Výchozí poloha:
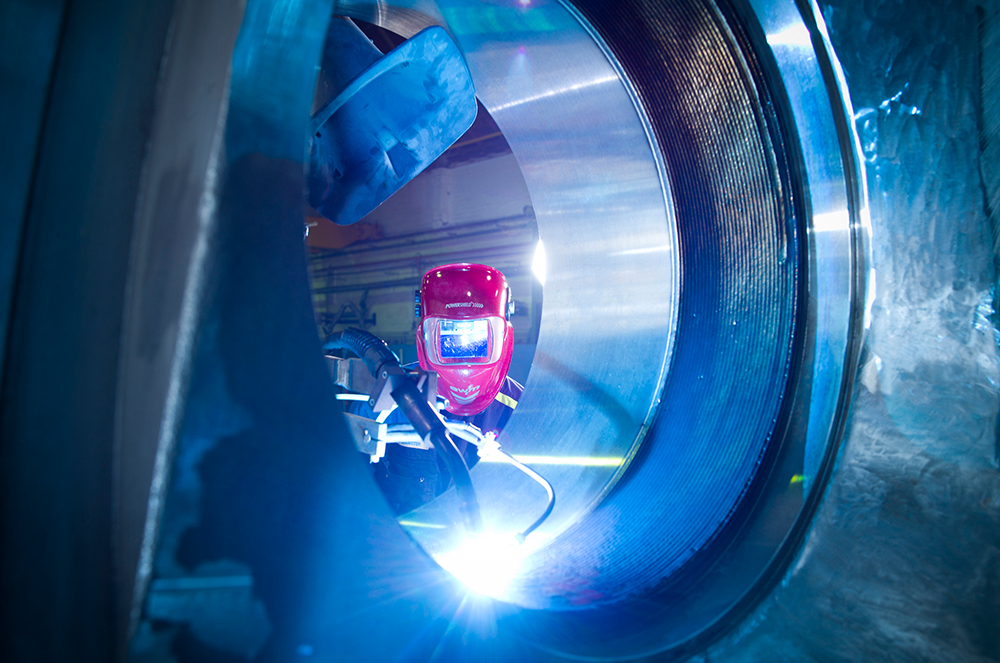
NBA 625 je slitina niklu s velmi dobrou odolností vůči korozi – ovšem jen tehdy, jestliže je zachováno její technologické složení. Zvláště obsah železa může negativně ovlivnit vlastnosti materiálu. V důsledku toho je obtížné aplikovat vrstvu NBA 625 na ocel obsahující uhlík pomocí tepelného procesu, aniž by se získala velká směs různých materiálů a zachovala čistota nanášené vrstvy. Tyto vrstvy byly z velké části svařovány mechanizovaně, buď pomocí procesu MAG s odtavovacím výkonem 5 kg za hodinu, nebo pomocí WIG s odtavovacím výkonem 2,5 kg za hodinu.
Řešení:
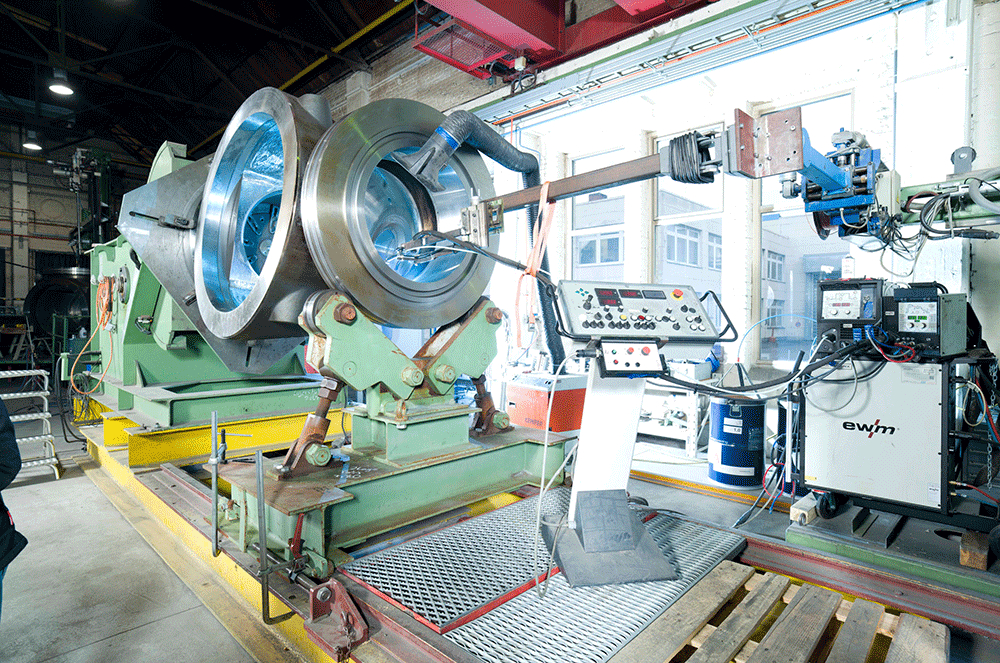
Cílem je dosáhnout co největšího odtavovacího výkonu za současně malého promísení. I když se aplikační techniky společnosti EWM nejdříve zdají být komické, bylo svařování MAG u společnosti ITAG kombinováno s dodatečným podáváním drátu pomocí podavače horkého drátu tigSpeed. Důvodem bylo získat větší energii svařovacího oblouku v přídavném materiálu. Bylo tak roztaveno méně základního materiálu, což prospívá k čistotě nanášené vrstvy. Tímto způsobem mohl být najednou zdvojnásoben dopravní i odtavovací výkon.
Úspěch:
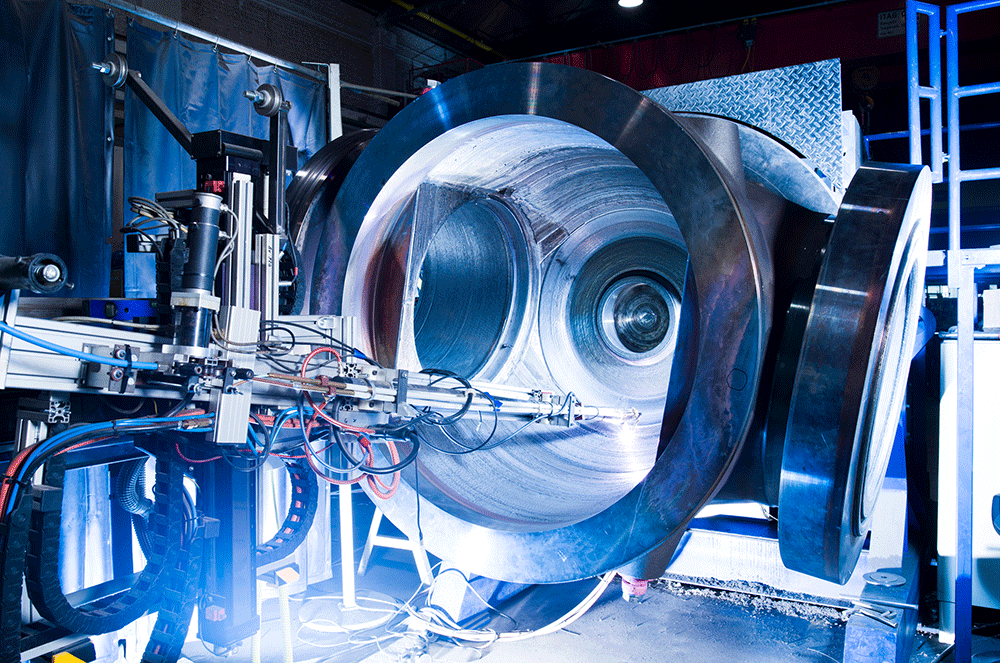
Odtavovací výkon až 13,8 kg za hodinu je více než dvojnásobně větší než při svařování MAG a čtyřnásobně větší než při svařování WIG horkým drátem. Navíc těsně vedle sebe ležící svarové housenky díky extrémně vysoké stálosti v posuvu drátu a parametrech svařování vykazují velmi nízkou vlnitost (méně než 0,5 milimetru). Svařování nanášené vrstvy tak musí být asi o 1 milimetr vyšší než pozdější požadovaný rozměr, tohoto stavu je dosaženo obráběním. Tímto způsobem může společnost ITAG vedle času ušetřit i velké množství drahého materiálu.