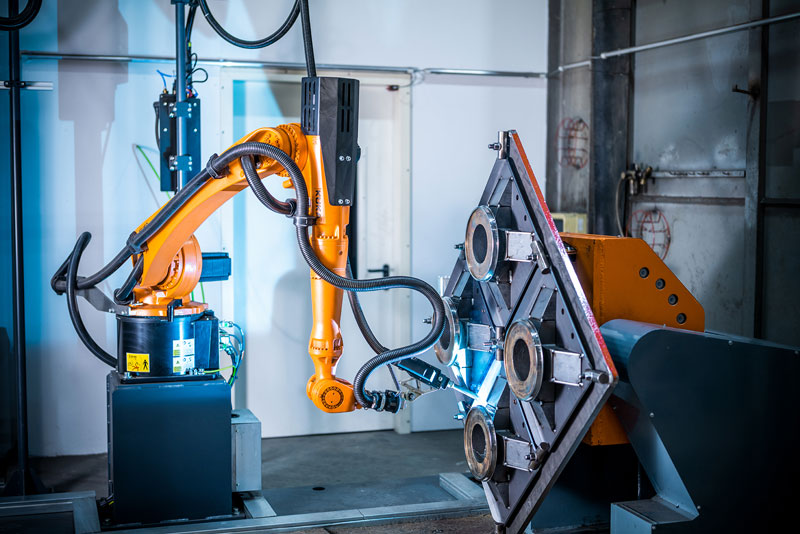
Finsterle GmbH
Muut
Overcoming the challenges of automated welding with fine-grained steels

Vogelsang GmbH & Co. KG
Laitossuunnittelu
The user-friendly way to process all kinds of material thicknesses

MST Parts Group
Muut
MST/Hi-Spec Manufacturing manufactures the largest dredger buckets...

IGEFA WEINBRENNER Energy Solutions GmbH
Elintarvike- ja kemianteollisuus
Skilled worker shortages, full order books and high quality standards


Schroeder Valves GmbH & Co. KG
Muut
Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer.

Heinrich Döpke GmbH
Muut
Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines...

SAF-Holland
Ajoneuvojen valmistus
Chassis axles designed to carry huge axle loads represent a major challenge in the quality assurance process. This is why SAF-Holland relies on…

Geschwister Scholl school Leutkirch
Muut
Geschwister Scholl school uses EWM complete solution. Vocational students are being trained with ewm Xnet

Gebrüder Stahl GmbH 2020
Muut
Gebrüder Stahl is working with EWM.
TIG welding is faster than MAG welding
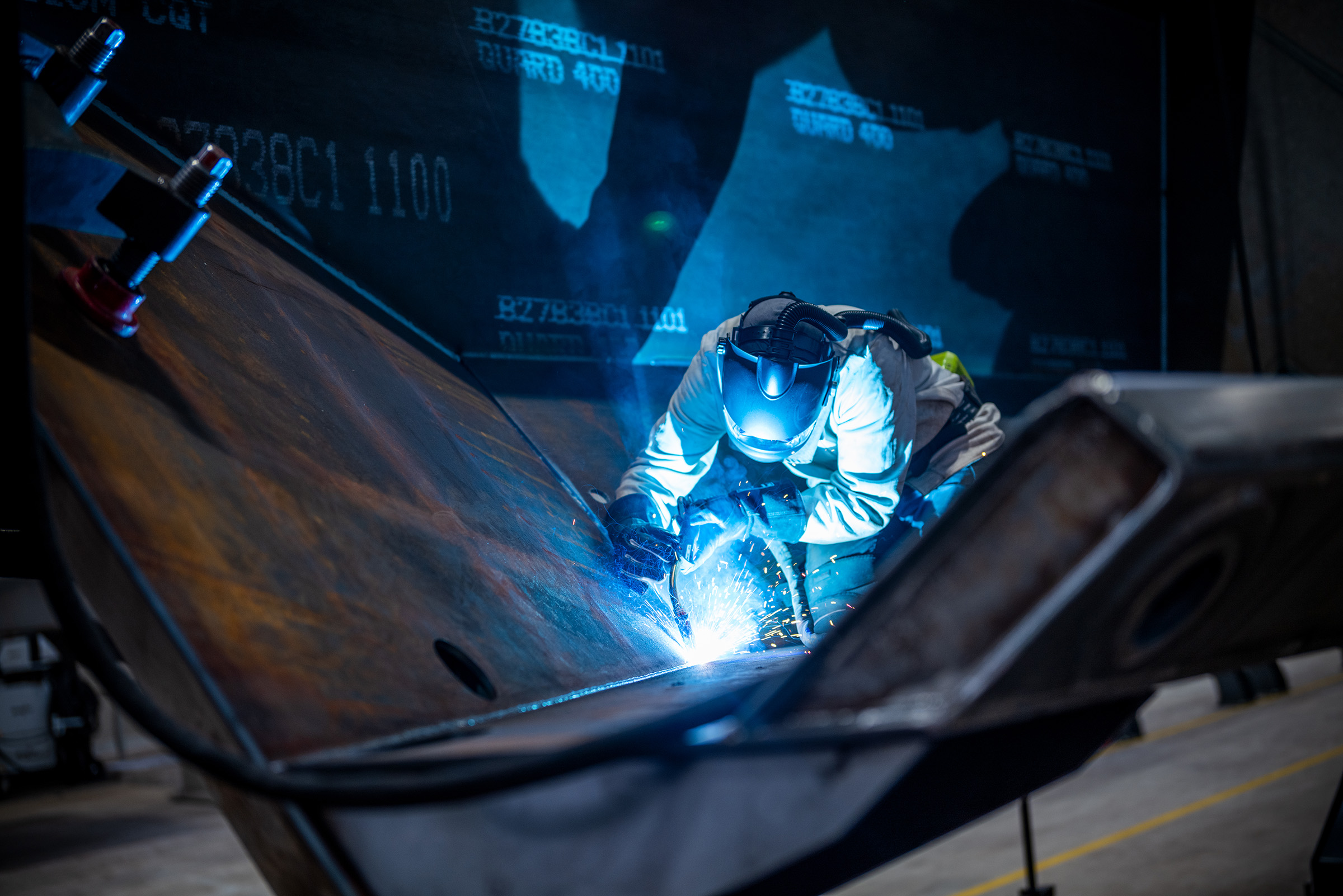
Bell Equipment Deutschland 2020
Ajoneuvojen valmistus
Bell establishes own welding production line with EWM

Chamber of Commerce Aurich 2020
Muut
HWK Aurich places trust in EWM. Aurich Chamber of Commerce 2020

Ebner Industrieofenbau GmbH
Teräsrakentaminen
Every function accessible on the welding torch – Ebner Industrieofenbau GmbH 2019

Schoeller Werk GmbH & Co. KG
Teräsrakentaminen
Top quality in continuous use at Schoeller Werk GmbH & Co. KG


Ebner Industrieofenbau GmbH 2019
Teräsrakentaminen
Peli, erä ja ottelu kaikissa hitsaustekniikan luokissa



Hüffermann
Ajoneuvojen valmistus
Jopa 10 % enemmän perävaunuja työpaikkaa kohden vuodessa



MESA
Teräsrakentaminen
Parempi hitsauslaatu ja pienemmät kustannukset ewm maXsolutionin avulla
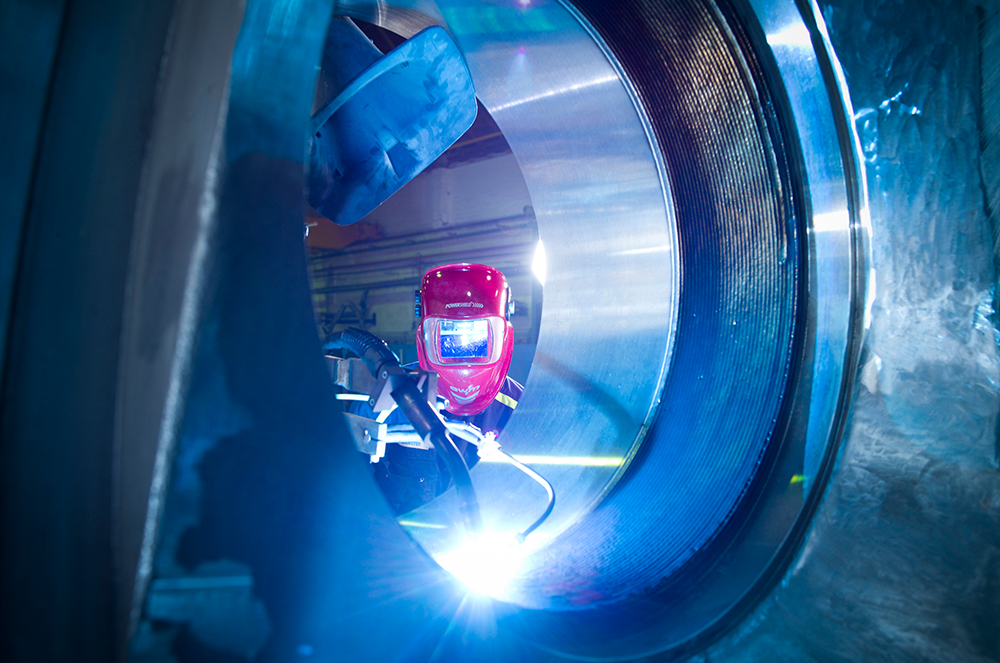


Siemens
Ratakulkuneuvojen valmistus
Jopa 60 % säästö pienempien railokulmien ansiosta

Plauen Stahl Technologie GmbH (PST)
Teräsrakentaminen
Parantunut laatu – noussut kilpailukyky








































































