- Jesteś tutaj:
- Start
Array
(
[0] => stdClass Object
(
[id] => 38
[catid] => 57
[name] => Stadler Winterthur AG
[alias] => stadler-winterthur-ag
[customer] => Stadler Winterthur AG
[customer_logo] => images/referenzen/logos_schienen/stadler_blue_rgb_png.png
[titelbild] => images/referenzen/sliderbilder/stadler_L211977_web.jpg
[sectorId] => COM_EWMREFERENCE_SCHIENENBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MIG_MAG","COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => How Stadler in Winterthur is optimising bogie production
with EWM technology
[benefit_subtext] => Groundbreaking e_ ciency in the manufacture of rail vehicles – Stadler Rail places high demands on the welding process in production. When manufacturing bogies,
it is not only cost-effectiveness and process reliability that are important, but above all precision and high weld seam quality.
EWM masters these challenges with welding machines that impress with their intuitive operation, digital interfaces and reliable performance in daily shift operation.
[teaser] => Groundbreaking e_ ciency in the manufacture of rail vehicles – Stadler Rail places high demands on the welding process in production. When manufacturing bogies,
it is not only cost-effectiveness and process reliability that are important, but above all precision and high weld seam quality.
EWM masters these challenges with welding machines that impress with their intuitive operation, digital interfaces and reliable performance in daily shift operation.
[casestudy_status] => Stadler Winterthur AG is the centre of excellence for bogies within the Stadler Rail Group. Its focus is on precision, cost-effectiveness and process reliability. The complex assemblies are manufactured in two shifts by over 120 welders using a high degree of automation. In addition to the required weld seam quality and reproducibility, the demands on digital welding data management are also growing. In order to ensure quality in the long term and standardise processes, Stadler decided to switch to EWM welding equipment and to use only machines from one manufacturer.
[casestudy_solution] => Since 2024, Stadler Winterthur AG has been relying on welding technology from EWM: over 80 welding machines are in use, including the Titan XQ 400 for MAG welding and the Tetrix XQ 300 for TIG welding. Both systems impress with their intuitive operation, ergonomic functional torches with integrated displays and robust performance in shift operation. The ewm Xnet digital welding management system centrally records, evaluates and documents all process data. This allows quality and efficiency to be monitored and continuously improved in real time.
[casestudy_effectiv] => The switch to EWM welding technology went smoothly and was quickly accepted by employees. The simple handling and clear menu navigation make it easier to train new welders and significantly reduce the error rate. Existing components could continue to be used, which further accelerated integration. Today, Stadler Winterthur AG benefits from more stable production, greater process reliability and a sustainable increase in manufacturing quality – a decisive step towards a future-proof welding process in rail vehicle construction.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["Stadler_Rail_CH_DE_201025_FIN_02.pdf","Stadler_Rail_CH_EN_201025_FIN_02.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["stadler_L211940_web.jpg","stadler_L211977_web.jpg","stadler_L211987_web.jpg","stadler_L212046_web.jpg","stadler_L212065_web.jpg"],"description":["Bild 1","Bild 2","Bild 3","Bild 4","Bild 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 37
[access] => 1
[language] => *
[params] =>
[created] => 2025-12-03 11:06:09
[created_by] => 590
[created_by_alias] =>
[modified] => 2026-01-06 05:58:23
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[1] => stdClass Object
(
[id] => 37
[catid] => 67
[name] => WAAM3D
[alias] => waam3d
[customer] => WAAM3D
[customer_logo] => images/referenzen/logos_luft/WAAM.png
[titelbild] => images/referenzen/sliderbilder/WAAM_Bild2.png
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_METALL","COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_WAAM"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Precise welding technology for additive manufacturing
[benefit_subtext] => Wire Arc Additive Manufacturing (WAAM) has experienced a significant upswing in recent years. This advanced technology allows complex metal structures to be manufactured efficiently and precisely. The British company WAAM3D, a pioneer in the field of WAAM technology, works with EWM welding equipment to produce high-quality metal components for various industries such as aerospace, energy and shipping.
[teaser] => Wire Arc Additive Manufacturing (WAAM) has experienced a significant upswing in recent years. This advanced technology allows complex metal structures to be manufactured efficiently and precisely. The British company WAAM3D, a pioneer in the field of WAAM technology, works with EWM welding equipment to produce high-quality metal components for various industries such as aerospace, energy and shipping.
[casestudy_status] => Wire additive manufacturing (WAAM) offers enormous opportunities, but also presents companies with special challenges. In order to reliably build complex metal structures, the welding systems used must operate with absolute precision and stability over many hours. For WAAM3D, it was therefore clear that a solution had to be found that would ensure uniform layer formation, high repeatability and consistent quality, even during long manufacturing processes.
[casestudy_solution] => The choice fell on plasma welding systems from EWM. With the Tetrix 352 and 552 models, WAAM3D can precisely control the process parameters and thus ensure controlled, reproducible material application. The high duty cycle and flexibility in the use of different materials make the devices the ideal solution for the special requirements of WAAM technology. In addition, the power sources can be easily integrated into WAAM3D's existing automation systems, enabling a consistently efficient and robust production process.
[casestudy_effectiv] => By using EWM welding technology, WAAM3D has been able to significantly increase process reliability and stability. Welding errors, especially with demanding materials such as titanium or Inconel, are reliably avoided. The company benefits from consistently high component quality and can guarantee its customers reliable and reproducible results. In addition to the technical advantages, WAAM3D also values its close cooperation with EWM: fast support, expert advice and the certainty of being well equipped for the future development of the technology.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["WAAM_T4_DE_040825_FIN.pdf","WAAM_T4_EN_230725_FIN.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["WAAM_Bild1.jpg","WAAM_Bild2.png","WAAM_PTA-Part_web.jpg","WAAM_T1_web.jpg","WAAM_T2_web.jpg"],"description":["WAAM3D_Bild1","WAAM3D_Bild2","WAAM3D_Bild3","WAAM3D_Bild4","WAAM3D_Bild4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 36
[access] => 1
[language] => *
[params] =>
[created] => 2025-10-06 09:50:46
[created_by] => 604
[created_by_alias] =>
[modified] => 2025-10-07 08:20:19
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 11
[hits] => 0
)
[2] => stdClass Object
(
[id] => 36
[catid] => 67
[name] => TANICS
[alias] => tanics
[customer] => TANICS™
[customer_logo] => images/referenzen/logos_sonst/Tanics_Blue_AW.png
[titelbild] => images/referenzen/sliderbilder/tanicsIMG_0313.jpg
[sectorId] => COM_EWMREFERENCE_NUR
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_FORCE_TIG"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => When radioactive materials need to be safely enclosed in containers,
every detail counts
[benefit_subtext] => especially the weld seam. With
TANICS™ R-TIG, a robot-assisted welding system for nuclear
applications, and the forceTig® high-performance TIG process
from EWM, a new solution has been developed speci_ cally for
this challenge: It automates the entire welding process, thereby
protecting personnel from radiation exposure and not only
o_ ers absolute process reliability, but also delivers reproducible
seam quality at the highest level.
[teaser] => When radioactive materials need to be safely enclosed in containers,
every detail counts - especially the weld seam. With
TANICS™ R-TIG, a robot-assisted welding system for nuclear
applications, and the forceTig® high-performance TIG process
from EWM, a new solution has been developed speci_ cally for
this challenge: It automates the entire welding process, thereby
protecting personnel from radiation exposure and not only
o_ ers absolute process reliability, but also delivers reproducible
seam quality at the highest level.
[casestudy_status] => Lifelong and absolutely secure sealing is a top priority when it comes to transporting and storing highly radioactive material in specially manufactured stainless steel containers. No one is allowed to be near the welding process when the containers with the nuclear material inside are being sealed. The protection of personnel and absolute process reliability are paramount, so reliable and automated welding solutions are essential. In collaboration with TANICS™, the joint venture between Amentum and Langfields Ltd., we have therefore developed TANICS™ R-TIG.
[casestudy_solution] => TANICS™ R-TIG is a robot-assisted welding system that, in combination with EWM's high-performance forceTig® TIG welding process, meets the highest standards of quality, safety and flexibility in accordance with PD5500 Category 1 and Sellafield Build Level specifications. Different container sizes and seam geometries can be reliably welded – directly on site, fully automated and remote-controlled. Cameras mounted directly on the robot and an integrated inspection system enable the weld seam to be viewed from different angles and ensure seamless quality control.
[casestudy_effectiv] => Reproducibility of seam quality, process reliability and personnel protection. The specifications at the start of the collaboration were clear. And it is precisely at the point where conventional TIG welding reaches its limits that the newly developed TANICS™ R-TIG solution comes into play. It is a practical response to the challenges faced by the nuclear industry and other sectors, meets the strict standards of European norms and is ASME-qualified. TANICS™ R-TIG provides optimum protection for personnel in hazardous environments and ensures the highest weld seam quality at all times.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000281-00000_Tanics_310725_DE.pdf","053-000281-00001_Tanics_310725_EN.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["tanics1.png","tanics2.png","tanics3.png","tanicsDSC_0825.jpg","tanicsDSC_7146.jpg","tanicsIMG_0313.jpg"],"description":["Tanics","Tanics2","Tanics2","Tanics4","Tanics5","Tanics6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 35
[access] => 1
[language] => *
[params] =>
[created] => 2025-08-19 09:50:01
[created_by] => 591
[created_by_alias] =>
[modified] => 2025-08-19 10:48:36
[modified_by] => 591
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 8
[hits] => 0
)
[3] => stdClass Object
(
[id] => 35
[catid] => 57
[name] => alwitra GmbH
[alias] => alwitra-gmbh
[customer] => alwitra GmbH
[customer_logo] => images/referenzen/logos_sonst/ALWITRA.jpg
[titelbild] => images/referenzen/sliderbilder/EWM-React-bei-Alwitra-Trier-022.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_REACT"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Efficient and automated welding with EWM React
[benefit_subtext] => Quality, efficiency and process optimisation. The demands in the manufacturing industry are constantly increasing and require the use of innovative welding technologies. For this reason, alwitra GmbH, a leading provider of system solutions for flat roofs, relies on EWM React. Almost all of the products used for the more than 175 million square metres of sealed roof surfaces per year have to be welded. It is often not only the functionality of the weld seams that counts, but also their appearance. With EWM React, alwitra secures a decisive competitive advantage.
[teaser] => Quality, efficiency and process optimisation. The demands in the manufacturing industry are constantly increasing and require the use of innovative welding technologies. For this reason, alwitra GmbH, a leading provider of system solutions for flat roofs, relies on EWM React. Almost all of the products used for the more than 175 million square metres of sealed roof surfaces per year have to be welded. It is often not only the functionality of the weld seams that counts, but also their appearance. With EWM React, alwitra secures a decisive competitive advantage.
[casestudy_status] => In the past, alwitra used a standard pulse MIG process to manufacture components. The level of automation in the company was rather low at around 30%, as special products made up the majority of production. However, there is great potential for optimisation, particularly in the production of standard components, as increasing automation can further improve quality and reduce costs. alwitra is constantly adapting its product range to current market requirements and is therefore all the more dependent on the use of innovative welding technology.
[casestudy_solution] => Process stability plays an important role for alwitra when using welding robots. This is where EWM React comes into play as an automation solution, as the welding process is the ideal combination of short arc and digital welding process control. Combined with a highly dynamic torch drive, the result is a precise and reliable automation process that delivers perfect welds. EWM React gives the user full control over the droplet transfer and, with the process variants Speed, Positionweld and superPulse, offers tailor-made solutions for even the most demanding welding tasks.
[casestudy_effectiv] => The objective of the cooperation between alwitra and EWM was clearly defined: Automated welding was to take productivity to a new level. This is exactly what has been achieved with EWM React, as the high deposition rates of the spray arc range have been combined with all the advantages of the short arc. Hardly any spatter, minimal distortion, enormous process stability and a reduction in heat input of up to 35% - these advantages speak for themselves. With alwitra, the result is a time saving of more than one minute per workpiece - both during welding and in post-processing.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000272-00000_alwitra.pdf","053-000272-00001_alwitra.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["EWM-React-bei-Alwitra-Trier-022.jpg","EWM-React-bei-Alwitra-Trier-023.jpg","EWM-React-bei-Alwitra-Trier-027.jpg","EWM-React-bei-Alwitra-Trier-032.jpg","EWM-React-bei-Alwitra-Trier-033.jpg","EWM-React-bei-Alwitra-Trier-039.jpg","EWM-React-bei-Alwitra-Trier-042.jpg"],"description":["Alwitra_1","Alwitra_2","Alwitra_3","Alwitra_4","Alwitra_5","Alwitra_6","Alwitra_7"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 34
[access] => 1
[language] => *
[params] =>
[created] => 2024-11-15 06:47:36
[created_by] => 590
[created_by_alias] =>
[modified] => 2024-11-15 07:30:28
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 7
[hits] => 0
)
[4] => stdClass Object
(
[id] => 34
[catid] => 57
[name] => Nordic Steel AS
[alias] => nordic-steel-as
[customer] => Nordic Steel AS
[customer_logo] => images/referenzen/logos_sonst/LogoNordicSteel_WithSlogan_231x31.png
[titelbild] => images/referenzen/sliderbilder/NordicSteel4.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MIG_MAG","COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => EWM enhances environmental commitment at Nordic Steel
[benefit_subtext] => Nordic Steel AS is a leading company in the steel industry and a comprehensive provider of mechanical production solutions. The company has firmly positioned itself as a driving force not only in Norway, but also on a global level. The extensive reference list includes major players from a wide range of industries, such as renewable energy, oil and gas, aquaculture, maritime, HVAC, transport, infrastructure, construction, piping, defence, aerospace, and various other sectors. Nordic Steel has strong and long-lasting partnerships in all these sectors, making it a full-service provider.
[teaser] => Nordic Steel AS is a leading company in the steel industry and a comprehensive provider of mechanical production solutions. The company has firmly positioned itself as a driving force not only in Norway, but also on a global level. The extensive reference list includes major players from a wide range of industries, such as renewable energy, oil and gas, aquaculture, maritime, HVAC, transport, infrastructure, construction, piping, defence, aerospace, and various other sectors. Nordic Steel has strong and long-lasting partnerships in all these sectors, making it a full-service provider.
[casestudy_status] => Nordic Steel AS has been using welding machines from EWM for many years. However, before the strategic partnership between them began, the Norwegian company had problems with various other welding machines. These occurred particularly when welding aluminium, which led to rapid downtimes throughout the welding operation. After analysing the situation in detail, Nordic Steel AS decided to work with EWM in 2010. Since then, the efficiency and quality of the entire welding operation has increased significantly.
[casestudy_solution] => Every welding task is different for the Norwegian full-service provider from the steel industry and with the welding machines from EWM, Nordic Steel is ideally prepared for a wide range of conditions. There are now 26 welding machines at the Bryne site, which are very well suited for aluminium welding thanks to the built-in position welding function and effectively reduce downtimes. In addition, the experience of the company's welders confirms that the machines are user-friendly, produce perfect weld seams and have a robust design.
[casestudy_effectiv] => A central component of Nordic Steel's corporate philosophy is its outstanding commitment to the environment. High standards for top performance and sustainability apply throughout the entire welding operation and are maintained using EWM welding equipment. This is ensured, among other things, by the resource-saving inverter technology and the energy-efficient welding processes. Nordic Steel has been recognised as the most environmentally friendly steelworks in Norway, and its status as an industry pioneer with a strong environmental focus was recognised in 2021 with the "Miljøfyrtårn" (Environmental Lighthouse) award.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000246_00000_Praxisreport_NordicSteel_DE.pdf","053-000246_00001_Praxisreport_NordicSteel_EN.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["NordicSteel4.jpg","NordicSteelDSC_3067.jpg","NordicSteelDSC_3109.jpg","NordicSteelDSC_3118.jpg","NordicSteelSvein.jpg","NordicSteelwelder-on-stairs.jpg","NordicSteelwelder-table.jpg","NordicSteelworkbench.jpg"],"description":["Bild 1","Bild 2","Bild 3","Bild 4","Bild 5","Bild 6","Bild 7","Bild 8"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 33
[access] => 1
[language] => *
[params] =>
[created] => 2024-07-17 11:55:42
[created_by] => 590
[created_by_alias] =>
[modified] => 2024-07-17 11:57:34
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 3
[hits] => 0
)
[5] => stdClass Object
(
[id] => 33
[catid] => 57
[name] => Bilfinger SE
[alias] => bilfinger-se
[customer] => Bilfinger SE
[customer_logo] => images/referenzen/logos_sonst/bilfinger-logo.png
[titelbild] => images/referenzen/sliderbilder/Bilfinger_Noell_superconducting-magnets-bn_190731_11865.jpg
[sectorId] => COM_EWMREFERENCE_NUR
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_MIG_MAG"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Documentation down to seam level
[benefit_subtext] => Traceability and documentation are typical buzzwords, especially when it comes to certified components. Who welded which seam with which parameters and when? All this data is necessary to comply with the obligatory documentation requirements – an obligation that is often perceived as too time-consuming. ewm Xnet provides a remedy and supports welding coordinators and welders in their daily work – as well as doing so much more.
[teaser] => As a nuclear and magnet technology specialist, Bilfinger Noell is certified in accordance with DIN EN 10190 in the highest execution class EXC 4 – with special obligatory documentation.
[casestudy_status] => This documentation often involves huge sheets of paper with extensive tables that are shuffled back and forth between the welding coordination personnel's office and production at the welding site. Welders transfer the welding parameters and the coordinator countersigns them. But it’s so easy to make a writing error when transferring the welding parameters to the paper table. And is it really stored in such a way that it can be retrieved at any time? After all, the worst-case scenario for any welding coordination personnel is when something happens but the relevant documents are not available.
[casestudy_solution] => ewm Xnet brings together everything you need for the documentation. It starts with the relevant WPS. In addition to the parameters, the welding sequence can also be defined. When it comes to welding, the welder logs on via Xnet. This also fulfils the documentation requirements. The barcode assigned to each weld seam is used to set the correct parameters on the machine straight away. This ensures quality that can be proven. All data can be found at any time and can also be analysed afterwards – completely tamper-free.
[casestudy_effectiv] => The introduction of ewm Xnet changes everything in the daily work of a welding coordinator – but at the same time doesn’t really change anything at all. After all, ewm Xnet does not change the work itself. It simply makes work simpler, safer and more efficient. Secure and fast access to all data and the associated documents is a great help, especially during audits and in the event of a warranty claim. The additional recording of consumption data also gives users an idea of actual capacity and costs of the respective projects. The bottom line: weak points can be uncovered quickly and potential utilised.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["052-000232-00000_Praxisreport_Bilfinger_Noll_GmbH.pdf","052-000232-00001_Praxisreport_Bilfinger_Noll_GmbH.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["Bilfinger_Noell_Hot-Cell_KB18274.jpg","Bilfinger_Noell_Schleusen-bn_1803012261.jpg","Bilfinger_Noell_Sge-Rckbau_NPP_ret_DSC8492.jpg","Bilfinger_Noell_superconducting-magnets-bn_190731_11865.jpg","Bilfinger_ANSTO_KKF8004_b_fin_lr.jpg","Bilfinger_Bilder.jpg","Bilfinger_Bilder2.jpg","Bilfinger_Bilder4.jpg","Bilfinger_Bilder6.jpg","Bilfinger_Bilder9.jpg"],"description":["Bilfinger_1","Bilfinger_2","Bilfinger_3","Bilfinger_4","Bilfinger_5","Bilfinger_6","Bilfinger_7","Bilfinger_8","Bilfinger_9","Bilfinger_10"]}
[links] => {"doc_name":["YouTube"],"doc_link":["https://www.youtube.com/watch?v=5ir_qQvN95A"],"description":["Als Nuklear- und Magnettechnik-Spezialist ist Bilfinger Noell nach DIN EN 10190 in der höchsten Ausführungsklasse EXC 4 zertifiziert – mit besonderen Anforderungen an die Dokumentationspflicht."]}
[article_id] => 0
[ordering] => 32
[access] => 1
[language] => *
[params] =>
[created] => 2024-04-04 11:08:58
[created_by] => 590
[created_by_alias] =>
[modified] => 2024-04-04 11:19:24
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 3
[hits] => 0
)
[6] => stdClass Object
(
[id] => 32
[catid] => 57
[name] => SBS Kft Hungary
[alias] => sbs-kft-ungarn
[customer] => SBS Kft
[customer_logo] => images/referenzen/logos_sonst/sbs_logo_rgb.png
[titelbild] => images/referenzen/SBS_3.jpg
[sectorId] => COM_EWMREFERENCE_LOHNFERTIGER
[materialId] => ["COM_EWMREFERENCE_VERSCHIEDENES"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC","COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => A brief look at contract manufacturer SBS Kft Hungary.
[benefit_subtext] => Higher welding quality with a significant reduction in the time required for both welding itself
and finishing work – this sums up contract manufacturer SBS Kft., based in Erdőtelek, Hungary
around 130 km east of Budapest. Thanks to a
greater arc penetration depth, the new forceArc
welding process results in significant time savings alongside an increase in welding quality.
Another benefit is that EWM welding machines
require far fewer spare and wear parts despite a
higher duty cycle. All these effects lead to an increase in productivity.
[teaser] => Higher welding quality with a significant reduction in the time required for both welding itself
and finishing work – this sums up contract manufacturer SBS Kft., based in Erdőtelek, Hungary
around 130 km east of Budapest. Thanks to a
greater arc penetration depth, the new forceArc
welding process results in significant time savings alongside an increase in welding quality.
Another benefit is that EWM welding machines
require far fewer spare and wear parts despite a
higher duty cycle. All these effects lead to an increase in productivity.
[casestudy_status] => Increasing quality requirements and greater cost
pressure are the challenges faced by most contract
manufacturing companies. In the case of welding,
this is synonymous with high welding quality produced in less time. Only through this combination
can a true productivity advantage be achieved.
The spectrum begins with selection of the welding
procedure and can also include design measures.
This was precisely the challenge faced by SBS Kft.
[casestudy_solution] => If a weld seam can be welded from just one side
instead of both, it saves a lot of time – both in
terms of handling and the welding process itself.
This substantial change to the workflow is possible thanks to the innovative forceArc welding
process from EWM. ForceArc is a heat-minimised
pulsed arc with both great penetration depth and
outstanding gap bridging. This makes it possible
to weld the carbon steels being used in a reliable
way with nearly no spatter, yet with the same outstanding welding quality and considerably less finishing work
[casestudy_effectiv] => SBS Kft. were so impressed by the quality and long
duty cycle of the Taurus welding machines from
EWM that they procured 20 welding machines in
a single order and equipped their welding shop
with them. In addition to improving quality, the
company are able to reduce costs thanks to both
a significant reduction in finishing work and a considerable decrease in the number of consumables
used – all the parts used last much longer than
they used to (wear parts in particular).
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000215-00000_SBS_Ungarn.pdf","053-000215-00001_SBS_Ungarn.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["SBS_2.jpg","SBS_3.jpg","SBS_4.jpg"],"description":["SBS_2","SBS_3","SBS_4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 31
[access] => 1
[language] => *
[params] =>
[created] => 2023-09-21 06:02:05
[created_by] => 590
[created_by_alias] =>
[modified] => 2023-10-24 05:58:14
[modified_by] => 595
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 6
[hits] => 0
)
[7] => stdClass Object
(
[id] => 31
[catid] => 67
[name] => Dražice
[alias] => drazice
[customer] => Dražice
[customer_logo] => images/referenzen/logos_sonst/Logo_drazice.jpg
[titelbild] => images/referenzen/drazice_1_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => [""]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Hot water storage tanks and water heaters (boilers)
[benefit_subtext] => Dražice started with the idea of manufacturing the most economical and least failure-prone water heater ever – in short: the best boiler. This became the company’s philosophy. Despite achieving its targets every year, the company continues to optimise its products. This continuous improvement of the quality of their water heaters (boilers), buffer tanks and heating elements has been recognised with various awards, such as the AOVT 2021 Award and the Czech Business Superbrands 2022.
[teaser] => Dražice is the Czech Republic’s leading manufacturer of hot water storage tanks and water heaters.
[casestudy_status] => The Dražice portfolio includes over 380 types or modifications of hot water storage tanks and water heaters as well as various types of buffer tank. The basic structure of the tanks is always similar: A sheet is shaped into a pipe and the seam is welded. A base and lid are then added and also radially welded. It is important to have high-quality seams which will withstand the pressure in the heat accumulators later on.
[casestudy_solution] => The base material for the heat accumulator is structural steel with a yield strength of 230 MPa; the diameters of the pipes range between 500 and 850 mm; the material thickness is between 2 and 3 mm. Each component requires individualised weld seams. With the wide range of welding machines and innovative welding processes, EWM machines always deliver optimal results. What’s more, the control of the welding machines can be easily integrated into Dražice’s plant controls, allowing automated or semi-automated production of the base bodies.
[casestudy_effectiv] => Depending on the application, the Titan XQ 400 puls DW or the Picomig 355 puls is used for automated welding, as they provide the right welding parameters for any material, even aluminium. In manual welding, the Phoenix 405 Progress puls stands out with its wide range of applications, from MIG/MAG to electrode all the way to TIG welding. The drive 4X wire feeder feeds the filler metal safely to the weld spot. This results in almost spatter-free seams, high weld seam quality and minimal post weld work, because for Dražice, reliable weld seams mean high productivity and thus strong performance.
[documents] => {"doc_name":[" PraxisReport_DE"," PraxisReport_EN"],"doc_link":["053-000203-00000_Druzstevni_zavody_Drazice.pdf","053-000203-00001_Druzstevni_zavody_Drazice.pdf"],"description":[" PraxisReport_DE"," PraxisReport_EN"]}
[imageslider] => {"image_link":["drazice_1_web.jpg","drazice_2_web.jpg","drazice_3_web.jpg","drazice_4_web.jpg"],"description":["Drazice_1","Drazice_2","Drazice_3","Drazice_4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 30
[access] => 1
[language] => *
[params] =>
[created] => 2022-11-10 10:50:58
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-11-15 14:40:12
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 2
[hits] => 0
)
[8] => stdClass Object
(
[id] => 30
[catid] => 67
[name] => BRS Motorsport
[alias] => brs-motorsport
[customer] => BRS Motorsport
[customer_logo] => images/referenzen/logos_sonst/logo_motorsport.png
[titelbild] => images/referenzen/motorsport_titel_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => [""]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Formula Student: students build racing car
[benefit_subtext] => Formula Student is an international engineering competition for students. To take part in the competition, each team designs, constructs and manufactures a small formula racing car and also participates in international competitions with it. This gives students a chance to build on their theoretical knowledge from their studies with practical experience in construction and production as well as learn about the economical aspects of the industry.
[teaser] => Every year, BRS Motorsport e. V. develops and manufactures a spectacular electric racing car ...
[casestudy_status] => BRS Motorsport e. V. is a coalition of students that take part in the international Formula Student competition every year. From design and construction all the way to production – the team completed yet another spectacular electric racing car this year. Students are supported by a wide range of industry partners from across all different sectors in their quest to produce innovative vehicles.
[casestudy_solution] => The chassis is a full carbon monocoque constructed using no steel or aluminium welded constructions. To protect the driver’s body and legs in the event the car rolls over or is involved in an accident, the car has a “large” roll bar (main hoop) and a “small” roll bar (front hoop). These are welded constructions made from steel pipes and aluminium square pipes. The aluminium in particular poses a challenge when it comes to the welding procedure and can only be welded safely using high-quality welding machines and suitable welding processes.
[casestudy_effectiv] => Following a training session by EWM application engineers, the students used both the Picomig 305 and Tetrix 230 AC/DC welding machines to weld the individual components on their own. This also included the battery container, a welded construction made from aluminium sheet. Various victories in the electric vehicle class are testament to the club’s high-quality and innovative work.
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000202-00000_BRS_Motorsport_v3.pdf","053-000202-00001_BRS_Motorsport_v3.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["motorsport_titel_web.jpg","motorsport_web.jpg","motorsport_2_web.jpg","motorsport_3_web.jpg"],"description":["Motorsport_Titel","Motorsport_1","Motorsport_2","Motorsport_3"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 29
[access] => 1
[language] => *
[params] =>
[created] => 2022-11-10 10:28:51
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-11-10 10:32:12
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 2
[hits] => 0
)
[9] => stdClass Object
(
[id] => 29
[catid] => 57
[name] => Finsterle GmbH
[alias] => finsterle-gmbh
[customer] => Finsterle GmbH
[customer_logo] => images/referenzen/logos_sonst/Logo_Finsterle.png
[titelbild] => images/referenzen/finsterle_L1530728.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_STAHL","COM_EWMREFERENCE_MAT_SONSTIGE"]
[processId] => ["COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Overcoming the challenges of automated welding with fine-grained steels
[benefit_subtext] => Welding without crack formation. Welders need to be able to weld without cracks forming when joining (weight-bearing) steel components made from fine-grained steels. Preheating the corresponding component reduces thermal stress. Finsterle GmbH’s task for EWM was to automate this step. Developers at our Sales and Technology Centre in Neu-Ulm quickly came up with the basic framework: the system is designed using two separate robot welding cells, each with a positioner, and an integrated preheating unit.
[teaser] => Welding without crack formation. Welders need to be able to weld without cracks forming when joining (weight-bearing) steel components made from fine-grained steels. Preheating the corresponding component reduces thermal stress. Finsterle GmbH’s task for EWM was to automate this step. Developers at our Sales and Technology Centre in Neu-Ulm quickly came up with the basic framework: the system is designed using two separate robot welding cells, each with a positioner, and an integrated preheating unit.
[casestudy_status] => As a toll manufacturer, flexibility is absolutely crucial for Finsterle GmbH. Ultimately, nobody can predict what orders customers will approach the metal construction company with – neither in terms of the application nor in terms of the components. A robot system with two welding cells, each with a positioner, is the perfect base concept. Clamped components are accessible from both sides and the robot can easily reach them. However, previous systems have been purely robot welding solutions without any consideration for a preheating unit.
[casestudy_solution] => The robot arm is equipped with a pneumatically operated tool changer and can be used to hold all kinds of tools. The oxyacetylene torch and the welding torch are located on different sides of the welding booth to avoid any hoses getting in the way during operation. First, the gripper takes hold of the oxyacetylene torch. This is ignited at an external ignition station. Once the base temperature of the component has been sufficiently increased, the oxyacetylene torch is placed in the parking position. The gripper then grabs the welding torch to start welding the steel components.
[casestudy_effectiv] => The automated system for Finsterle GmbH is the first solution of its kind. An automated welding process has previously never been designed for this material due to the required preheating for fine-grained steels. This development is particularly interesting for components with large batch sizes. But Finsterle’s automated solution isn’t just a win from a production standpoint. In times of skilled worker shortages, the new robotic welding system also means the company is now better equipped to face the future challenges of the labour market.
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000198-00000_PraxisReport_Finsterle.pdf","053-000198-00001_PraxisReport_Finsterle.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["finsterle_L1530728.jpg","finsterle_A1260906.jpg","finsterle_A1260941.jpg","finsterle_A1260956.jpg","finsterle_L1530688.jpg","finsterle_L1530756.jpg","finsterle_L1530774.jpg"],"description":["Finsterle_01","Finsterle_02","Finsterle_03","Finsterle_04","Finsterle_05","Finsterle_06","Finsterle_07"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 28
[access] => 1
[language] => *
[params] =>
[created] => 2022-09-06 10:48:17
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-09-06 10:48:17
[modified_by] => 0
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 1
[hits] => 0
)
[10] => stdClass Object
(
[id] => 28
[catid] => 70
[name] => Vogelsang GmbH & Co. KG
[alias] => vogelsang-gmbh-co-kg
[customer] => Vogelsang GmbH & Co. KG
[customer_logo] => images/referenzen/logos_sonst/logo-vogelsang.png
[titelbild] => images/referenzen/Auswahl_DSC_0916_TN_RET_web.jpg
[sectorId] => COM_EWMREFERENCE_ANLAGEBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => The user-friendly way to process all kinds of material thicknesses
[benefit_subtext] => The user-friendly way to process all kinds of material thicknesses
With ten new MIG/MAG XQ welding machines, the company was able to quickly establish welding sites in line with the state of the art.
The result: significantly reduced rework and even more efficient welding processes in the company.
[teaser] => The user-friendly way to process all kinds of material thicknesses
With ten new MIG/MAG XQ welding machines, the company was able to quickly establish welding sites in line with the state of the art.
The result: significantly reduced rework and even more efficient welding processes in the company.
[casestudy_status] => With its machines, the Essen-Oldenburg-based company focuses on the waste management, abattoir, fishing and agricultural sectors. Almost all of its products involve welding work on a wide range of materials, including unalloyed and low-alloy construction steels or chrome-nickel steels with various material thicknesses. This diverse spectrum of work is bolstered by Vogelsang’s high degree of vertical integration. With such a wide range of materials and material thicknesses, the company has high demands for ist welding machines.
[casestudy_solution] => In 2021, the company quickly settled on EWM’s new XQ series. Vogelsang was immediately blown away by what was possible with the new power sources, noting in particular how user-friendly the machines were. The saved JOBs for different materials and material thicknesses were a particular highlight for the company, offering potential to significantly simplify work sequences. These allow the welder to load optimised, pre-programmed machine settings for every task.
[casestudy_effectiv] => The new XQ machines and their processes allow the company to work with extremely low spatter. They also significantly reduce the amount of post-weld work required. In just a few weeks, the positive effects of the XQ welding machines on energy and material consumption will also be clear to see. The machine users were also impressed: they wanted to replace all welding machines with the MIG/MAG XQ series as soon as the first machines were commissioned.
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000187-00000_2022_06_Praxisreport_Vogelsang_V2.pdf","053-000187-00001_2022_06_Praxisreport_Vogelsang_V2.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["Auswahl_DSC_0882_TN_RET_web.jpg","Auswahl_DSC_0885_TN_todoRetusche.JPG","Auswahl_DSC_0898_TN_todoRetusche.JPG","Auswahl_DSC_0907_TN_RET_web.jpg","Auswahl_DSC_0916_TN_RET_web.jpg"],"description":["Vogelsang_Bild 1","Vogelsang_Bild 2","Vogelsang_Bild 3","Vogelsang_Bild 4","Vogelsang_Bild 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 27
[access] => 1
[language] => *
[params] =>
[created] => 2022-07-15 07:46:58
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-07-15 07:46:58
[modified_by] => 0
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 1
[hits] => 0
)
[11] => stdClass Object
(
[id] => 27
[catid] => 57
[name] => MST Parts Group
[alias] => mst-parts-group
[customer] => MST Parts Group
[customer_logo] => images/referenzen/logos_sonst/MST_logo.jpg
[titelbild] => images/referenzen/MST.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_STAHL","COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE"]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => MST/Hi-Spec Manufacturing manufactures the largest dredger buckets...
[benefit_subtext] => The dredger buckets of earthmoving and mining machines have one job: to pick up and move large quantities of heavy rock and stone. It almost goes without saying that the materials used on these machines need to be incredibly wear-resistant and repairs are just part and parcel of the work involved. That’s where the UK-based MST Parts Group comes in as one of the international market leaders in the manufacturing of the world’s largest dredger buckets and their related repairs.
[teaser] => The dredger buckets of earthmoving and mining machines have one job: to pick up and move large quantities of heavy rock and stone. It almost goes without saying that the materials used on these machines need to be incredibly wear-resistant and repairs are just part and parcel of the work involved. That’s where the UK-based MST Parts Group comes in as one of the international market leaders in the manufacturing of the world’s largest dredger buckets and their related repairs.
[casestudy_status] => One cubic metre of natural rock weighs around two tonnes – an MST bucket can carry up to five cubic metres without even breaking a sweat. Of course, this can be particularly demanding on the dredger and its power, as well as the bucket itself. The use of wear-resistant steels as a material choice and for the welding consumables is common...
[casestudy_solution] => From welding machines and a wide variety of welding consumables to bespoke welding torches – EWM’s extensive range makes it the perfect partner for MST Parts Group. To ensure successful repairs, material quality is fundamental when it comes to processing wear-resistant steels such as S355, Weldox and all Hardox materials...
[casestudy_effectiv] => It’s not just MST’s customers who are thrilled with the welding results. The EWM products’ reliability was quickly noticed by MST, too. Thanks to their robust design, EWM products mean no more repair invoices for welding machines...
[documents] => {"doc_name":["...aus der Praxis DE","...Inpractice EN"],"doc_link":["053-000185-00000_Kurzreferenz_MST.pdf","053-000185-00001_Kurzreferenz_MST.pdf"],"description":["...aus der Praxis DE","...Inpractice EN"]}
[imageslider] => {"image_link":["MST.jpg","MST_2.jpg","MST_3.jpg"],"description":["Groß. Schwer. Robust.","Nick Fagandini, Direktor für Schaufeln (links), Lewis Barnes, Funktion (Mitte) und\nAlan Barnes, Betriebsleiter (rechts) in dem größten jemals im Vereinigten Königreich\ngebauten Hochlöffel PC8000.","Die Siebschaufel hat ein Volumen von 25 m³ und wird für die Gewinnung von Gestein\nam Meeresboden verwendet, wobei der Schlick zurückbleibt."]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 26
[access] => 1
[language] => *
[params] =>
[created] => 2022-05-11 05:03:22
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-05-11 05:31:51
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[12] => stdClass Object
(
[id] => 26
[catid] => 57
[name] => IGEFA WEINBRENNER Energy Solutions GmbH
[alias] => igefa-weinbrenner-energy-solutions-gmbh
[customer] => IGEFA WEINBRENNER Energy Solutions GmbH
[customer_logo] => images/referenzen/logos_lebens/igefa-logo.png
[titelbild] => images/referenzen/IGEFA.jpg
[sectorId] => COM_EWMREFERENCE_LEBENSMITTEL
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_COLD_ARC","COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Skilled worker shortages, full order books and high quality standards
[benefit_subtext] => Heat exchangers made by Hof-based company, IGEFA WEINBRENNER Energy Solutions GmbH in the Westerwald region of Germany, are used across many different sectors, from the food, brewing and beverage industry and energy/chemical sector, all the way to the pulp and paper industry. And, just like the production and industrial systems used in these sectors, the heat exchangers used also have to be tailored to the needs of the industry. When it comes to constructing and designing these systems, the use of special materials is just as important as continuous data collection for the purposes of quality assurance.
[teaser] => Heat exchangers made by Hof-based company, IGEFA WEINBRENNER Energy Solutions GmbH in the Westerwald region of Germany, are used across many different sectors, from the food, brewing and beverage industry and energy/chemical sector, all the way to the pulp and paper industry. And, just like the production and industrial systems used in these sectors, the heat exchangers used also have to be tailored to the needs of the industry. When it comes to constructing and designing these systems, the use of special materials is just as important as continuous data collection for the purposes of quality assurance.
[casestudy_status] => Many sectors and companies are currently faced with a challenging combination of skilled worker shortages, full order books and high quality standards to maintain, making efficient and safe processes that ensure optimum use of the given resources all the more important...
[casestudy_solution] => IGEFA WEINBRENNER Energy Solutions GmbH successfully implemented a line of EWM welding machines in the area of TIG welding. As part of the planned switchover within welding production, it also made sense to take a closer look at EWM machines for MAG welding, too...
[casestudy_effectiv] => Choosing the right welding procedure can significantly decrease the amount of post weld work needed and subsequently increase productivity. The increased weld seam quality in the root pass and the reduction in overall welding times both play a part here. That means a more efficient component production...
[documents] => {"doc_name":["...aus der Praxis DE","...Inpractice EN"],"doc_link":["053-000186-00000_Kurzreferenz_IGEFA.pdf","053-000186-00001_Kurzreferenz_IGEFA.pdf"],"description":["...aus der Praxis DE","...Inpractice EN"]}
[imageslider] => {"image_link":["IGEFA.jpg"],"description":["Bild 1"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 25
[access] => 1
[language] => *
[params] =>
[created] => 2022-05-11 04:48:34
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-05-11 05:32:48
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[13] => stdClass Object
(
[id] => 25
[catid] => 58
[name] => Hüffermann Transportsysteme GmbH
[alias] => hueffermann-transportsysteme-gmbh
[customer] => Hüffermann Transportsysteme GmbH
[customer_logo] => images/referenzen/hueffermann/logo_hueffermann.png
[titelbild] => images/referenzen/A1410075-Montage-retusche.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MAG_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => 300 weld seams in 90 minutes
[benefit_subtext] => It was primarily a shortage of skilled workers that motivated Hüffermann Transportsysteme GmbH to break new ground in chassis production. The lorry trailer manufacturer based in Neustadt (Dosse) in the Brandenburg region of Germany now manufactures 16 skeletal and container trailers using the EWM-Euen system every week, almost doubling its production while reducing manpower.
[teaser] => It was primarily a shortage of skilled workers that motivated Hüffermann Transportsysteme GmbH to break new ground in chassis production. The lorry trailer manufacturer based in Neustadt (Dosse) in the Brandenburg region of Germany now manufactures 16 skeletal and container trailers using the EWM-Euen system every week, almost doubling its production while reducing manpower.
[casestudy_status] => The clamping for manual welding of the 7-metre-long components was rather basic. Precise alignment of the longitudinal beams and other components is, however, fundamental for high-quality lorry trailers. That’s why the clamping was planned in such a way as to ensure that the components remained aligned and in position. The integrated longitudinal axis of rotation also improves accessibility, allowing almost all seams to be welded in the flat position. However, a question was raised during the planning of the clamping device: “Why not automate the welding process too?”
[casestudy_solution] => The automation system had to be planned with consideration of circumstances such as the hall structure, clamping device and space conditions. The gantry system with a welding robot on the gantry consists of two separate working areas. The shared sliding door closes one section at a time and the robot can weld while the open side is being loaded. The welding machine, a Phoenix puls, is situated near the partition. The drive 4X wire feeder is situated directly above the drums with the welding consumable and conveys the wire via the cable drag chain (which also carries electricity and gas) to the robot. forceArc puls is the only welding process used. The arc is powerful and deeply penetrates the material. At the same time, the heat input is reduced by the pulsing.
[casestudy_effectiv] => The plant produces 16 skeletal trailers every week with four welders. The welders are mainly charged with loading and tack welding the individual components and assemblies. The actual welding is done by the robots. This has resulted not only in faster welding but also increased quality. Continuous monitoring of the welding parameters in automated welding ensures high-quality weld seams at all times. As the process also produces very little spatter, the post weld work is reduced by 30 per cent and productivity is increased.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000182-00000_Hueffermann_Automatisierung.pdf","053-000182-00001_Hueffermann_Automatisierung.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["A1410075-Montage-retusche.jpg","A1410052-montage.jpg","A1410102.jpg","A1410117.jpg","L1360019-retusche-test.jpg"],"description":["Bild_Hueffermann_1","Bild_Hueffermann_2","Bild_Hueffermann_3","Bild_Hueffermann_4","Bild_Hueffermann_5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 24
[access] => 1
[language] => *
[params] =>
[created] => 2022-03-17 11:56:08
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-03-17 11:58:06
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 3
[hits] => 0
)
[14] => stdClass Object
(
[id] => 24
[catid] => 57
[name] => Schroeder Valves GmbH & Co. KG
[alias] => schroeder-valves-gmbh-co-kg
[customer] => Schroeder Valves GmbH & Co. KG
[customer_logo] => images/featured/logo_schroeder-valves.png
[titelbild] => images/referenzen/Weichpanzerung_Ventilkoerper-Automatisierung_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_SCHWARZ_EDEL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer.
[benefit_subtext] => Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer. All of the components did have one thing in common, though: they were all rotationally symmetrical...
[teaser] => Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer. All of the leading specialist’s components did have one thing in common, though: they were all rotationally symmetrical. This was the starting point for welding machine manufacturer EWM in their mission to develop a custom automation solution tailored to this multifaceted challenge – for parts ranging from just a few hundred grams to up to two and a half tonnes.
[casestudy_status] => Schroeder Valves’ pump protection valves are used particularly for transporting critical media: in refineries, in the chemical industry, in processing and in (nuclear) powerplants. Components used in these areas have to be extremely reliable and last for years. Sealing surfaces of components made from cheap construction steel are therefore reinforced with high-quality stainless steel. Due to both the shortage of good welders and growing quality assurance requirements, however, automation of this step was crucial.
[casestudy_solution] => The solution to this challenge soon became clear to EWM automation experts: a robot system was needed. Having to deal with so many different component sizes was a cause for concern. Small parts require higher dynamics than large components. This quickly gave rise to the idea of three processing stations: one large L-positioner with tilting function for the large valve bodies, one small turning/tilting positioner on a system bench for the small valve bodies, and a third station with a system bench without positioners for any other components.
[casestudy_effectiv] => As the parts were rotationally symmetrical, it was easy to teach the components; teaching is always based on the same programs. Users simply have to set the radius, number of passes and the geometric dimensions of the soft armouring and the robot control will take care of the rest. Some components have an interior diameter of just 32 mm, making them extremely difficult to access. This required a special welding torch construction with a particularly small torch head and large torch neck. The fact that EWM produces its own welding torches in-house was a major plus here.
[documents] => {"doc_name":["PraxisReport DE"," CustomerStory EN","Pressemitteilug DE","Press Release EN"],"doc_link":["2021_053-000168-00000_Praxisreport_Heinrich_Schroeder_Valves_DE.pdf","2021_053-000168-00001_Praxisreport_Heinrich_Schroeder_Valves_EN.pdf","DE_EWM_REF_SchroederValves_PM.pdf","EN_EWM_REF_SchroederValves_PM.pdf"],"description":["PraxisReport DE"," CustomerStory EN","Pressemitteilug DE","Press Release EN"]}
[imageslider] => {"image_link":["Bauteile_Bauteilgrößen_web.jpg","Roboteranlage_web.jpg","Schweißbrennerkonstruktion_web.jpg","Teachprozess_Automatisierung_web.jpg","Weichpanzerung_Ventilkoerper-Automatisierung_web.jpg","EWM_EUEN-Schroeder_Valves_web.jpg"],"description":["Abb1_SchroederValves","Abb2_SchroederValves","Abb3_SchroederValves","Abb4_SchroederValves","Abb5_SchroederValves","Abb6_SchroederValves"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 23
[access] => 1
[language] => *
[params] =>
[created] => 2021-12-02 12:13:15
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:28:50
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[15] => stdClass Object
(
[id] => 23
[catid] => 57
[name] => Heinrich Döpke GmbH
[alias] => heinrich-doepke-gmbh
[customer] => Heinrich Döpke GmbH
[customer_logo] => images/featured/doepke-logo.png
[titelbild] => images/referenzen/EWM_Abb4_Doepke-Rohrschweissen_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_SCHWARZ_EDEL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines...
[benefit_subtext] => Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines – every year. But for Heinrich Döpke GmbH, replacing their old welding machines was especially attractive because of the government subsidy of 18,000 euros.
[teaser] => Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines – every year. But for Heinrich Döpke GmbH, replacing their old welding machines was especially attractive because of the government subsidy of 18,000 euros. Under the new EU Ecodesign Directive, the German government subsidises every tonne of CO2 saved with up to 900 euros. According to this directive, all step switch controlled welding machines are to be taken off the market by 2023 because of their high power consumption and be replaced by more energy-efficient inverter welding machines.
[casestudy_status] => The components that are welded by hand every day at Heinrich Döpke GmbH are more than 20 metres long and several metres wide. Plate thicknesses between 5 and 80 mm require a lot of weld seams. Their step switch controlled welding machines were in use constantly. The company was very sceptical about inverter welding machines, as they’d had a lot of bad experiences with them. And because of that, EWM’s field representative received a rather restrained reception when visiting the new potential customer.
[casestudy_solution] => Nevertheless, the Döpke representatives were already impressed with the EWM welding machines’ inverter technology whilst the products were being demonstrated to them on their own components and in their own production hall. In addition to the machines’ technical performance, they were impressed with the warranty period of up to five years without any limit on operating hours. Then, when a large project was pending and several welding machines failed at the same time, they had to make a decision: repair or invest. Ultimately, the BAFA (Federal Office for Economic Affairs and Export Control) subsidy suggested by the EWM field representative, and its approval after only three weeks, were the crucial arguments for converting the entire production to EWM machines.
[casestudy_effectiv] => The German government rewards every tonne of CO2 saved with up to 900 euros. For savings of nearly two tonnes of CO2 per welding machine per year and a total of 13 new Titan XQ 350 puls and Phoenix welding machines, Heinrich Döpke GmbH was awarded a subsidy in the amount of 18,000 euros. Now, the company not only owns energy-saving inverter welding machines, but it can save lots of other costs as well; gas consumption, wear on gas nozzles and working time are also significantly reduced. So, the investment pays off in every regard: for the company and for the environment.
[documents] => {"doc_name":["PraxisReport DE"," CustomerStory EN","Pressemitteilung DE","Press Release EN"],"doc_link":["2021_053-000169-00000_Praxisreport_Heinrich_Döpke_GmbH_DE.pdf","2021_053-000169-00001_Praxisreport_Heinrich_Döpke_GmbH_EN.pdf","2021_DE_REF_Heinrich-Doepke_PM.pdf","2021_EN_REF_Heinrich-Doepke_PM.pdf"],"description":["PraxisReport DE"," CustomerStory EN","Pressemitteilung DE","Press Release EN"]}
[imageslider] => {"image_link":["EWM_Abb1_Schweisser_Doepke_web.jpg","EWM_Abb2_Doepke-Ansprechpartner_Montage_web.jpg","EWM_Abb3_Doepke_Saugbagger_web.jpg","EWM_Abb4_Doepke-Rohrschweissen_web.jpg","EWM_Abb5_Doepke_Beratungssituation_web.jpg","EWM_Abb6_Doepke-Alte-Schweissgeraete_web.jpg"],"description":["Abb1_Doepke","Abb2_Doepke","Abb3_Doepke","Abb4_Doepke","Abb5_Doepke","Abb6_Doepke"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 22
[access] => 1
[language] => *
[params] =>
[created] => 2021-12-02 11:32:28
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:27:16
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 4
[hits] => 0
)
[16] => stdClass Object
(
[id] => 22
[catid] => 57
[name] => SAF-Holland
[alias] => saf-holland
[customer] => SAF-Holland
[customer_logo] => images/featured/SAF-HOLLAND-Group-Logo-3D_grau.png
[titelbild] => images/referenzen/Bild1.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Chassis axles designed to carry huge axle loads represent a major challenge in the quality assurance process. This is why SAF-Holland relies on…
[benefit_subtext] => Chassis axles with axle loads of up to 26 tonnes represent a major challenge in the quality assurance process. This is why SAF-Holland relies on ewm Xnet for quality monitoring and control of the manually welded pendulum axes. This welding management system not only continuously monitors and documents every welding parameter, but also ensures the consistent quality of the weld seams.
[teaser] => Chassis axles with axle loads of up to 26 tonnes represent a major challenge in the quality assurance process. This is why SAF-Holland relies on ewm Xnet for quality monitoring and control of the manually welded pendulum axes. This welding management system not only continuously monitors and documents every welding parameter, but also ensures the consistent quality of the weld seams.
[casestudy_status] => SAF-Holland has fully adopted the zero-defect strategy. When it comes to welding processes, this strategy ensures that every weld seam is created using exactly the right welding parameters – every single time. This is easy to verify when using automated and robotic processes, as these parameters are subject to continuous automatic monitoring. It’s more difficult with manual welding. This is where the welding management system ewm Xnet comes in.
[casestudy_solution] => ewm Xnet works continuously to record and store every welding parameter during the manual welding process, allowing them to be accessed and checked whenever necessary. If the welding parameters are within certain predefined tolerances, then the welding result is of the required quality.
In order to achieve a clear allocation between the welding parameters and the component, every single component at SAF-Holland receives a unique dot-peened serial number as well as a QR code. This ensures that the component is clearly defined and allows all parameters to be assigned to it.
[casestudy_effectiv] => This makes the welder’s job a lot easier, and choosing incorrect welding parameters is impossible. Before welding, the welder scans the component’s serial number. They then hold the Xbutton in front of the welding machine. The Xbutton is an RFID chip in which the welding coordination personnel preset the relevant parameters and tolerances. Wrong choices of settings are avoided thanks to the welding parameters being allocated to components on the Xbutton. This is because the welder only has access to the preset parameters. An essential component of the zero-defect strategy.
[documents] => {"doc_name":["PraxisReport DE","CustomerStory EN"],"doc_link":["Praxisreport_SAF_Holland_08-2021_V6.pdf","CustomerStory_SAF_Holland_ewm Xnet_07-2021_EN.pdf"],"description":["PraxisReport DE","CustomerStory DE"]}
[imageslider] => {"image_link":["Bild1.jpg","Bild2.jpg","Bild3.jpg","Bild4.jpg","Bild5.jpg"],"description":["SAF Bild 1","SAF Bild 2","SAF Bild 3","SAF Bild 4","SAF Bild 5"]}
[links] => {"doc_name":["YouTube"],"doc_link":["https://www.youtube.com/watch?v=SOQuZUyadQI"],"description":["SAF Holland nutzt Xnet"]}
[article_id] => 0
[ordering] => 21
[access] => 1
[language] => *
[params] =>
[created] => 2021-07-22 12:49:23
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:36:59
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 10
[hits] => 0
)
[17] => stdClass Object
(
[id] => 21
[catid] => 57
[name] => Geschwister Scholl school Leutkirch
[alias] => geschwister-scholl-schule-leutkirch
[customer] => Geschwister-Scholl-Schule Leutkirch
[customer_logo] => images/featured/gss-logo-hoch-eda04ffd.png
[titelbild] => images/referenzen/Abb1_Unterricht-KFZ_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_ALL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Geschwister Scholl school uses EWM complete solution.
Vocational students are being trained with ewm Xnet
[benefit_subtext] => The Geschwister Scholl school, a competence centre for business, care, social services and technology in Leutkirch, is preparing its students for a future in Industry 4.0. To that end, Anton Netzer, technology instructor in the metal construction department, uses the Welding 4.0 solution by EWM AG in Mündersbach.
[teaser] => Industry 4.0 is when people, machines and industrial processes connect intelligently. This is how the German Federal Ministry for Economic Affairs and Energy defines the fourth industrial revolution that is currently taking place in companies. The Geschwister Scholl school, a competence centre for business, care, social services and technology in Leutkirch, is preparing its students for this aspect of the future. To that end, Anton Netzer, technology instructor in the metal construction department, uses the Welding 4.0 solution by EWM AG in Mündersbach.
[casestudy_status] => Industry 4.0 is currently a hot topic for all businesses within the world of metal construction. Many companies are already working with networked processes and using state-of-the-art welding machines and digital management solutions. The Geschwister Scholl school was faced with the challenge of preparing its students for this new reality and training them accordingly. “We want our students to learn the technologies that are offered in companies,” says Netzer. However, until 2020, the school only had access to step switch-controlled machines.
[casestudy_solution] => The school’s technical arsenal of nine welding booths was upgraded with Welding 4.0, the EWM complete system for welding. It includes state-of-the-art welding machines and the digital quality management system for welding, ewm Xnet. The future construction mechanics and construction technicians training here now work with the EWM inverter welding machine Tetrix 230 for TIG and the Titan XQ puls for MIG/MAG and MMA. In addition, the multi-process welding machine provides the trainees directly with all the innovative XQ welding processes by EWM.
[casestudy_effectiv] => The modern EWM complete solution has completely changed training at the vocational school. Students now learn on the same machines that they use at their training companies. What’s more, the system with ewm Xnet also detects parameter changes immediately and signals these to the user. Anton Netzer takes advantage of these features for his training: “We can weld and then immediately look at the data together, analyse it and complete it. Where are the mistakes? Where is room for improvement?” explains Netzer.
[documents] => {"doc_name":["PraxisReport Geschw. Scholl Schule DE"," CustomerStory Geschw. Scholl Schule EN"],"doc_link":["PraxisReport_Geschwister-Scholl-Schule_ewm-Xnet_2020.pdf","PraxisReport_Geschwister-Scholl-Schule_ewm-Xnet_2020_EN.pdf"],"description":["PraxisReport Geschw. Scholl Schule DE"," CustomerStory Geschw. Scholl Schule EN"]}
[imageslider] => {"image_link":["Abb1_Unterricht-KFZ_web.jpg","Abb2_Schweisskabinen_web.jpg","Abb3_ewmXnet_web.jpg","Abb4_Kabine3_web.jpg","Abb5_Unterricht_web.jpg","Abb6_Netzer_Golz_web.jpg"],"description":["Abb 1","Abb 2","Abb 3","Abb 4","Abb 5","Abb 6"]}
[links] => {"doc_name":["Video"],"doc_link":["https://www.youtube.com/watch?v=9_S0RiJFL_U"],"description":["Geschwister-Scholl-Schule Leutkirch nutzt ewm-Xnet"]}
[article_id] => 0
[ordering] => 20
[access] => 1
[language] => *
[params] =>
[created] => 2021-01-25 11:07:50
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:30:49
[modified_by] => 590
[metakey] =>
[metadesc] => Die Geschwister-Scholl-Schule, Kompetenzzentrum für Gewerbe, Pflege, Soziales und Technik in Leutkirch, bereitet ihre Schülerinnen und Schüler auf eine Zukunft in Industrie 4.0 vor. Im Bereich Metallbau nutzt Anton Netzer, Technischer Lehrer, dafür die Welding-4.0-Lösung der EWM AG aus Mündersbach.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 7
[hits] => 0
)
[18] => stdClass Object
(
[id] => 20
[catid] => 57
[name] => Gebrüder Stahl GmbH 2020
[alias] => gebrueder-stahl-gmbh
[customer] => Gebrüder Stahl GmbH
[customer_logo] => images/featured/logo.png
[titelbild] => images/referenzen/1_Gebrüder_Stahl_2020-Freigegeben_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_ALL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Gebrüder Stahl is working with EWM.
TIG welding is faster than MAG welding
[benefit_subtext] => Gebrüder Stahl GmbH in the Sauerland has, for the most part, replaced its MAG welding with TIG welding. With tigSpeed, the wire feeder for TIG welding, the Wenden-based company has increased its welding speed and quality when welding heat exchangers and cooler bundles.
[teaser] => Gebrüder Stahl GmbH in the Sauerland has, for the most part, replaced its MAG welding with TIG welding. With tigSpeed, the wire feeder for TIG welding, the Wenden-based company has increased its welding speed and quality when welding heat exchangers and cooler bundles.
[casestudy_status] => With a diameter of up to 3 metres and a length of up to 30 metres, heat exchangers have an individual weight of up to 35 tonnes. High-alloy special materials are used here that require appropriate welding fillers when welding nickel-based alloys. The weld seams must be x-ray proof. However, these materials also have a tendency to form hot cracks.
[casestudy_solution] => The use of tigSpeed reduces the heat input during TIG welding. This prevents hot cracks and increases the weld seam quality. The low welding speed is also increased through the use of tigSpeed by EWM. As with MIG/MAG welding, for the wire feeder for TIG welding, the filler material comes from the spool. Here, an additional movement can be superimposed on the continuous wire feeding, which feeds and retracts the wire.
[casestudy_effectiv] => Higher, even seem quality at higher speed, saving materials, energy and work time – Operations Manager Carsten Schröter is very pleased: “The EWM machines are the perfect match for our company. The greatest benefits are the flexibility, the short set-up times and the position-independent welding result.”
[documents] => {"doc_name":["PraxisReport Gebr. Stahl DE"," CustomerStory Gebr. Stahl EN"],"doc_link":["Praxisreport_Gebrüder_Stahl_04-2020_Final.pdf","Praxisreport_Gebrüder_Stahl_04-2020_EN.pdf"],"description":["PraxisReport Gebr. Stahl DE"," CustomerStory Gebr. Stahl EN"]}
[imageslider] => {"image_link":["1_Gebrüder_Stahl_2020-Freigegeben_web.jpg","11_Gebrüder_Stahl_2020-Freigegeben_web.jpg","13_Gebrüder_Stahl_2020-Freigegeben_web.jpg","21_Gebrüder_Stahl_2020-Freigegeben_web.jpg"],"description":["Gebr. Stahl 1","Gebr. Stahl 2","Gebr. Stahl 3","Gebr. Stahl 4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 19
[access] => 1
[language] => *
[params] =>
[created] => 2020-08-21 11:46:00
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:30:20
[modified_by] => 590
[metakey] =>
[metadesc] => Bei der Gebrüder Stahl GmbH im Sauerland hat das WIG-Schweißen das MAG-Schweißen in großen Teilen abgelöst. Mit tigSpeed, dem Drahtvorschubgerät fürs WIG-Schweißen, hat das Wendener Unternehmen beim Schweißen von Wärmetauschern und Kühlerbündeln die Schweißgeschwindigkeit und -qualität sogar gesteigert.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 9
[hits] => 0
)
[19] => stdClass Object
(
[id] => 19
[catid] => 58
[name] => Bell Equipment Deutschland 2020
[alias] => bell-equipment-deutschland
[customer] => Bell Equipment Deutschland
[customer_logo] => images/referenzen/logos_fahrzeug/Bell_ident.png
[titelbild] => images/referenzen/Abb3_Schwer-zugaenglich.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE"]
[processId] => ["COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Bell establishes own welding production line with EWM
[benefit_subtext] => When looking to establish its own welding production line at its German site near Eisenach, South African construction machinery manufacturer, Bell Equipment, sought the help of Ralf Rauh, site manager at EWM in Nossen, to plan and implement the new line. As part of ewm maXsolution, Bell Equipment opted for an EWM complete solution with modern inverter technology. After just a few months, its new production line had proven to be an economical and sustainable success.
[teaser] => When looking to establish its own welding production line at its German site near Eisenach, South African construction machinery manufacturer, Bell Equipment, sought the help of Ralf Rauh, site manager at EWM in Nossen, to plan and implement the new line. As part of ewm maXsolution, Bell Equipment opted for an EWM complete solution with modern inverter technology. After just a few months, its new production line had proven to be an economical and sustainable success.
[casestudy_status] => Bell Equipment Deutschland supplies 22 European countries and North America with articulated dump trucks and spare parts. Until 2018, the bins for these trucks produced in Germany came from South Africa. However, the environmental ideas rooted in the companies’ principles, as well as other reasons, led to the company establishing its own production line in Germany. This line was intended to take over the South African welding production processes with its step switch-controlled machines.
[casestudy_solution] => Bin production for Bell Equipment Deutschland has now been going strong since 2019. Taking the advice of Ralf Rauh, the company opted for the EWM complete solution with a total of 22 Taurus 505 Basic welding machines. The power source is similar to a step switch-controlled machine in its operation, yet, thanks to digital technology and the EWM quality, it saves a lot of energy.
[casestudy_effectiv] => Bell Equipment Deutschland can now respond to enquiries and orders more quickly and with more flexibility. It also means production is more economical and sustainable. Working with EWM, in no time Bell Equipment were able to save up to 30% on consumables and wear materials, depending on the use and workspace. In close coordination with South Africa, the company now aims to further streamline production in the coming years together with EWM.
[documents] => {"doc_name":["PraxisReport Bell DE"," CustomerStory Bell EN"],"doc_link":["Praxisreport_Bell_Equipment_03-2020_DE.pdf","Praxisreport_Bell_Equipment_03-2020_EN.pdf"],"description":["PraxisReport Bell DE"," CustomerStory Bell EN"]}
[imageslider] => {"image_link":["Abb1_Knickgelenkte-Muldenkipper.jpg","Abb2_Mulde.jpg","Abb3_Schwer-zugaenglich.jpg","Abb4_Drahtvorschubgeraet.jpg","Abb5_Ansprechpartner.jpg"],"description":["Bell Equipment Abb 1","Bell Equipment Abb 2","Bell Equipment Abb 3","Bell Equipment Abb 4","Bell Equipment Abb 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 18
[access] => 1
[language] => *
[params] =>
[created] => 2020-06-02 13:20:01
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:29:40
[modified_by] => 590
[metakey] =>
[metadesc] => Als der südafrikanische Baumaschinenhersteller Bell Equipment an seinem deutschen Standort nahe Eisenach eine eigene Schweißproduktion aufbaute, war Ralf Rauh, Leiter des EWM-Standorts in Nossen, in Planung und Umsetzung einbezogen. Er stellte dafür im Rahmen von ewm maXsolution eine EWM-Komplettlösung mit moderner Invertertechnologie zusammen. Nach nur wenigen Monaten hatte sich die eigene Fertigung wirtschaftlich und nachhaltig bereits bewährt.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[20] => stdClass Object
(
[id] => 18
[catid] => 57
[name] => Chamber of Commerce Aurich 2020
[alias] => handwerkskammer-aurich
[customer] => HWK Aurich
[customer_logo] => images/referenzen/logos_sonst/Logo_HWK_Aurich-480x320.jpg
[titelbild] => images/referenzen/sliderbilder/image6.jpeg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_ALL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => HWK Aurich places trust in EWM. Aurich Chamber of Commerce 2020
[benefit_subtext] => Budding metalworkers, apprentices in metal construction and attendees of retraining courses offered by the Aurich Chamber of Commerce (HWK) are well-equipped for the future of all things welding: Working together with EWM Ibbenbüren site manager, Johann Martin, Matthias Siefken’s (head of welding technology at Aurich IHK) entire department switched to EWM machines.
[teaser] => Budding metalworkers, apprentices in metal construction and attendees of retraining courses offered by the Aurich Chamber of Commerce (HWK) are well-equipped for the future of all things welding: Matthias Siefken’s (head of welding technology at Aurich IHK) entire department was provided with modern welding machines such as the Titan XQ 400 AC puls or the compact and decompact Titan XQ puls.
[casestudy_status] => The Aurich Chamber of Commerce trains metalworkers, apprentices in metal construction and attendees of retraining courses. Matthias Siefken, head of the welding technology department, aimed to switch the welding machines used in training to one manufacturer. For the HWK, it was important to use this opportunity to invest in state-of-the-art welding solutions.
[casestudy_solution] => Together with sales partner Azetylenwerk Ernst Schulz GmbH, the EWM site in Ibbenbüren provided the HWK Aurich with 32 new EWM welding machines and the corresponding welding torches. As well as the Titan XQ 400 AC puls and the compact and decompact Titan XQ puls, apprentices will now get to work with welding machines such as Tetrix, Wega and Pico puls. In addition, all of the welding machines – including the step switch-controlled Wega – were connected to one another using gateways with the welding quality management software, ewm Xnet.
[casestudy_effectiv] => From now on, budding metalworkers, apprentices in metal construction and attendees of retraining courses held by Matthias Siefken will weld exclusively using EWM welding machines. In doing so, they will learn about various welding procedures and how to work with different materials and state-of-the-art welding processes. With ewm Xnet, the used parameters can be recorded and read in real time, allowing welders to identify welding errors easily and clearly. Another plus is that the welding machines already comply with the new Ecodesign Directive that will come into effect in January 2021.
[documents] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[imageslider] => {"image_link":["image6.jpeg","image4.jpeg","image1.jpeg"],"description":["HWK 1","HWK 2","HWK 3"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 17
[access] => 1
[language] => *
[params] =>
[created] => 2020-03-05 08:43:09
[created_by] => 590
[created_by_alias] =>
[modified] => 2021-01-07 09:44:34
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2022-05-11 05:47:35
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 4
[hits] => 0
)
[21] => stdClass Object
(
[id] => 17
[catid] => 69
[name] => Ebner Industrieofenbau GmbH
[alias] => ebner-industrieofenbau-gmbh-2
[customer] => Ebner Industrieofenbau GmbH
[customer_logo] => images/referenzen/logos_sonst/EBNER-Industrieofenbau-GmbH_logo.png
[titelbild] => images/referenzen/Ebner/Abb2_Zwei_Drahtvorschubgeraete-Version-3_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_NICKEL_BASIS","COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE","COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Every function accessible on the welding torch – Ebner Industrieofenbau GmbH 2019
[benefit_subtext] => At Ebner, the specialist for heat treatment technology and industrial furnaces, based in the Austrian city of Leonding near Linz, welders are able to weld large sections with components sometimes reaching the dimensions of a standard detached house. The PM welding torch RD3 X from EWM doesn’t just save welders all the toing and froing.
[teaser] => At Ebner, the specialist for heat treatment technology and industrial furnaces, based in the Austrian city of Leonding near Linz, welders are able to weld large sections with components sometimes reaching the dimensions of a standard detached house. With the PM welding torch RD3 X from EWM, all parameter settings can be made directly via the integrated display. This means it is no longer necessary to walk to and from the welding machine, making welding much more productive.
[casestudy_status] => For the components welded at Ebner, the weld seams are often situated up to five meters above the ground. The welders are always provided with ample safety equipment, but once they’re up there, they want to weld, not climb.
[casestudy_solution] => With the PM welding torch RD3 X by EWM, the welder can make changes to the machine control from their welding position The action radius between the welding machine and the welding torch can reach up to 50 metres. What’s more, the welding torches also come with improved ergonomics and are lightweight with a balanced design and integrated signal light to light up dark working areas.
[casestudy_effectiv] => “Being able to change parameters on the torch itself, without restriction” is one of the main advantages of a PM welding torch, according to Christian Gruber, Ebner’s welding supervisor. The welding torch also features long-lasting consumables with the contact tip, significantly reducing consumption and replacement times, as well as saving on their related costs.
[documents] => {"doc_name":["PraxisReport Ebner DE"," CustomerStory Ebner EN"],"doc_link":["Praxisreport_Ebner_10-2019_DE.pdf","Praxisreport_Ebner_10-2019_EN.pdf"],"description":["PraxisReport Ebner DE"," CustomerStory Ebner EN"]}
[imageslider] => {"image_link":["Abb2_Zwei_Drahtvorschubgeraete-Version-3_web.jpg","Abb5_Ansprechpartner_Ebner_web.jpg","B2040801_web.jpg","B2040894_web.jpg","B2040900_web.jpg"],"description":["Ebner 1","Ebner 2","Ebner 3","Ebner 4","Ebner 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 16
[access] => 1
[language] => *
[params] =>
[created] => 2020-02-13 14:36:39
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:29:52
[modified_by] => 590
[metakey] =>
[metadesc] => Bei der Firma Ebner, Spezialist für Wärmebehandlungstechnologien und Industrieofenbau aus dem österreichischen Leonding bei Linz, legen die Schweißer große Strecken zurück, denn die Bauteile können schon mal die Dimensionen eines Einfamilienhauses erreichen. Mit dem PM-Brenner RD3 X von EWM sparen Schweißer nicht nur lange Wege.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2020-02-13 09:21:31
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 17
[hits] => 0
)
[22] => stdClass Object
(
[id] => 16
[catid] => 57
[name] => Schoeller Werk GmbH & Co. KG
[alias] => schoeller-werk-gmbh-co-kg
[customer] => Schoeller Werk GmbH & Co. KG
[customer_logo] => images/referenzen/logos_sonst/schoeller.png
[titelbild] => images/referenzen/sliderbilder/_SWHtitle.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_EDEL_ALU"]
[processId] => ["COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Top quality in continuous use at Schoeller Werk GmbH & Co. KG
[benefit_subtext] => The family-run Schoeller Werk GmbH & Co. KG is one of the world’s leading manufacturers of longitudinally welded stainless-steel tubes. Schoeller’s customers have the most demanding requirements for their products. To meet these requirements, Schoeller has been relying on EWM AG welding machines for around 25 years – and successfully so.
[teaser] => The family-run Schoeller Werk GmbH & Co. KG is one of the world’s leading manufacturers of longitudinally welded stainless-steel tubes. Schoeller’s customers have the most demanding requirements for their products. To meet these requirements, Schoeller has been relying on EWM AG welding machines for around 25 years – and successfully so.
[casestudy_status] => Schoeller has had special demands of EWM welding machines for many years. The welding machines run around the clock in three-shift operation, sometimes even four-shift operation. In addition, the walls of the tubes are becoming thicker, which in turn increases the current load of each individual machine. Driven by innovation, the Hellenthal-based company in the Eifel hills is always working on the development of its product portfolio in line with the demands of its customers and the market. And Schoeller customers from car manufacturing and industry hold its products to the highest standards.
[casestudy_solution] => Schoeller has been relying on EWM’s inverter technology since 1995. The high-quality manufacturing of their products is made possible by modern machinery. If there is a change in what is required of the machines, EWM reacts immediately. “EWM also invests a great deal in its own research and development, which allows us to drive innovation together,” Stefan Fink explains. Schoeller has a testing facility where it tries out new EWM technologies. As a result, Schoeller now uses TIG plasma technology, whereas before it only used TIG welding.
[casestudy_effectiv] => EWM has worked with Schoeller to customise the welding machines according to their own specific requirements. The company’s decision to start manufacturing fuel rails in 2008 was eventually put into practice in collaboration with EWM, and now Schoeller is Europe’s leading producer of these tubes.
[documents] => {"doc_name":["Schoeller PraxisReport DE","Schoeller CustomerStory EN"],"doc_link":["DE_EWM_Anwenderbericht_Schoeller_Werk.pdf","EN_EWM_Anwenderbericht Schoeller Werk.pdf"],"description":["Schoeller PraxisReport DE","Schoeller CustomerStory EN"]}
[imageslider] => {"image_link":["_SWHtitle.jpg","_SWH1965.JPG","_SWH1966.JPG","_SWH2032.JPG"],"description":["Schoeller Werk","Schoeller Werk 2","Schoeller Werk 3","Schoeller Werk 6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 15
[access] => 1
[language] => *
[params] =>
[created] => 2019-12-20 10:54:18
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:37:17
[modified_by] => 590
[metakey] =>
[metadesc] => Das Familienunternehmen Schoeller Werk GmbH & Co. KG ist einer der weltweit führenden Hersteller von längsnahtgeschweißten Edelstahlrohren. Die Kunden von Schoeller stellen höchste Anforderungen an die Produkte. Um diesen Ansprüchen gerecht zu werden, setzt Schoeller seit rund 25 Jahren auf Schweißgeräte der EWM AG
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-12-20 10:54:18
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 10
[hits] => 0
)
[23] => stdClass Object
(
[id] => 9
[catid] => 69
[name] => ISW GmbH Steel Components
[alias] => isw-gmbh-steel-components
[customer] => ISW GmbH Steel Components
[customer_logo] => images/referenzen/logos_sonst/isw-logo.jpg
[titelbild] => images/referenzen/ISW/Abb1_Automatisierung_low.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Wzrost produktywności i gwarancja jakości
[benefit_subtext] => Lepsze czasy realizacji, większa produktywność, minimalny nakład prac dodatkowych, gwarantowana jakość – ISW GmbH Steel Components przestawiła całą produkcję spawalniczą na EWM. Elementy o grubości 300 milimetrów, długości 20 metrów i masie nawet 100 ton sprawiają, że ISW stawia surowe wymagania wobec całego wyposażenia spawalniczego.
[teaser] => Lepsze czasy realizacji, większa produktywność, minimalny nakład prac dodatkowych, gwarantowana jakość – ISW GmbH Steel Components przestawiła całą produkcję spawalniczą na EWM. Elementy o grubości 300 milimetrów, długości 20 metrów i masie nawet 100 ton sprawiają, że ISW stawia surowe wymagania wobec całego wyposażenia spawalniczego. Od spawarek przez procesy spawania i gwarancję jakości z oprogramowaniem ewm Xnet 2.0 aż do uchwytów spawalniczych i końcówek prądowych – ISW Steel Components stawia na technikę firmy EWM i oszczędza w ten sposób czas i materiały.
[casestudy_status] => Firma ISW GmbH Steel Components z austriackiego Ennsdorf wyspecjalizowała się w dziedzinie wytwarzania dużych, ciężkich i złożonych ram podstawowych do maszyn i instalacji. Spawana jest przy tym czarna stal o grubości co najmniej 300 milimetrów, długościach do 20 metrów i masie całkowitej wynoszącej nawet 100 ton. Głównie metodą MAG i w formie spawania wielowarstwowego. W fazie testowej spawacze z ISW sprawdzili urządzenia trzech znanych producentów.
[casestudy_solution] => Po zakończeniu fazy testowej spawacze z ISW zdecydowali się na urządzenia EWM. Końcówki prądowe M9 firmy EWM mają o 15% dłuższą powierzchnię styku w porównaniu z końcówkami prądowymi M8 i o 30% większy przekrój gwintu. Dzięki temu kontakt drutu spawalniczego jest lepszy, a ciepło jest odprowadzane jest z większą skutecznością. Uchwyt funkcyjny RD3X z wyświetlaczem graficznym i zintegrowanym sterownikiem umożliwia ustawienie wszystkich parametrów bezpośrednio w uchwycie spawalniczym. Oświetlenie LED rozświetla ciemne obszary pracy. Innowacyjny proces spawania EWM forceArc puls wyróżnia się dobrym wtopieniem przy jednocześnie znacznie mniejszym wprowadzeniem ciepła. ewm Xnet 2.0, oprogramowanie do zarządzania jakością spawania, rejestruje dane spawalnicze w czasie rzeczywistym i umożliwia analizowanie wszystkich procesów spawania oraz zarządzanie nimi za pośrednictwem sieci.
[casestudy_effectiv] => Rezultatem są lepsze czasy realizacji i krótsze czasy przestojów dzięki dłuższej żywotności końcówek prądowych. Znajdują się one nawet przez osiem godzin spawania w uchwycie spawalniczym – tyle czasu wymaga średnio zespawanie elementu w zautomatyzowanej instalacji. W przeszłości końcówka prądowa wytrzymywała maksymalnie godzinę. Zintegrowany sterownik profesjonalnego uchwytu spawalniczego RD3X z wyświetlaczem graficznym pozwala uniknąć biegania, ponieważ wszystkie istotne parametry można ustawić bezpośrednio w uchwycie. Innowacyjny proces spawania forceArc puls firmy EWM jest wykorzystywany jako jedyny proces spawania w produkcji w ISW. Mniejsze wprowadzenie ciepła przez ten proces oznacza mniejsze odkształcenia i mniej naprężeń w elemencie, a tym samym mniej uciążliwego prostowania. Oprogramowanie ewm Xnet 2.0 umożliwia ciągłe i pełne potwierdzanie jakości.
[documents] => {"doc_name":["ISW PraxisReport DE","ISW CustomerStory EN"],"doc_link":["Praxisreport_ISW_DE_RZ-050919_3mm-BS_PDF-X3.pdf","Praxisreport_ISW_GB_RZ-050919_3mm-BS_PDF-X3.pdf"],"description":["ISW PraxisReport DE","ISW CustomerStory EN"]}
[imageslider] => {"image_link":["Abb1_Automatisierung_low.jpg","Abb2_Manuelle-Anwendung_low.jpg","Abb4_Funktionsbrenner-mit-LED_low.jpg","Abb5_ISW-Gruppenfoto_low.jpg","Abb6_Schweissnaht_low.jpg","Abb7_ewm-Xnet-20_low.jpg"],"description":["automatisierung","manuelle anwendung","funktionsbrenner","isw gruppenfoto","schweissnaht","ewm xnet 2.0"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 9
[access] => 1
[language] => *
[params] =>
[created] => 2019-10-25 11:38:30
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:35:23
[modified_by] => 590
[metakey] =>
[metadesc] => Höhere Durchlaufzeiten, gesteigerte Produktivität, minimale Nacharbeit, gesicherte Qualität – ISW GmbH Steel Components hat die gesamte Schweißproduktion auf EWM umgestellt. Bei Bauteilen mit 300 Millimetern Dicke, 20 Metern Länge und bis zu 100 Tonnen Ge
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-10-25 06:23:40
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 14
[hits] => 0
)
[24] => stdClass Object
(
[id] => 7
[catid] => 69
[name] => Ebner Industrieofenbau GmbH 2019
[alias] => ebner-industrieofenbau-gmbh
[customer] => Ebner Industrieofenbau GmbH
[customer_logo] => images/referenzen/logos_sonst/EBNER-Industrieofenbau-GmbH_logo.png
[titelbild] => images/referenzen/Ebner/Abb_3_L1470886_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Gem, set i mecz we wszystkich kategoriach spawalnictwa
[benefit_subtext] => Firma Ebner zamierzała odnowić całe wyposażenie spawalnicze. W tym celu producent pieców przemysłowych rzucił wyzwanie czterem twórcom urządzeń spawalniczych. Na koniec spawacze, serwisanci i osoby pełniące nadzór nad procesami spawania podjęli decyzję.
[teaser] => Firma Ebner, specjaliści w dziedzinie technologii obróbki cieplnej i budowy pieców przemysłowych z austriackiej miejscowości Leonding nieopodal Linzu, zamierzała odnowić całe wyposażenie spawalnicze. Wybór padł w formie wyzwania na czterech producentów urządzeń spawalniczych. W ostateczności spawacze, serwisanci i osoby pełniące nadzór nad procesami spawania jednogłośnie opowiedzieli się za EWM. Oferta ekspertów EWM w dziedzinie techniki spawania przekonała pracowników Ebner na całej linii – zarówno pod względem technologii urządzeń i techniki procesowej. W międzyczasie całą produkcję spawalniczą Ebner wyposażono w 45 spawarek EWM – do spawania metodami TIG oraz MIG/MAG.
[casestudy_status] => Spawacze w firmie Ebner muszą wykazywać się wyjątkową elastycznością: tak samo duża jak zakres materiałów jest także oferta obrabianych elementów. Piece przemysłowe mogą szybko osiągnąć wielkość jednorodzinnego domu – a przy tym są nieruchome. W rezultacie w tej branży nie ma standardowych obszarów pracy, w których zawsze wykorzystywane są jednakowe elementy. Spawacz musi za każdym razem podejmować nowe wyzwania, pracować urządzeniem bezpośrednio przy elemencie i często zmieniać przy tym miejsce oraz pozycję. Ta elastyczność i nietypowe warunki brzegowe w środowisku pracy, a jednocześnie duża poręczność spawarek były podstawowymi wymogami, jakie postawiono dostawcom urządzeń.
[casestudy_solution] => Pod względem trzech istotnych punktów firma EWM AG wyróżniła się na tle konkurencji i ostatecznie przekonała do siebie zamawiającego: były to systemowe podejście i kompleksowa oferta spawarek, elastyczność procesów spawania i atrakcyjny serwis. Spawacze muszą często zmieniać procesy spawania. Tym większą zaletą jest pokrywanie przez urządzenie całej palety zadań – zarówno w zakresie spawania MIG/MAG oraz TIG. Dzięki dwój podajnikom drutu maszyna jest wyposażona w dwie rolki drutu, dwa uchwyty spawalnicze i dwie butle z gazem osłonowym. Gdy zmieniają się wymagania, spawacz wymienia jedynie uchwyt spawalniczy. Resztę wykonuje maszyna za jednym naciśnięciem przycisku.
[casestudy_effectiv] => Spawacze zdecydowali się na łatwą obsługę urządzenia i uchwytu spawalniczego, dobrą dostępność, bezpieczeństwo eksploatacji urządzeń i bezusterkowe doprowadzanie drutu. Pracownicy działu zakupów odczuli już znaczne oszczędności na poziomie nawet 50%, wynikające ze zmniejszenia kosztów przezbrajania oraz znacznego wydłużenia żywotności dysz gazowych i prądowych. Jak widać, firma EWM poradziła sobie z wyzwaniem pod każdym względem. Od tego czasu EWM jest jedynym producentem, którego rozwiązania i urządzenia spawalnicze są wykorzystywane w firmie Ebern – także w najnowszej generacji.
[documents] => {"doc_name":["PraxisReport Ebner DE"," CustomerStory Ebner EN"],"doc_link":["053-000051-00000_PraxisReport_Ebner_DE_web.pdf","053-000051-00001_PraxisReport_Ebner_EN_web.pdf"],"description":["PraxisReport Ebner DE"," CustomerStory Ebner EN"]}
[imageslider] => {"image_link":["Abb_2_L1470805_web.jpg","Abb_3_L1470886_web.jpg","Abb_4_L1470906_web.jpg","Abb_5_L1470935_01_web.jpg","Abb_6_L1470960_web.jpg","Abb_7_L1470999_web.jpg","Abb_8_L1470967_web.jpg","Abb_9_Ref_Ebner_web.jpg"],"description":["Ebner 1","Ebner 2","Ebner 3","Ebner 4","Ebner 5","Ebner 6","Ebner 7","Ebner 8"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 7
[access] => 1
[language] => *
[params] =>
[created] => 2019-09-03 07:44:48
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:30:05
[modified_by] => 590
[metakey] =>
[metadesc] => Die Firma Ebner wollte ihre gesamte Schweißtechnik erneuern. Dafür veranstaltete der Industrieofenbauer einer Challenge unter vier Schweißgeräteherstellern. Schließlich entschieden sich sowohl Schweißer als auch Instandhalter und Schweißaufsichtspersonen
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-03 08:21:31
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 20
[hits] => 0
)
[25] => stdClass Object
(
[id] => 10
[catid] => 57
[name] => Terranets bw GmbH
[alias] => terranets-bw-gmbh
[customer] => Terranets bw GmbH
[customer_logo] => images/referenzen/logos_sonst/terranets.png
[titelbild] => images/referenzen/terranets/Abb 5_ Feldstaerkemessung.jpg
[sectorId] => COM_EWMREFERENCE_ROHRLEITUNGSBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_DEGAUSS"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Rozmagnesowywanie rurociągów
[benefit_subtext] => Firma terranets bw GmbH regularnie kontroluje sieć przewodów gazu ziemnego o długości 2000 km za pomocą „kretów do rur”, które powodują ich namagnesowanie. Naprawy, przy których konieczne jest spawanie, są przez to utrudnione. Środkiem zaradczym jest przenośne urządzenie rozmagnesowujące Degauss 600 firmy EWM.
[teaser] => Firma terranets bw GmbH regularnie kontroluje sieć przewodów gazu ziemnego o długości 2000 km za pomocą „kretów do rur”, które powodują ich namagnesowanie. Naprawy, przy których konieczne jest spawanie, są przez to utrudnione. Środkiem zaradczym jest przenośne urządzenie rozmagnesowujące Degauss 600 firmy EWM, które można stosować bezpośrednio na budowie.
[casestudy_status] => Firma terranets bw GmbH łączy przedsiębiorstwa w Stuttgarcie, kraj związkowy Badenię-Wirtembergię i sąsiednie kraje z europejską infrastrukturą energetyczną. Przewody i instalacje do przesyłu gazu są sterowane i monitorowane za pośrednictwem wysokiej klasy sieci światłowodowej, która przez całą dobę zapewnia wysoką wydajność zaopatrzenia. Jako operator firma terranets bw GmbH regularnie sprawdza, czy wysokociśnieniowe przewody gazowe spełniają najwyższe standardy bezpieczeństwa, kontrolując grubość ich ścian za pomocą „kretów do rur”. Te systemy testowe powodują jednak pewien problem: powodują namagnesowanie przewodów. Gdy konieczne jest wykonanie napraw, podczas spawania dochodzi wówczas do uginania łuku i tym samym do wtrącania porów i braków wtopienia.
[casestudy_solution] => Aby rozwiązać ten problem, firma EWM AG stworzyła demagnetyzer Degauss 600. Poręczne i kompaktowe urządzenie jest nie tylko łatwe w obsłudze, ale także nadaje się też do zastosowania bezpośrednio na budowie. W celu rozmagnesowania rury zostaje ona możliwie ciasno owinięta przewodem prądowym. Przepływ prądu w kablu umożliwia wytworzenie przeciwpola magnetycznego o jednakowym natężeniu i w ten sposób usunięcie namagnesowania resztkowego. Im większa liczba przyłożonych zwojów, tym większe jest maksymalne natężenie pola, jakie może zostać wytworzone przez stały prąd. Urządzenie Degauss 600 umożliwia dwa sposoby rozmagnesowywania. Funkcja Degauss zaczyna od wysokiej wartości prądu i stopniowo zmniejsza przepływ prądu z przemienną biegunowością. W ten sposób następuje rozmagnesowanie elementu. Ta metoda doskonale sprawdza się przy krótkich elementach. W przeciwieństwie do niej metoda „activgauss” nadaje się do długich elementów, takich jako przewody rurowe. Metoda ta polega na ciągłym przepływie prądu przez zwoje, który skutkuje wytworzeniem trwałego pola magnetycznego.
[casestudy_effectiv] => Mała masa i niewielka konstrukcja sprawiają, że urządzenie Degauss 600 doskonale nadaje się do zastosowania na budowach i jest łatwe w obsłudze. Zdalne sterowanie umożliwia umiejscowienie źródła prądu spawania również poza wykopem. Urządzenie umożliwia rozwiązanie problemu namagnesowania podczas spawania naprawczego w konstrukcji rurociągów nawet przy silnych polach magnetycznych. Zastosowanie demagnetyzera na budowach terranets bw GmbH przekonało nie tylko samego operatora, ale także wykonujące przedsiębiorstwo budowlane Leonhard & Weiss GmbH oraz niezależnego inżyniera odpowiedzialnego za nadzór z TÜV Süd.
[documents] => {"doc_name":["terranets PraxisReport DE","terranets CustomerStory EN"],"doc_link":["053-000100-00000_PraxisReport_terranets_DE.pdf","053-000100-00001_PraxisReport_terranets_EN.pdf"],"description":["terranets PraxisReport DE","terranets CustomerStory EN"]}
[imageslider] => {"image_link":["Abb 5_ Feldstärkemessung.jpg","Abb 6_Schweißung_Rohrabschnitt.jpg","Abb 7_Degauss_600.jpg","Abb 9_WIG-Schweißung.jpg","ROSEN-Group_RoCombo MFL-A_XT.JPG"],"description":["feldstärkenmessung","schweißung rohrabschnitt","Degauss 600","WIG Schweißung","ROSEN-Group"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 10
[access] => 1
[language] => *
[params] =>
[created] => 2019-07-16 11:39:00
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:38:55
[modified_by] => 590
[metakey] =>
[metadesc] => Die terranets bw GmbH untersucht ihr 2000 km langes Leitungsnetz für Erdgas regelmäßig mit „Rohrleitungsmolchen“, die die Rohre magnetisieren. Reparaturen, bei denen geschweißt werden muss, fallen so schwer. Abhilfe schafft das mobile Entmagnetisierungsgerät Degauss 600 von EWM
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-11-11 12:39:19
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 14
[hits] => 0
)
[26] => stdClass Object
(
[id] => 4
[catid] => 69
[name] => POLLRICH
[alias] => pollrich
[customer] => POLLRICH GmbH
[customer_logo] => https://www.pollrich.com/fileadmin/images/pollrich-logo.png
[titelbild] => images/referenzen/sliderbilder/121227_pollrich_bild_2_2.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_MAG_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Zarządzanie techniką spawania w jednym systemie
[benefit_subtext] => Nowoczesna technika spawania powinna, oczywiście, zapewniać większą produktywność i jakość przy jednoczesnej redukcji kosztów. Jednak obecnie coraz ważniejsze są systemy zarządzania spawaniem…
[teaser] => Nowoczesna technika spawania powinna, oczywiście, zapewniać większą produktywność i jakość przy jednoczesnej redukcji kosztów. Jednak obecnie coraz ważniejsze są systemy zarządzania spawaniem, służące do zarządzania i dokumentowania istotnych danych, spełniające wszystkie wymogi w zakresie zapewniania jakości. To właśnie to systemowe podejście i kompleksowa oferta przekonały firmę POLLRICH do wybrania EWM. W 2018 roku producent wentylatorów przemysłowych przestawił całą swoją produkcję na rozwiązania firmy EWM i od tego czasu kupuje od niej także wszystkie części eksploatacyjne i materiały dodatkowe.
[casestudy_status] => Firma POLLRICH wytwarza wentylatory przemysłowe. Są one wykorzystywane w układach wentylacji w tunelach, domach handlowych, a także w kompletnych budynkach na lotniskach. W przemyśle (petro-)chemicznym, drzewnym lub betonowym transportują także ścierne i agresywne media. W odniesieniu do takich podzespołów bezpieczeństwa konieczne jest spełnienie wszystkich wymagań z zakresu dokumentacji, aby zapewnić zgodność z wymogami dotyczącymi zapewniania jakości i możliwości śledzenia.
[casestudy_solution] => EWM Xnet to system zarządzania spawaniem stworzony przez firmę EWM. System, który wspiera, monitoruje i dokumentuje cały proces produkcji komponentu, od przygotowania do pracy do końcowej kalkulacji kosztów. Wszystkie dane spawania i parametry zużycia są rejestrowane w czasie rzeczywistym i możliwe jest analizowanie, kontrolowanie i zarządzanie rezultatami spawania. Xnet zapewnia także wsparcie w zakresie zarządzania spawanymi elementami, tworzenia schematów kolejności spawania oraz przyporządkowania instrukcji spawania. Można nimi również zarządzać, a w razie potrzeby nawet samodzielnie je tworzyć. Co równie ważne, oferta Xnet obejmuje również indywidualne monitorowanie certyfikatów kontrolnych spawaczy oraz przydzielanie indywidualnych uprawnień dostępu.
[casestudy_effectiv] => „Dzięki Xnet kompleksowe zarządzanie techniką spawania jest możliwe przy użyciu jednego systemu”, cieszy się Thorsten Wirtz, inspektor nadzoru spawania i kierownik działu zapewniania jakości w POLLRICH. W związku z tym, że spawarki, systemy podawania drutu i uchwyty spawalnicze również pochodzą z firmy EWM, wymiana danych w obrębie systemu i między jego elementami jest optymalnie dostosowana do ich wymagań, a praca z systemem Xnet jest wyjątkowo łatwa, szybka i bezpieczna.
[documents] => {"doc_name":["PraxisReport Pollrich DE","CustomerStory Pollrich EN"],"doc_link":["Praxisreport_Pollrich_Nov_2018_DE_BA.pdf","Praxisreport_Pollrich_Nov_2018_GB_MW.pdf"],"description":["PraxisReport Pollrich DE","CustomerStory Pollrich EN"]}
[imageslider] => {"image_link":["121227_pollrich_bild_1.jpg","121227_pollrich_bild_2_2.jpg","IMG_0248.jpg"],"description":["Pollrich","Pollrich","Pollrich"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 4
[access] => 1
[language] => *
[params] =>
[created] => 2018-11-30 13:11:03
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:36:43
[modified_by] => 590
[metakey] =>
[metadesc] => Eine moderne Schweißtechnik soll selbstverständlich eine höhere Produktivität und Qualität bei gleichzeitiger Kostenreduktion liefern. Doch viel relevanter werden heutzutage Schweißmanagementsysteme
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-08-31 08:23:46
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 20
[hits] => 0
)
[27] => stdClass Object
(
[id] => 2
[catid] => 58
[name] => Hüffermann
[alias] => hueffermann
[customer] => Hüffermann Transportsysteme GmbH
[customer_logo] => images/referenzen/hueffermann/logo_hueffermann.png
[titelbild] => images/referenzen/hueffermann/A1590898-ret_low_web.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_UN_NIEDRIG"]
[processId] => ["COM_EWMREFERENCE_MAG_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Do 10% więcej przyczep rocznie na stanowisko pracy
[benefit_subtext] => Na początku było dążenie do całkowitego zredukowania nadgodzin. Rezultatem było przestawienie całej produkcji na produkty EWM...
[teaser] => Na początku było dążenie do całkowitego zredukowania nadgodzin. Rezultatem było przestawienie całej produkcji na produkty EWM: Firmie Hüffermann Transportsysteme GmbH w Neustadt (Dosse) po uzyskaniu doradztwa w zakresie innowacji i technologii ze strony ewm maXsolution udało się skrócić czas pracy na jednym stanowisku o 15% i jednocześnie zwiększyć wydajność o 10%. Inwestycja zwróciła się w ciągu roku – doskonały powód, aby w przyszłości pracować tylko z EWM.
[casestudy_status] => „Pierwotnie chcieliśmy jedynie ograniczyć liczbę wciąż powtarzających się nadgodzin. Tylko praca w nadgodzinach pozwalała nam dotrzymać terminów dostaw”, wyjaśnił Torsten Völker, kierownik produkcji „jednostek holowanych” w firmie Hüffermann. Zadaniem Toralfa Pekrula, kierownika zakładów EWM w Wittstock i Rathenow, oraz przedstawiciela handlowego EWM Jeffreya Kube było zoptymalizowanie produkcji na stanowisku pracy w taki sposób, aby wykluczyć konieczność pracy w nadgodzinach.
[casestudy_solution] => W ramach kompleksowego doradztwa ewm maXsolution eksperci z EWM przeanalizowali cały proces i przyjrzeli się dokładnie każdemu szczegółowi w przebiegu produkcji, począwszy od podawania gazu i drutu, przez proces spawania, aż po końcówkę prądową. Specjaliści z EWM zoptymalizowali ustawienie każdej śruby nastawczej i zestroili wszystkie etapy łańcucha produkcji w systemie na jednym stanowisku pracy.
[casestudy_effectiv] => … zapewniło to niesamowitą oszczędność czasu i amortyzację inwestycji w ciągu jednego roku: Dzięki wprowadzeniu wielu jednostkowych działań zasugerowanych przez EWM firmie udało się znaleźć takie rozwiązanie, które spełnia zarówno rosnące wymagania rynku, jak i potrzeby pracowników. Czas pracy skrócono o nawet 15%, jednocześnie zwiększono uzysk nawet o 10% i zmniejszono zużycie gazu o jedną trzecią przy tej samej jakości, udowodnionej wskaźnikami przedsiębiorstwa – te argumenty przekonały lidera na rynku systemów do pojazdów transportowych i recyklingowych do przestawienia 68 stanowisk pracy w ramach produkcji spawalniczej na rozwiązania EWM. Oszczędność czasu osiągnięta w ramach całościowego procesu pozwoliła nie tylko zachować dotychczasową przepustowość, ale nawet ją zwiększyć. Dla Torstena Völkera jest to decydujący aspekt, ponieważ „kupić można wszystko, tylko nie czas”!
[documents] => {"doc_name":["PraxisReport Hüffermann DE"," CustomerStory Hüffermann EN"],"doc_link":["053-000080-00000_PraxisReport_Hueffermann_DE.pdf","2018_10_Praxisreport_Hueffermann_GB_seiten.pdf"],"description":["PraxisReport Hüffermann DE"," CustomerStory Hüffermann EN"]}
[imageslider] => {"image_link":["A1590898-ret_low_web.jpg","A1590928-ret_low_web.jpg","B1670386-ret_low_web.jpg","B1670393-ret_low_web.jpg","B1670430_low_ret_web.jpg"],"description":["Hüffermann 1","Hüffermann 2","Hüffermann 3","Hüffermann 4","Hüffermann 5"]}
[links] => {"doc_name":["Youtube",""],"doc_link":["https://www.youtube.com/watch?v=IpejOeONOzM",""],"description":["Link",""]}
[article_id] => 0
[ordering] => 2
[access] => 1
[language] => *
[params] =>
[created] => 2018-10-17 12:00:56
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:35:01
[modified_by] => 590
[metakey] =>
[metadesc] => Am Anfang stand der Wunsch, die Überstunden auf Null zu reduzieren. Das Ergebnis war die Umstellung der gesamten Produktion auf EWM-Produkte
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-02 08:23:29
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 27
[hits] => 0
)
[28] => stdClass Object
(
[id] => 14
[catid] => 71
[name] => AST Apparatebau GmbH
[alias] => ast-apparatebau-gmbh
[customer] => AST Apparatebau GmbH
[customer_logo] => images/ast-apparatebau-16995-m.png
[titelbild] => images/referenzen/sliderbilder/EWM_AST_7_web.jpg
[sectorId] => COM_EWMREFERENCE_ANLAGEBAU
[materialId] => ["COM_EWMREFERENCE_EDEL_ALU"]
[processId] => ["COM_EWMREFERENCE_TIG_SPEED"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Zaledwie jedna czwarta czasu spawania
[benefit_subtext] => Mimo obowiązujących surowych chemicznych norm przemysłowych firmie AST Apparatebau GmbH z regionu Siegerland dzięki zastosowaniu tigSpeed udało się skrócić czas spawania nawet o 75%...
[teaser] => Mimo obowiązujących surowych chemicznych norm przemysłowych firmie AST Apparatebau GmbH z regionu Siegerland dzięki zastosowaniu tigSpeed udało się skrócić czas spawania nawet o 75%. tigSpeed to system podawania drutu do spawania metodą TIG. Drut nie jest jedynie podawany stale, jak ma to miejsce w metodzie spawania MIG/MAG, lecz jest automatycznie wyciągany z jeziorka spawalniczego. W ten sposób podajnik drutu imituje ręczny proces podczas spawania metodą TIG.
[casestudy_status] => Węże chłodzące wymagane w mieszalnikach są zwykle przyspawane z zewnątrz jako półrury do powłoki zbiornika. W przypadku dużych zbiorników mieszalników długości spoin mogą szybko osiągnąć kilkaset metrów. Aby sprostać normom przemysłowym, warstwy graniowe muszą być spawane metodą TIG. Następnie warstwa kryjąca jest wykonywana metodą MAG. Czasy wykonania spoiny TIG o długości jednego metra wynoszą około 25 minut i znacznie przekraczają prędkość spawania metodą MAG.
[casestudy_solution] => Dzięki systemowi podawania drutu tigSpeed do spawania TIG możliwe jest ciągłe spawanie TIG z bezkońcowym doprowadzaniem materiału dodatkowego – bez przerw związanych z wymianą prętów spawalniczych. Co więcej: zastosowanie gorącego drutu umożliwia stapianie większej ilości materiału, a co za tym idzie – pozwala na spawanie z większą prędkością.
[casestudy_effectiv] => Obecnie, za sprawą rozwiązania tigSpeed i gorącego drutu, spawaczom z AST Apparatebau wystarcza zaledwie pięć minut, aby stworzyć ciągłą spoinę TIG o długości jednego metra. Jest to oszczędność czasu na poziomie około 75% w stosunku do ręcznego procesu spawania. Ta metoda ma jeszcze jedną zaletę dla Joachima Junga, dyrektora zarządzającego ds. technicznych: „Wyjątkowo atrakcyjna w przypadku spawania TIG z wykorzystaniem tigSpeed jest możliwość dodatkowego zautomatyzowania zadania spawalniczego”. Nawet, jeśli przedsiębiorstwo jeszcze nie skorzystało z tej drogi, znaczne zwiększenie produktywności przez nową metodę było na tyle przekonujące, że tigSpeed i gorący drut będą wykorzystywane również do spawania króćców – a na zbiornikach mieszalników jest ich naprawdę wiele.
[documents] => {"doc_name":["PraxisReport AST DE"," CustomerStory AST EN"],"doc_link":["053-000044-00000_PraxisReport_AST_DE.pdf","053-000044-00001_PraxisReport_AST_EN_druck.pdf"],"description":["PraxisReport AST DE"," CustomerStory AST EN"]}
[imageslider] => {"image_link":["EWM_AST_1_Ruehrwerksbehaelter_web.jpg","EWM_AST_2_Halbrohre_web.jpg","EWM_AST_4_WIG-Brenner_web.jpg","EWM_AST_5_WIG-Heißdraht_web.jpg","EWM_AST_7_web.jpg"],"description":["Rührwerksbehälter","Halbrohre","WIG Brenner","WIG Heißdraht",""]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 14
[access] => 1
[language] => *
[params] =>
[created] => 2018-10-16 12:31:28
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:29:24
[modified_by] => 590
[metakey] =>
[metadesc] => Trotz der Vorgabe strenger Industrienormen für die Großchemie konnte die AST Apparatebau GmbH aus dem Siegerland die Schweißzeit durch den Einsatz von tigSpeed um bis zu 75 Prozent senken
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 9
[hits] => 0
)
[29] => stdClass Object
(
[id] => 3
[catid] => 60
[name] => Hering
[alias] => hering
[customer] => Hering AG
[customer_logo] => images/referenzen/Hering/Hering_Logo.png
[titelbild] => images/referenzen/Hering/Abb_2_web.jpg
[sectorId] => COM_EWMREFERENCE_ROHRLEITUNGSBAU
[materialId] => ["COM_EWMREFERENCE_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_TIG_SPEED","COM_EWMREFERENCE_WIG_HEISSDRAHT"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Straty czasu mniejsze nawet o 50%
[benefit_subtext] => Na początku pewien przedstawiciel handlowy EWM wpadł na pomysł, aby spawać kołnierzowe połączenia rurowe metodą TIG. Na końcu pojawiły się oszczędności rzędu 50%...
[teaser] => Na początku pewien przedstawiciel handlowy EWM wpadł na pomysł, aby spawać kołnierzowe połączenia rurowe metodą TIG. Na końcu pojawiły się oszczędności rzędu 50% przez samo zredukowanie czasów dodatkowych. Spawanie metodą TIG w firmie Hering AG (Gunzenhausen) odgrywało przy tym zawsze podrzędną rolę. EWM użyczyła firmie produkującej wymienniki ciepła podajnik drutu tigSpeed do spawania metodą TIG. Wystarczyło pół godziny, aby spawacze uzyskali dzięki niemu lepsze wyniki. A gdy po tygodniowym okresie próbnym urządzenie miało zostać odebrane, spawacze kłócili się, kto mógł pracować z użyciem tigSpeed.
[casestudy_status] => W firmie Hering stosowane są niezliczone rury: Wiele rur jest łączonych w wiązki, które są następnie umieszczane w kolejnej rurze. W ramach wytwarzania tych wymienników ciepła firma Hering AG stosowała metodę spawania elektrodami otulonymi i spawania MIG/MAG. TIG pełni jedynie podrzędną rolę. Spawanie TIG wydaje się być przy tym stworzone do połączeń kołnierzowych rur. Metoda ta pozwala tworzyć wysokiej jakości spoiny przy jednocześnie obniżonym wprowadzaniu ciepła i minimalnym powstawaniu rozprysków. Znacznie zmniejszyłoby to nakład prac dodatkowych. Pracownicy są jednak przyzwyczajeni do pracy tylko jedną ręką podczas spawania elektrodą otuloną i ciągłego doprowadzania drutu przy spawaniu MIG/MAG.
[casestudy_solution] => Przedstawiciel handlowy zaproponował wykonywanie połączeń kołnierzowych rur przy użyciu TIG i tigSpeed, ponieważ w tym przypadku wymagane są połączenia spawane o wysokiej jakości. Aby rozwiać pierwsze wątpliwości, udostępnił on firmie odpowiednie urządzenie. tigSpeed to podajnik drutu TIG. Naśladuje on ręczne spawanie metodą TIG, nakładając nadrzędny ruch do przodu i do tyłu na ciągłe podawanie drutu. W ten sposób materiał dodatkowy jest cyklicznie wyciągany z jeziorka spawalniczego i jego przejście następuje kroplami. Podczas spawania gorącym drutem materiał dodatkowy zostaje wcześniej nagrzany. Zwiększa to wydajność stapiania, zapewnia lepszy przepływ materiału i pozwala uzyskać równomierny wygląd spoiny.
[casestudy_effectiv] => Zalety urządzenia widać jak na dłoni: Dzięki automatycznemu podawaniu drutu spawacz może skoncentrować się całkowicie na procesie spawania. „Spawanie kołnierza do rury jest możliwe w jednym przebiegu – bez miejsc nasadzania powstających wskutek wymiany prętów spawalniczych”, podsumowuje zalety tej metody Valmir Xhaferi, spawacz w firmie Hering AG. Co więcej, dzięki automatycznemu podawaniu druga ręka pozostaje wolna i może wspierać rękę prowadzącą palnik. „Znacznie ułatwia to pracę w szczególności przy długich spoinach”, dodaje Xhaferi. Z kolei Christian Rasch, prezes zarządu Hering AG, jest przekonany, że przy krótszym czasie przezbrajania oszczędności w przedsiębiorstwie będą jeszcze większe.
[documents] => {"doc_name":["PraxisReport Hering DE"," CustomerStory Hering EN"],"doc_link":["PraxisReport_Hering_4seitig_DE_12_2016_neu_Myriad.pdf","PraxisReport_Hering_4seitig_EN_12_2016.pdf"],"description":["PraxisReport Hering DE"," CustomerStory Hering EN"]}
[imageslider] => {"image_link":["Abb_1_web.jpg","Abb_2_web.jpg","Abb_4b_web.jpg","Abb_5_web.jpg","Abb_6_web.jpg","Abb_7_web.jpg"],"description":["Hering 1","Hering 2","Hering 3","Hering 4","Hering 5","Hering 6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 3
[access] => 1
[language] => *
[params] =>
[created] => 2017-09-18 12:04:12
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:31:30
[modified_by] => 590
[metakey] =>
[metadesc] => Ursprünglich war es nur eine Idee des Außendienstmitarbeiters von EWM, Rohr-Flansch-Verbindungen mit WIG zu schweißen. Am Ende standen Einsparungen von bis zu 50 Prozent
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-02 08:23:02
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 18
[hits] => 0
)
[30] => stdClass Object
(
[id] => 5
[catid] => 69
[name] => MESA
[alias] => mesa
[customer] => MESA Metall-Stahlbau GmbH
[customer_logo] => images/referenzen/Mesa/mesa.jpg
[titelbild] => images/referenzen/Mesa/L1005599_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_NIEDRIG"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Wyższa jakość spawania i mniejsze koszty dzięki ewm maXsolution
[benefit_subtext] => Gdy kalkulacja podczas produkcji większego zlecenia wymknęła się spod kontroli, firma MESA skonsultowała się z kierownikiem filii EWM w Rathenow. W ciągu zaledwie trzech miesięcy…
[teaser] => Gdy kalkulacja podczas produkcji większego zlecenia wymknęła się spod kontroli, firma MESA skonsultowała się z kierownikiem filii EWM w Rathenow. W ciągu zaledwie trzech miesięcy, po analizie rezultatów doradztwa w zakresie innowacji i technologii ewm maXsolution, przedsiębiorstwo przestawiło całą produkcję. Z nowym wyposażeniem spawalniczym EWM przedsiębiorstwo nie tylko zaczęło wytwarzać produkty w najwyższej klasie jakości CL1, ale także znacząco obniżyło koszty.
[casestudy_status] => Podobnie jak większość średniej wielkości przedsiębiorstw z branży konstrukcji metalowych i stalowych, firma MESA także musi produkować z jak największą rentownością, wysoką jakością i w miarę możliwości wypełniać lukratywne nisze rynkowe. MESA dostrzegła taką niszę w branży budowy pojazdów szynowych, w której panują wyjątkowo surowe wymogi jakościowe. Jednakże produkcja z wykorzystaniem konwencjonalnej techniki spawania i urządzeń innych producentów okazała się być tak kosztowna, że kalkulacje osiągały kres rentowności. Przedsiębiorstwo było zmuszone rozejrzeć się za alternatywnymi rozwiązaniami produkcyjnymi.
[casestudy_solution] => W ramach doradztwa w zakresie innowacji i technologii ewm maXsolution eksperci z EWM wzięli pod lupę i przeanalizowali każdy krok w przebiegu produkcji całego łańcucha procesowego. „Doradztwo było nie tylko kompetentne i proaktywne, obejmowało także nowe rozwiązania nieuwzględnianych przez nas problemów”, reasumuje Pierre Mack, dyrektor zarządzający MESA Metall-Stahlbau GmbH. Dzięki zastosowaniu spawarek i uchwytów spawalniczych EWM oraz innowacyjnych metod spawania osiągnięto oszczędności we wszystkich możliwych obszarach: czasu spawania, materiału, gazu osłonowego, materiału dodatkowego, poboru prądu, części eksploatacyjnych i, w szczególności, nakładu prac dodatkowych.
[casestudy_effectiv] => „Czas produkcji dla spawania i szlifowania mogliśmy zmniejszyć dosłownie o 57%”, twierdzi Mack. Przyczyną jest przede wszystkim nowy proces spawania forceArc puls. Ten innowacyjny łuk charakteryzuje się mniejszym wprowadzeniem ciepła, nie wytwarza prawie żadnych rozprysków i pozwala na osiąganie wyższych prędkości spawania. Oprócz spawania ręcznego, wymagającego jedynie bardzo krótkiego szkolenia, firmie MESA udało się także zmechanizować niektóre procesy spawania. Mechanizacja jeszcze bardziej zwiększyła jakość procesu spawania dzięki niezmiennej jakości wyrobów. Inwestycja zamortyzowała się już po krótkim czasie. Przede wszystkim pozwoliła znacznie poszerzyć zakres usług firmy MESA: „Gdybyśmy nie potrafili tak spawać, nie otrzymalibyśmy wielu zleceń”, objaśnia Mack. „Z konwencjonalnymi urządzeniami do niektórych w ogóle nie mielibyśmy po co startować”.
[documents] => {"doc_name":["PraxisReport MESA DE"," CustomerStory MESA EN"],"doc_link":["EWM_PraxisReport_Mesa_DE_053_000046_00000.pdf","EWM_CustomerStory_Mesa_EN_053_000046_00001.pdf"],"description":["PraxisReport MESA DE"," CustomerStory MESA EN"]}
[imageslider] => {"image_link":["L1005599_web.jpg","L1005669_web.jpg","L1005738_web.jpg","L1005740_web.jpg"],"description":["Mesa 1","Mesa 2","Mesa 3","Mesa 4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 5
[access] => 1
[language] => *
[params] =>
[created] => 2017-09-15 12:23:28
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:29:08
[modified_by] => 590
[metakey] =>
[metadesc] => Als die Kalkulation beim Fertigen eines größeren Auftrags aus dem Ruder lief, konsultierte MESA den Leiter der EWM-Niederlassung in Rathenow. Innerhalb von nur drei Monaten
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-03 08:21:31
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 59
[hits] => 0
)
[31] => stdClass Object
(
[id] => 1
[catid] => 60
[name] => ITAG
[alias] => itag
[customer] => ITAG Valves & Oilfield Products GmbH
[customer_logo] => images/referenzen/logos_sonst/ITAG_Logo.png
[titelbild] => images/itag1.png
[sectorId] => COM_EWMREFERENCE_ROHRLEITUNGSBAU
[materialId] => ["COM_EWMREFERENCE_NICKEL_BASIS"]
[processId] => ["COM_EWMREFERENCE_MAG_HEISSDRAHT"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Cladding o wydajności stapiania do 13,8 kg
[benefit_subtext] => ITAG Valves & Oilfield Products GmbH
[teaser] => Armatury kulowe i zawory odcinające ITAG Valves & Oilfield Products GmbH są stosowane w przewodach rurowych na całym świecie – zarówno na suchych, piaszczystych pustyniach i w wiecznym lodzie. Muszą tam wytrzymać ponad 25 lat w stanie nienaruszonym przez agresywne media. Dzięki połączeniu spawania metodą MAG i dodatkowego doprowadzania gorącego drutu technologia EWM podwaja wydajność stapiania. Jednocześnie fundamentalne znaczenie ma wysoka spójność wszystkich parametrów, ponieważ ten proces, mimo dużej wydajności, jest ekstremalnie czuły.
[casestudy_status] => NBA 625 to stop na bazie niklu o bardzo dużej odporności na korozję – ale tylko pod warunkiem zachowania jest technologicznego składu. Na właściwości materiału może wpływać w szczególności zawartość żelaza. Dlatego trudnym przedsięwzięciem jest nanoszenie warstwy NBA 625 na stal zawierającą węgiel przy użyciu metody termicznej w taki sposób, aby nie doszło do zbyt dużego zmieszania różnych materiałów, ale zachowano czystość nanoszonej warstwy. Warstwy te spawano w dużych częściach w sposób zmechanizowany – albo metodą MAG o wydajności stapiania 5 kilogramów na godzinę, albo metodą TIG o wydajności stapiania 2,5 kilograma na godzinę.
[casestudy_solution] => Celem jest uzyskanie jak największej wydajności stapiania przy jednocześnie mniejszym rozcieńczeniu. Być może na początku nawet specjalistom od zastosowań w firmie EWM wydawało się to komiczne, ale w ITAG połączono metodę spawania MAG z dodatkowym podawaniem drutu za pomocą podajnika gorącego drutu tigSpeed. Zamierzano w ten sposób wprowadzić większą ilość energii łuku do materiału dodatkowego. Powodowało to stapianie mniejszej ilości materiału podstawowego, co pomogło w zachowaniu czystości nanoszonej warstwy. Dzięki temu udało się od razu podwoić wydajność podawania i tym samym także wydajność stapiania.
[casestudy_effectiv] => Wydajność stapiania na poziomie 13,8 kg w ciągu godziny jest dwukrotnie większa niż w przypadku spawania MAG i czterokrotnie większa niż w przypadku spawania gorącym drutem TIG. Dodatkowo wyjątkowo duża stałość podawania drutu i parametrów spawania sprawia, że gęsto ułożone obok siebie ściegi wykazują jedynie niewielką falistość (poniżej 0,5 milimetra). Dzięki temu spawy nanoszonej warstwy muszą być jedynie o 1 milimetr wyższe niż późniejszy wymiar zadany osiągany drogą skrawania. W ten sposób firma ITAG, oprócz oszczędności czasu, może zaoszczędzić na dużej ilości kosztownego materiału.
[documents] => {"doc_name":["Praxis Report ITAG DE"," CustomerStory ITAG EN"],"doc_link":["EWM_PraxisReport_Itag_DE_053_000016_000001.pdf","EWM_CustomerStory_Itag_EN_053_000016_00001.pdf"],"description":["Praxis Report ITAG DE"," CustomerStory ITAG EN"]}
[imageslider] => {"image_link":["itag1.png","itag2.png","itag3.png"],"description":["","",""]}
[links] => {"doc_name":["Google"],"doc_link":["http://www.google.de"],"description":["das ist google"]}
[article_id] => 0
[ordering] => 1
[access] => 1
[language] => *
[params] =>
[created] => 2017-07-20 08:33:18
[created_by] => 591
[created_by_alias] =>
[modified] => 2022-01-18 07:35:39
[modified_by] => 590
[metakey] =>
[metadesc] => Die Kugelarmaturen und Absperrhähne der ITAG Valves & Oilfield Products GmbH werden in Pipelines überall auf der Welt eingesetzt – in trockenen Sandwüsten ebenso wie im ewigen Eis. Mit einer Kombination aus MAG-Schweißen und zusätzlicher Heißdrahtzufuhr verdoppelt EWM-Technologie auf Anhieb die Abschmelzleistung.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 32
[hits] => 0
)
[32] => stdClass Object
(
[id] => 6
[catid] => 69
[name] => Geha b.v.
[alias] => geha-b-v
[customer] => Machinefabriek & Apparatenbouw Geha b.v.
[customer_logo] => images/referenzen/logos_sonst/Geha.png
[titelbild] => images/referenzen/geha.png
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_NIEDRIG"]
[processId] => ["COM_EWMREFERENCE_XNET"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => EWM umożliwia potwierdzanie jakości
[benefit_subtext] => Im bardziej krytyczne znaczenie elementu, tym surowsze są wymagania dotyczące potwierdzania jakości i możliwości identyfikacji. Dzięki oprogramowaniu do zarządzania jakością ewm Xnet dane te są dostępne zawsze i wszędzie – i są o wiele bardziej przydatne...
[teaser] => Im bardziej krytyczne znaczenie elementu, tym surowsze są wymagania dotyczące potwierdzania jakości i możliwości identyfikacji. Dzięki oprogramowaniu do zarządzania jakością ewm Xnet dane te są dostępne zawsze i wszędzie – i są o wiele bardziej przydatne. W holenderskiej spółce Machinefabriek & Apparatenbouw Geha b.v. analiza danych spawalniczych pozwoliła uwidocznić podstawowy czas pracy i straty czasu. Gdy straty czasu są zbyt duże, osoby odpowiedzialne analizują przyczyny i w razie potrzeby podejmują odpowiednie działania, takie jak wsparcie przy manipulacji czy uzupełniające dostawy materiałów eksploatacyjnych na stanowisko pracy. Zmniejszenie strat czasu wiąże się ze zwiększeniem produktywności, ponieważ straty czasu oznaczają wysokie koszty dodatkowe.
[casestudy_status] => Wymienniki ciepła produkowane przez firmę Geha łącznie z konstrukcjami stalowymi, są stosowane na całym świecie, także w miejscach o najcięższych warunkach klimatycznych. Geha używała już spawarki firmy EWM; najstarsza z nich pochodziła z 2002 roku. Celem było połączenie w sieć wszystkich urządzeń i ciągłe rejestrowanie wszystkich parametrów spawania, aby w każdej chwili umożliwić potwierdzenie jakości spawów. Z punktu widzenia Franca van Wilgena, dyrektora zarządzającego firmy Geha B.V., ciągłe rejestrowanie danych spawania stale nabiera na znaczeniu. Tylko ciągle rejestrowane dane umożliwiają rzeczywiste potwierdzanie jakości. Te wymogi obowiązują już teraz w celu zachowania zgodności z normą DIN EN 1090.
[casestudy_solution] => Po wstępnym zainstalowaniu przewodów sieci LAN – dla połączenia WLAN w produkcji Geha wykorzystuje zbyt wiele stali, co powodowałoby zakłócenia łączności bezprzewodowej w sieci WLAN – w ciągu jednego dnia zintegrowano w sieci wszystkie pięć spawarek. Od tego momentu ewm Xnet w pełni automatycznie rejestruje online wszystkie dane ze wszystkich pięciu spawarek. Dział nadzoru nad spawaniem może analizować i oceniać te dane zarówno na żywo, jak i w dowolnym późniejszym momencie. Na zewnętrznych budowach dane są rejestrowane offline i zapisywane na nośniku pamięci, a następnie przesyłane na serwer.
[casestudy_effectiv] => ewm Xnet zapewnia jakość spawania, umożliwia jej potwierdzanie i pozwala spawaczom na przewidywanie pracy. Na podstawie danych spawania można, przykładowo, ustalić optymalne czasy wymiany części eksploatacyjnych, aby dokonywać wymian tak późno, jak to tylko możliwe. Jest to podwójna oszczędność: nie są wymieniane jeszcze sprawne części i przestoje w pracy są odsuwane w czasie. Wydłuża to okres produktywnego spawania. Dzięki zastosowaniu oprogramowania ewm Xnet Geha ma pewność, że produkcja odbywa się z wymaganą jakością – i w każdej chwili może to wykazać.
[documents] => {"doc_name":["PraxisReport Geha DE"," CustomerStory Geha EN"],"doc_link":["053-000045-00000_PraxisReport_Geha_4seitig_DE_09_2017.pdf","053-000045-00001_PraxisReport_Geha_4seitig_GB_09_2017.pdf"],"description":["Praxis Report Geha DE"," CustomerStory Geha EN"]}
[imageslider] => {"image_link":["geha.png","geha2.png","geha3.png"],"description":["Geha 1","Geha 2","Geha 3"]}
[links] => {"doc_name":["YouTube"],"doc_link":["https://youtu.be/N10nlNsxaiU"],"description":["EWM Xnet Video"]}
[article_id] => 0
[ordering] => 6
[access] => 1
[language] => *
[params] =>
[created] => 2016-10-17 06:47:45
[created_by] => 591
[created_by_alias] =>
[modified] => 2022-01-18 07:30:33
[modified_by] => 590
[metakey] =>
[metadesc] => Je kritischer das Bauteil, desto höher die Anforderungen an Qualitätsnachweise und Rückverfolgbarkeit. Mit der Qualitätsmanagement-Software ewm Xnet stehen diese Daten immer und überall zur Verfügung – und können noch viel mehr leisten
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 36
[hits] => 0
)
[33] => stdClass Object
(
[id] => 12
[catid] => 57
[name] => Siemens
[alias] => siemens
[customer] => Siemens
[customer_logo] => images/referenzen/logos_schienen/siemens_logo_petrol_cmyk_web.jpg
[titelbild] => images/referenzen/sliderbilder/Siemens_L1000369_web.jpg
[sectorId] => COM_EWMREFERENCE_SCHIENENBAU
[materialId] => ["COM_EWMREFERENCE_SCHWARZ_EDEL"]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Oszczędność na poziomie 60% dzięki mniejszemu kątowi rowka spawalniczego
[benefit_subtext] => Mniej ściegów oznacza krótszy czas spawania i wprowadzenie mniejszej ilości ciepła, co zmniejsza odkształcenia i tym samym minimalizuje konieczność prostowania. W sumie może to zapewnić nawet 60% oszczędności na kosztach wynagrodzeń, materiałów i energii –
[teaser] => Mniej ściegów oznacza krótszy czas spawania i wprowadzenie mniejszej ilości ciepła, co zmniejsza odkształcenia i tym samym minimalizuje konieczność prostowania. W sumie może to zapewnić nawet 60% oszczędności na kosztach wynagrodzeń, materiałów i energii – jak w przypadku firmy Siemens. Takie wyniki firma Siemens osiągnęła dzięki zastosowaniu innowacyjnego procesu spawania forceArc opracowanego przez EWM. Przestawienie na proces spawania EWM miało jeszcze jedną zaletę: znacznie zmniejszył się poziom emisji gazów spawalniczych, co zapewnia ochronę zdrowia spawaczy.
[casestudy_status] => Wyższa jakość i mniejsze koszty to jedne ze standardowych wymogów stawianych przez klientów. Właśnie dlatego inżynierowie spawalnictwa w firmie Siemens wciąż szukają nowych możliwości oszczędzania w dziedzinie techniki spawania. Doskonałą okazją był dla nich kongres DVS, podczas którego trafili na wykłady ekspertów od spawalnictwa z firmy EWM, poświęcone nowym rodzajom łuków i przyszłościowemu podejściu do produkcji. Już w trakcie kongresu uzgodniono termin prezentacji.
[casestudy_solution] => Innowacyjny proces spawania forceArc firmy EWM wyróżnia się kierunkowo stabilnym, silnym łukiem o zminimalizowanym cieple. Osiąga on dużą głębokość wtopienia przy mniejszej ilości podtopień. Pozwala to znacznie zredukować kąt rowka spawalniczego. Typowe są redukcję z pierwotnie 60° do 30°. Zmniejsza to ilość wymaganych prac wstępnych. Znacznie zmniejszyła się także liczba ściegów, co przyczyniło się do ograniczenia czasu spawania i redukcji zużycia materiału. Ważniejsze jest jednak mniejsze wprowadzenie ciepła: zapobiega odkształceniom i pozwala uniknąć czasochłonnych prac związanych z prostowaniem.
[casestudy_effectiv] => Duża oszczędność czasu pracy dzięki mniejszej liczbie ściegów ze względu na zmniejszenie kąta rowka spawalniczego i związane z tym mniejsze koszty gazu i prądu zużywanych przez spawarkę, a do tego mniejsze wprowadzenie ciepła, ograniczające odkształcenia i wymaganą dodatkową obróbkę: takie efekty zapewniło firmie Siemens zastosowanie innowacyjnego procesu spawania forceArc. Proces spawania jest przy tym w dużym stopniu pozbawiony rozprysków i znacznie ogranicza emisję dymów spawalniczych. Pozwala to chronić zdrowie spawaczy i zminimalizować nakład prac dodatkowych. W sumie przestawienie na innowacyjny proces spawania forceArc w firmie Siemens zapewniło oszczędności kosztów wynagrodzeń, materiałów i energii na poziomie 60% – naprawdę odczuwalny sukces.
[documents] => {"doc_name":["PraxisReport Siemens DE","CustomerStory Siemens EN"],"doc_link":["WM0864_00_Referenz_Siemens.pdf","WM0864_01_Referenz_Siemens.pdf"],"description":["PraxisReport Siemens DE","CustomerStory Siemens EN"]}
[imageslider] => {"image_link":["Siemens_L1000369_web.jpg","Siemens_L1000389_web.jpg","Siemens_L1000484_web.jpg","Siemens_L1000486_web.jpg","Siemens_L1000505_web.jpg","Siemens_L1000567_web.jpg"],"description":["Siemens 1","Siemens 2","Siemens 3","Siemens 4","Siemens 5","Siemens 6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 12
[access] => 1
[language] => *
[params] =>
[created] => 2013-09-12 12:19:56
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:37:35
[modified_by] => 590
[metakey] =>
[metadesc] => Weniger Schweißraupen bedeuten eine kürzere Schweißzeit. Das bedingt einen geringeren Wärmeeintrag, was den Schweißverzug und damit die Richtarbeiten reduziert. In Summe kann das zu bis zu 60 % Einsparungen von Lohn-, Material- und Energiekosten führen
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 11
[hits] => 0
)
[34] => stdClass Object
(
[id] => 11
[catid] => 57
[name] => Plauen Stahl Technologie GmbH (PST)
[alias] => plauen-stahl-technologie-gmbh-pst
[customer] => Plauen Stahl Technologie GmbH
[customer_logo] => images/referenzen/logos_sonst/plauen.png
[titelbild] => images/referenzen/sliderbilder/Plauen_2a_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_MAG_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Lepsza jakość – większa konkurencyjność
[benefit_subtext] => Silny, kierunkowo stabilny łuk forceArc opracowany przez EWM zainicjował technologiczną rewolucję w produkcji ciężkich konstrukcji stalowych w budownictwie naziemnym – także w przypadku wielkopojemnościowych podzespołów, jak te obrabiane przez Plauen Stahl Technologie GmbH...
[teaser] => Silny, kierunkowo stabilny łuk forceArc zainicjował technologiczną rewolucję w produkcji ciężkich konstrukcji stalowych w budownictwie naziemnym – także w przypadku wielkopojemnościowych podzespołów, jak te obrabiane przez Plauen Stahl Technologie GmbH. Dzięki łukowi forceArc spoina przeciwległa powstaje prawie samoczynnie, z wymaganym wymiarem spoiny pachwinowej włącznie. Co więcej, spełnione są także wszystkie wymogi jakościowe. Znacznie ułatwia to pracę spawaczy i pozwala skrócić proces roboczy o dwa etapy.
[casestudy_status] => Wielkopojemnościowe podzespoły składające się z elementów, których masy jednostkowe zaczynają się od 50 ton, są codziennością dla vogtlandzkiego przedsiębiorstwa Plauen Stahl Technologie GmbH (PST). Podzespołami tymi są na przykład segmenty wiaduktu Millau we Francji, rusztowania kotłów do elektrowni lub wrota śluz wodnych o zapierającej dech w piersiach rozpiętości. W przypadku konstrukcji tego typu, w odniesieniu do których obowiązują najsurowsze wymagania techniczne, i w przypadku ekstrawaganckich projektów architektonicznych bezpieczeństwo i jakość mają najwyższy priorytet.
[casestudy_solution] => Innowacyjny proces spawania forceArc firmy EWM przekonał do siebie osoby odpowiedzialne rezultatami spawania: dobrym wiązaniem przy głębokim wtopieniu i doskonałym łączeniem rdzenia i zboczy. Oprócz tego forceArc wyróżnia się także pod względem rentowności: mniejszy nakład prac wstępnych i dodatkowych oraz oszczędność na kosztach wynagrodzeń, materiałów, gazu i energii zmniejszają koszty całego procesu łączenia przy jednoczesnym zwiększeniu produktywności. Spawacze także doceniają proces forceArc.
[casestudy_effectiv] => Podczas gdy w przeszłości w PST spawano odcinki od 500 milimetrów łukiem krytym, obecnie przy użyciu procesu forceArc łączone są odcinki o długości do 800 milimetrów i grubości materiałów do 80 milimetrów – a to znacznie skraca czas przygotowania. Zastosowanie procesu forceArc przyczyniło się do znacznego zmniejszenia strat czasu podczas spawania spoinami typu 1/2 V, ponieważ wymagają one jedynie minimalnego nakładu prac związanych z czyszczeniem i wypełnianiem. Skutecznie uzyskiwany jest zwis rdzenia, a jego wygląd można dokładnie kontrolować. Dzięki temu zwis rdzenia tworzy spoinę pachwinową o ustalonej wklęsłej krawędzi, odpowiednim występie i żądanym wymiarze spoiny pachwinowej.
[documents] => {"doc_name":["PraxisReport Plauen Stahl DE","CustomerStory Plauen Stahl EN"],"doc_link":["ewm0106_13_plauen_DE_low.pdf","ewm0409_13_plauen_GB_low.pdf"],"description":["PraxisReport Plauen Stahl DE","CustomerStory Plauen Stahl EN"]}
[imageslider] => {"image_link":["Plauen_2a_web.jpg","Plauen_3a_web.jpg","Plauen_5a_web.jpg"],"description":["Plauen Stahl 1","Plauen Stahl 2","Plauen Stahl 3"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 11
[access] => 1
[language] => *
[params] =>
[created] => 2013-09-12 12:15:41
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:36:27
[modified_by] => 590
[metakey] =>
[metadesc] => Der druckvolle richtungsstabile forceArc-Lichtbogen von EWM hat förmlich einen Technologiewandel in der Produktion des schweren Stahlhochbaus eingeläutet – auch bei großvolumigen Bauteilen, wie sie die . Plauen Stahl Technologie GmbH bearbeitet
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 9
[hits] => 0
)
)
All CustomerStories at a glance

Stadler Winterthur AG
Rail vehicle construction
How Stadler in Winterthur is optimising bogie production with EWM technology
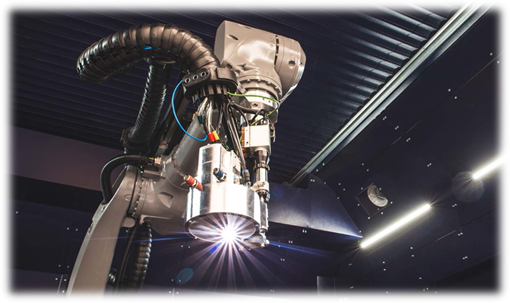

TANICS
Nuclear and magnetic-technology
When radioactive materials need to be safely enclosed in containers, every detail counts


Nordic Steel AS
Steel construction
EWM enhances environmental commitment at Nordic Steel


SBS Kft Hungary
Contract manufacturing
A brief look at contract manufacturer SBS Kft Hungary.


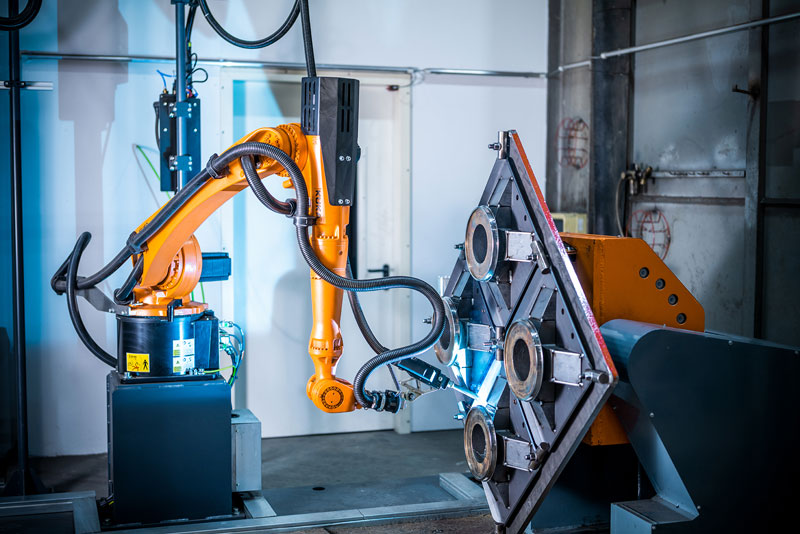
Finsterle GmbH
Other
Overcoming the challenges of automated welding with fine-grained steels

Vogelsang GmbH & Co. KG
Plant engineering
The user-friendly way to process all kinds of material thicknesses

MST Parts Group
Other
MST/Hi-Spec Manufacturing manufactures the largest dredger buckets...

IGEFA WEINBRENNER Energy Solutions GmbH
Food and chemical industries
Skilled worker shortages, full order books and high quality standards


Schroeder Valves GmbH & Co. KG
Other
Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer.

Heinrich Döpke GmbH
Other
Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines...

SAF-Holland
Vehicle construction
Chassis axles designed to carry huge axle loads represent a major challenge in the quality assurance process. This is why SAF-Holland relies on…

Geschwister Scholl school Leutkirch
Other
Geschwister Scholl school uses EWM complete solution. Vocational students are being trained with ewm Xnet

Gebrüder Stahl GmbH 2020
Other
Gebrüder Stahl is working with EWM.
TIG welding is faster than MAG welding
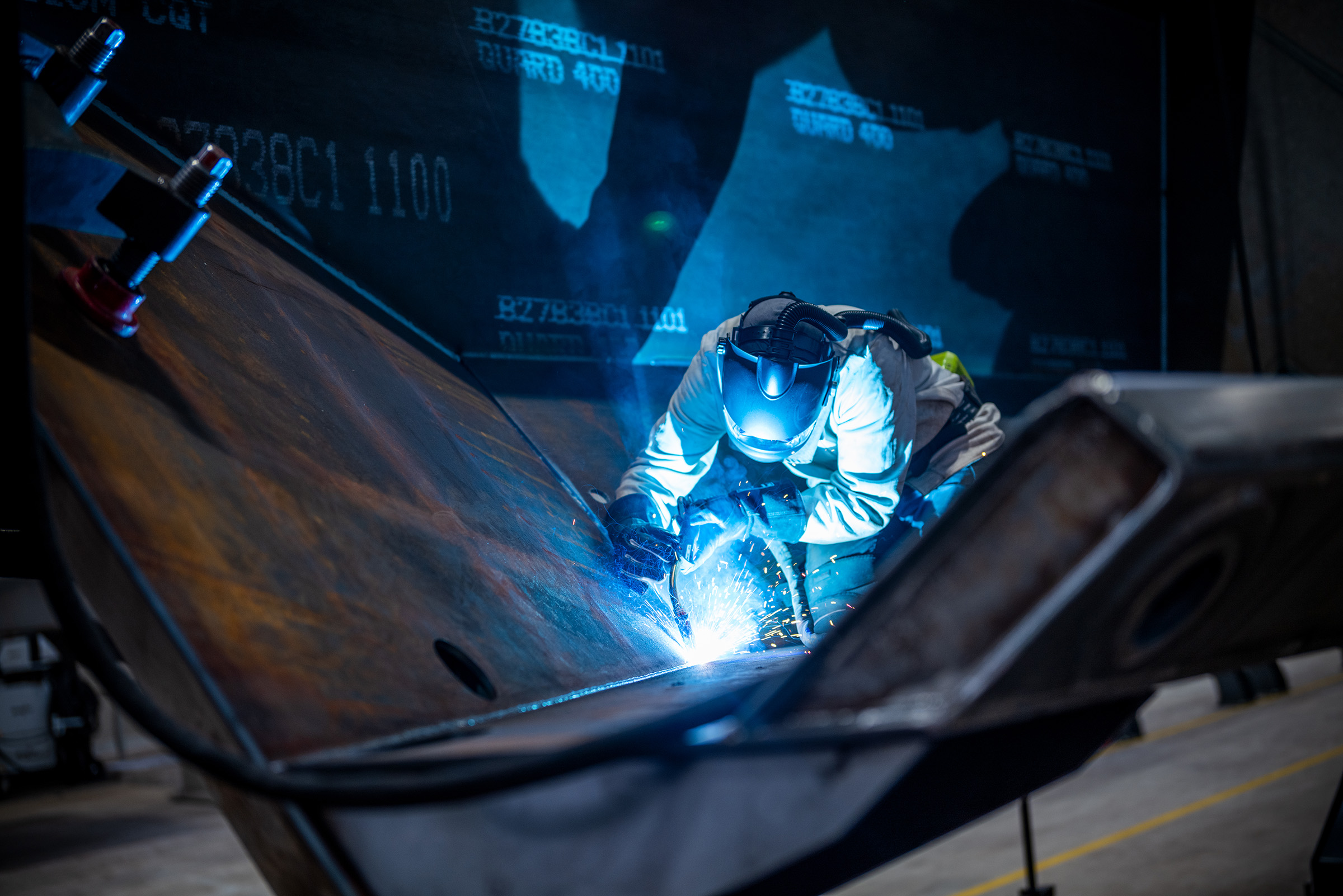
Bell Equipment Deutschland 2020
Vehicle construction
Bell establishes own welding production line with EWM

Chamber of Commerce Aurich 2020
Other
HWK Aurich places trust in EWM. Aurich Chamber of Commerce 2020

Ebner Industrieofenbau GmbH
Steel construction
Every function accessible on the welding torch – Ebner Industrieofenbau GmbH 2019

Schoeller Werk GmbH & Co. KG
Steel construction
Top quality in continuous use at Schoeller Werk GmbH & Co. KG

ISW GmbH Steel Components
Steel construction
Wzrost produktywności i gwarancja jakości

Ebner Industrieofenbau GmbH 2019
Steel construction
Gem, set i mecz we wszystkich kategoriach spawalnictwa






MESA
Steel construction
Wyższa jakość spawania i mniejsze koszty dzięki ewm maXsolution
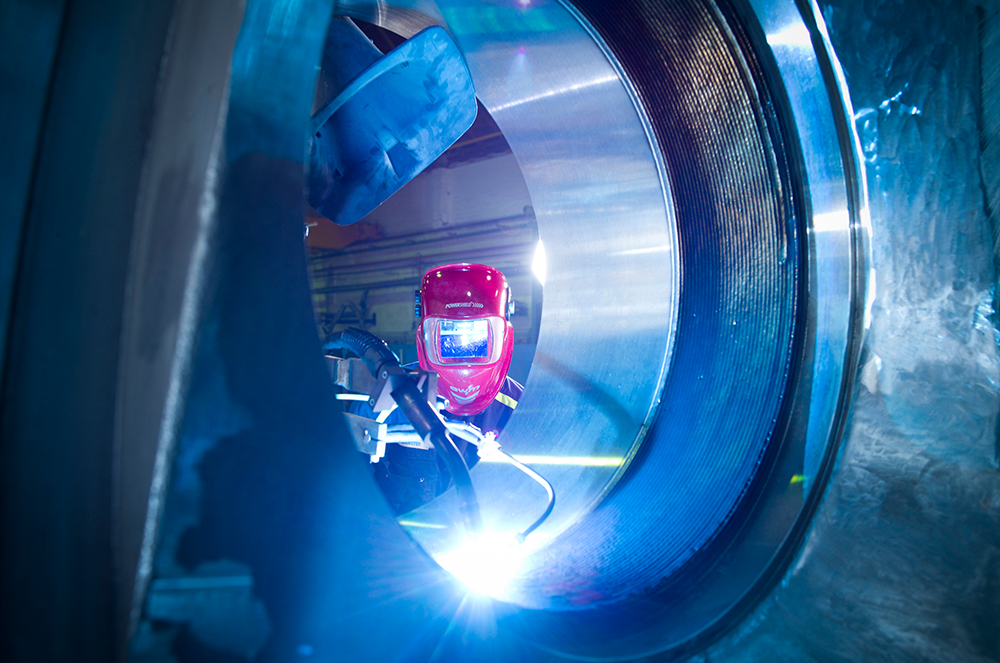


Siemens
Rail vehicle construction
Oszczędność na poziomie 60% dzięki mniejszemu kątowi rowka spawalniczego

Plauen Stahl Technologie GmbH (PST)
Steel construction
Lepsza jakość – większa konkurencyjność








































































