Utgångsläget:
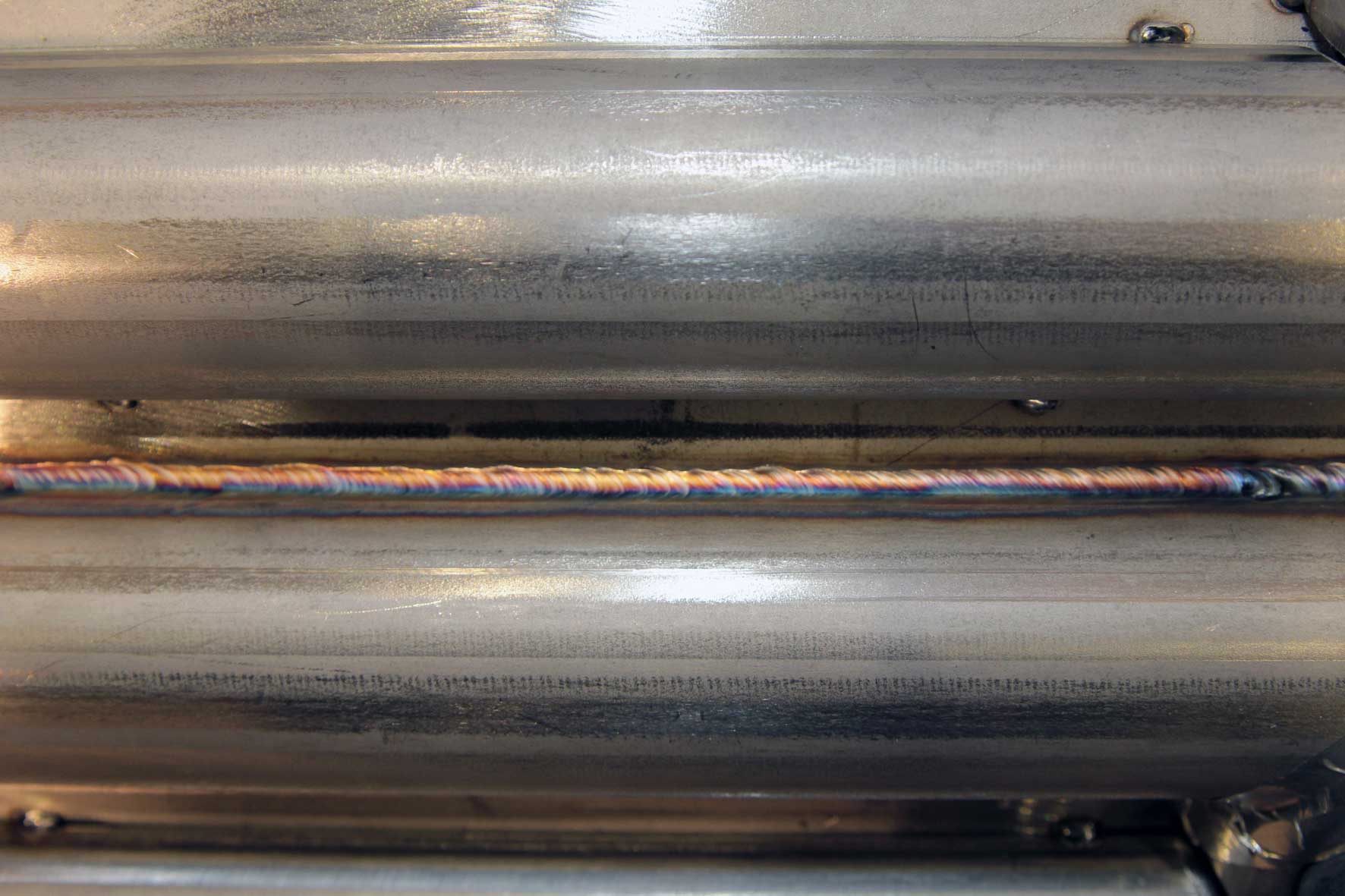
Kylslangarna som är nödvändiga för rörverk svetsas vanligtvis på som halvrör på utsidan av behållarens hölje. På stora rörverksbehållare kan foglängderna snabbt komma upp i flera hundra meter. För att uppfylla industristandarderna måste rotsträngarna svetsas med TIG-metoden. Toppsträngen svetsas därefter med MAG-metoden. Tillverkningstiden för en meter TIG-fog ligger med ungefär 25 minuter märkbart över svetshastigheten för MAG-svetsning.
Lösningen:
Med trådmatarsystemet tigSpeed för TIG-svetsning är en kontinuerlig TIG-svetsning med ändlös tillförsel av tillsatsmaterial möjlig utan skarvställen på grund av byte av svetsstavar. Och: Genom att använda hettråd kan mer material smältas på och följaktligen kan man svetsa med högre hastighet.
Succén:
I dag behöver svetsarna på AST Apparatebau bara fem minuter för en meter kontinuerlig TIG-svetsfog med tigSpeed och hettråd. Det innebär en tidsbesparing på ungefär 75 procent jämfört med den manuella svetsprocessen. Denna metod visar ytterligare en fördel för den tekniska verkställande direktören Joachim Jung: ”Särskilt attraktiv vid TIG-svetsning med tigSpeed är möjligheten att ytterligare automatisera svetsuppgiften.” Även om företaget inte har testat denna metod har den stora produktivitetsökningen med de nya metoderna övertygat så att man nu även ska svetsa stutsarna med tigSpeed och hettråd – och stutsar finns det en hel del av på rörverksbehållarna.