- Jste zde:
-
Titulní stránka

- Reference
Array
(
[0] => stdClass Object
(
[id] => 38
[catid] => 57
[name] => Stadler Winterthur AG
[alias] => stadler-winterthur-ag
[customer] => Stadler Winterthur AG
[customer_logo] => images/referenzen/logos_schienen/stadler_blue_rgb_png.png
[titelbild] => images/referenzen/sliderbilder/stadler_L211977_web.jpg
[sectorId] => COM_EWMREFERENCE_SCHIENENBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MIG_MAG","COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => How Stadler in Winterthur is optimising bogie production
with EWM technology
[benefit_subtext] => Groundbreaking e_ ciency in the manufacture of rail vehicles – Stadler Rail places high demands on the welding process in production. When manufacturing bogies,
it is not only cost-effectiveness and process reliability that are important, but above all precision and high weld seam quality.
EWM masters these challenges with welding machines that impress with their intuitive operation, digital interfaces and reliable performance in daily shift operation.
[teaser] => Groundbreaking e_ ciency in the manufacture of rail vehicles – Stadler Rail places high demands on the welding process in production. When manufacturing bogies,
it is not only cost-effectiveness and process reliability that are important, but above all precision and high weld seam quality.
EWM masters these challenges with welding machines that impress with their intuitive operation, digital interfaces and reliable performance in daily shift operation.
[casestudy_status] => Stadler Winterthur AG is the centre of excellence for bogies within the Stadler Rail Group. Its focus is on precision, cost-effectiveness and process reliability. The complex assemblies are manufactured in two shifts by over 120 welders using a high degree of automation. In addition to the required weld seam quality and reproducibility, the demands on digital welding data management are also growing. In order to ensure quality in the long term and standardise processes, Stadler decided to switch to EWM welding equipment and to use only machines from one manufacturer.
[casestudy_solution] => Since 2024, Stadler Winterthur AG has been relying on welding technology from EWM: over 80 welding machines are in use, including the Titan XQ 400 for MAG welding and the Tetrix XQ 300 for TIG welding. Both systems impress with their intuitive operation, ergonomic functional torches with integrated displays and robust performance in shift operation. The ewm Xnet digital welding management system centrally records, evaluates and documents all process data. This allows quality and efficiency to be monitored and continuously improved in real time.
[casestudy_effectiv] => The switch to EWM welding technology went smoothly and was quickly accepted by employees. The simple handling and clear menu navigation make it easier to train new welders and significantly reduce the error rate. Existing components could continue to be used, which further accelerated integration. Today, Stadler Winterthur AG benefits from more stable production, greater process reliability and a sustainable increase in manufacturing quality – a decisive step towards a future-proof welding process in rail vehicle construction.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["Stadler_Rail_CH_DE_201025_FIN_02.pdf","Stadler_Rail_CH_EN_201025_FIN_02.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["stadler_L211940_web.jpg","stadler_L211977_web.jpg","stadler_L211987_web.jpg","stadler_L212046_web.jpg","stadler_L212065_web.jpg"],"description":["Bild 1","Bild 2","Bild 3","Bild 4","Bild 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 37
[access] => 1
[language] => *
[params] =>
[created] => 2025-12-03 11:06:09
[created_by] => 590
[created_by_alias] =>
[modified] => 2026-01-06 05:58:23
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[1] => stdClass Object
(
[id] => 37
[catid] => 67
[name] => WAAM3D
[alias] => waam3d
[customer] => WAAM3D
[customer_logo] => images/referenzen/logos_luft/WAAM.png
[titelbild] => images/referenzen/sliderbilder/WAAM_Bild2.png
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_METALL","COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_WAAM"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Precise welding technology for additive manufacturing
[benefit_subtext] => Wire Arc Additive Manufacturing (WAAM) has experienced a significant upswing in recent years. This advanced technology allows complex metal structures to be manufactured efficiently and precisely. The British company WAAM3D, a pioneer in the field of WAAM technology, works with EWM welding equipment to produce high-quality metal components for various industries such as aerospace, energy and shipping.
[teaser] => Wire Arc Additive Manufacturing (WAAM) has experienced a significant upswing in recent years. This advanced technology allows complex metal structures to be manufactured efficiently and precisely. The British company WAAM3D, a pioneer in the field of WAAM technology, works with EWM welding equipment to produce high-quality metal components for various industries such as aerospace, energy and shipping.
[casestudy_status] => Wire additive manufacturing (WAAM) offers enormous opportunities, but also presents companies with special challenges. In order to reliably build complex metal structures, the welding systems used must operate with absolute precision and stability over many hours. For WAAM3D, it was therefore clear that a solution had to be found that would ensure uniform layer formation, high repeatability and consistent quality, even during long manufacturing processes.
[casestudy_solution] => The choice fell on plasma welding systems from EWM. With the Tetrix 352 and 552 models, WAAM3D can precisely control the process parameters and thus ensure controlled, reproducible material application. The high duty cycle and flexibility in the use of different materials make the devices the ideal solution for the special requirements of WAAM technology. In addition, the power sources can be easily integrated into WAAM3D's existing automation systems, enabling a consistently efficient and robust production process.
[casestudy_effectiv] => By using EWM welding technology, WAAM3D has been able to significantly increase process reliability and stability. Welding errors, especially with demanding materials such as titanium or Inconel, are reliably avoided. The company benefits from consistently high component quality and can guarantee its customers reliable and reproducible results. In addition to the technical advantages, WAAM3D also values its close cooperation with EWM: fast support, expert advice and the certainty of being well equipped for the future development of the technology.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["WAAM_T4_DE_040825_FIN.pdf","WAAM_T4_EN_230725_FIN.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["WAAM_Bild1.jpg","WAAM_Bild2.png","WAAM_PTA-Part_web.jpg","WAAM_T1_web.jpg","WAAM_T2_web.jpg"],"description":["WAAM3D_Bild1","WAAM3D_Bild2","WAAM3D_Bild3","WAAM3D_Bild4","WAAM3D_Bild4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 36
[access] => 1
[language] => *
[params] =>
[created] => 2025-10-06 09:50:46
[created_by] => 604
[created_by_alias] =>
[modified] => 2025-10-07 08:20:19
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 11
[hits] => 0
)
[2] => stdClass Object
(
[id] => 36
[catid] => 67
[name] => TANICS
[alias] => tanics
[customer] => TANICS™
[customer_logo] => images/referenzen/logos_sonst/Tanics_Blue_AW.png
[titelbild] => images/referenzen/sliderbilder/tanicsIMG_0313.jpg
[sectorId] => COM_EWMREFERENCE_NUR
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_FORCE_TIG"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => When radioactive materials need to be safely enclosed in containers,
every detail counts
[benefit_subtext] => especially the weld seam. With
TANICS™ R-TIG, a robot-assisted welding system for nuclear
applications, and the forceTig® high-performance TIG process
from EWM, a new solution has been developed speci_ cally for
this challenge: It automates the entire welding process, thereby
protecting personnel from radiation exposure and not only
o_ ers absolute process reliability, but also delivers reproducible
seam quality at the highest level.
[teaser] => When radioactive materials need to be safely enclosed in containers,
every detail counts - especially the weld seam. With
TANICS™ R-TIG, a robot-assisted welding system for nuclear
applications, and the forceTig® high-performance TIG process
from EWM, a new solution has been developed speci_ cally for
this challenge: It automates the entire welding process, thereby
protecting personnel from radiation exposure and not only
o_ ers absolute process reliability, but also delivers reproducible
seam quality at the highest level.
[casestudy_status] => Lifelong and absolutely secure sealing is a top priority when it comes to transporting and storing highly radioactive material in specially manufactured stainless steel containers. No one is allowed to be near the welding process when the containers with the nuclear material inside are being sealed. The protection of personnel and absolute process reliability are paramount, so reliable and automated welding solutions are essential. In collaboration with TANICS™, the joint venture between Amentum and Langfields Ltd., we have therefore developed TANICS™ R-TIG.
[casestudy_solution] => TANICS™ R-TIG is a robot-assisted welding system that, in combination with EWM's high-performance forceTig® TIG welding process, meets the highest standards of quality, safety and flexibility in accordance with PD5500 Category 1 and Sellafield Build Level specifications. Different container sizes and seam geometries can be reliably welded – directly on site, fully automated and remote-controlled. Cameras mounted directly on the robot and an integrated inspection system enable the weld seam to be viewed from different angles and ensure seamless quality control.
[casestudy_effectiv] => Reproducibility of seam quality, process reliability and personnel protection. The specifications at the start of the collaboration were clear. And it is precisely at the point where conventional TIG welding reaches its limits that the newly developed TANICS™ R-TIG solution comes into play. It is a practical response to the challenges faced by the nuclear industry and other sectors, meets the strict standards of European norms and is ASME-qualified. TANICS™ R-TIG provides optimum protection for personnel in hazardous environments and ensures the highest weld seam quality at all times.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000281-00000_Tanics_310725_DE.pdf","053-000281-00001_Tanics_310725_EN.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["tanics1.png","tanics2.png","tanics3.png","tanicsDSC_0825.jpg","tanicsDSC_7146.jpg","tanicsIMG_0313.jpg"],"description":["Tanics","Tanics2","Tanics2","Tanics4","Tanics5","Tanics6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 35
[access] => 1
[language] => *
[params] =>
[created] => 2025-08-19 09:50:01
[created_by] => 591
[created_by_alias] =>
[modified] => 2025-08-19 10:48:36
[modified_by] => 591
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 8
[hits] => 0
)
[3] => stdClass Object
(
[id] => 35
[catid] => 57
[name] => alwitra GmbH
[alias] => alwitra-gmbh
[customer] => alwitra GmbH
[customer_logo] => images/referenzen/logos_sonst/ALWITRA.jpg
[titelbild] => images/referenzen/sliderbilder/EWM-React-bei-Alwitra-Trier-022.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_REACT"]
[published] => 1
[checked_out] => 591
[checked_out_time] => 2026-07-20 10:07:51
[benefit_headline] => Efficient and automated welding with EWM React
[benefit_subtext] => Quality, efficiency and process optimisation. The demands in the manufacturing industry are constantly increasing and require the use of innovative welding technologies. For this reason, alwitra GmbH, a leading provider of system solutions for flat roofs, relies on EWM React. Almost all of the products used for the more than 175 million square metres of sealed roof surfaces per year have to be welded. It is often not only the functionality of the weld seams that counts, but also their appearance. With EWM React, alwitra secures a decisive competitive advantage.
[teaser] => Quality, efficiency and process optimisation. The demands in the manufacturing industry are constantly increasing and require the use of innovative welding technologies. For this reason, alwitra GmbH, a leading provider of system solutions for flat roofs, relies on EWM React. Almost all of the products used for the more than 175 million square metres of sealed roof surfaces per year have to be welded. It is often not only the functionality of the weld seams that counts, but also their appearance. With EWM React, alwitra secures a decisive competitive advantage.
[casestudy_status] => In the past, alwitra used a standard pulse MIG process to manufacture components. The level of automation in the company was rather low at around 30%, as special products made up the majority of production. However, there is great potential for optimisation, particularly in the production of standard components, as increasing automation can further improve quality and reduce costs. alwitra is constantly adapting its product range to current market requirements and is therefore all the more dependent on the use of innovative welding technology.
[casestudy_solution] => Process stability plays an important role for alwitra when using welding robots. This is where EWM React comes into play as an automation solution, as the welding process is the ideal combination of short arc and digital welding process control. Combined with a highly dynamic torch drive, the result is a precise and reliable automation process that delivers perfect welds. EWM React gives the user full control over the droplet transfer and, with the process variants Speed, Positionweld and superPulse, offers tailor-made solutions for even the most demanding welding tasks.
[casestudy_effectiv] => The objective of the cooperation between alwitra and EWM was clearly defined: Automated welding was to take productivity to a new level. This is exactly what has been achieved with EWM React, as the high deposition rates of the spray arc range have been combined with all the advantages of the short arc. Hardly any spatter, minimal distortion, enormous process stability and a reduction in heat input of up to 35% - these advantages speak for themselves. With alwitra, the result is a time saving of more than one minute per workpiece - both during welding and in post-processing.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000272-00000_alwitra.pdf","053-000272-00001_alwitra.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["EWM-React-bei-Alwitra-Trier-022.jpg","EWM-React-bei-Alwitra-Trier-023.jpg","EWM-React-bei-Alwitra-Trier-027.jpg","EWM-React-bei-Alwitra-Trier-032.jpg","EWM-React-bei-Alwitra-Trier-033.jpg","EWM-React-bei-Alwitra-Trier-039.jpg","EWM-React-bei-Alwitra-Trier-042.jpg"],"description":["Alwitra_1","Alwitra_2","Alwitra_3","Alwitra_4","Alwitra_5","Alwitra_6","Alwitra_7"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 34
[access] => 1
[language] => *
[params] =>
[created] => 2024-11-15 06:47:36
[created_by] => 590
[created_by_alias] =>
[modified] => 2024-11-15 07:30:28
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 7
[hits] => 0
)
[4] => stdClass Object
(
[id] => 34
[catid] => 57
[name] => Nordic Steel AS
[alias] => nordic-steel-as
[customer] => Nordic Steel AS
[customer_logo] => images/referenzen/logos_sonst/LogoNordicSteel_WithSlogan_231x31.png
[titelbild] => images/referenzen/sliderbilder/NordicSteel4.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MIG_MAG","COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => EWM enhances environmental commitment at Nordic Steel
[benefit_subtext] => Nordic Steel AS is a leading company in the steel industry and a comprehensive provider of mechanical production solutions. The company has firmly positioned itself as a driving force not only in Norway, but also on a global level. The extensive reference list includes major players from a wide range of industries, such as renewable energy, oil and gas, aquaculture, maritime, HVAC, transport, infrastructure, construction, piping, defence, aerospace, and various other sectors. Nordic Steel has strong and long-lasting partnerships in all these sectors, making it a full-service provider.
[teaser] => Nordic Steel AS is a leading company in the steel industry and a comprehensive provider of mechanical production solutions. The company has firmly positioned itself as a driving force not only in Norway, but also on a global level. The extensive reference list includes major players from a wide range of industries, such as renewable energy, oil and gas, aquaculture, maritime, HVAC, transport, infrastructure, construction, piping, defence, aerospace, and various other sectors. Nordic Steel has strong and long-lasting partnerships in all these sectors, making it a full-service provider.
[casestudy_status] => Nordic Steel AS has been using welding machines from EWM for many years. However, before the strategic partnership between them began, the Norwegian company had problems with various other welding machines. These occurred particularly when welding aluminium, which led to rapid downtimes throughout the welding operation. After analysing the situation in detail, Nordic Steel AS decided to work with EWM in 2010. Since then, the efficiency and quality of the entire welding operation has increased significantly.
[casestudy_solution] => Every welding task is different for the Norwegian full-service provider from the steel industry and with the welding machines from EWM, Nordic Steel is ideally prepared for a wide range of conditions. There are now 26 welding machines at the Bryne site, which are very well suited for aluminium welding thanks to the built-in position welding function and effectively reduce downtimes. In addition, the experience of the company's welders confirms that the machines are user-friendly, produce perfect weld seams and have a robust design.
[casestudy_effectiv] => A central component of Nordic Steel's corporate philosophy is its outstanding commitment to the environment. High standards for top performance and sustainability apply throughout the entire welding operation and are maintained using EWM welding equipment. This is ensured, among other things, by the resource-saving inverter technology and the energy-efficient welding processes. Nordic Steel has been recognised as the most environmentally friendly steelworks in Norway, and its status as an industry pioneer with a strong environmental focus was recognised in 2021 with the "Miljøfyrtårn" (Environmental Lighthouse) award.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000246_00000_Praxisreport_NordicSteel_DE.pdf","053-000246_00001_Praxisreport_NordicSteel_EN.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["NordicSteel4.jpg","NordicSteelDSC_3067.jpg","NordicSteelDSC_3109.jpg","NordicSteelDSC_3118.jpg","NordicSteelSvein.jpg","NordicSteelwelder-on-stairs.jpg","NordicSteelwelder-table.jpg","NordicSteelworkbench.jpg"],"description":["Bild 1","Bild 2","Bild 3","Bild 4","Bild 5","Bild 6","Bild 7","Bild 8"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 33
[access] => 1
[language] => *
[params] =>
[created] => 2024-07-17 11:55:42
[created_by] => 590
[created_by_alias] =>
[modified] => 2024-07-17 11:57:34
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 3
[hits] => 0
)
[5] => stdClass Object
(
[id] => 33
[catid] => 57
[name] => Bilfinger SE
[alias] => bilfinger-se
[customer] => Bilfinger SE
[customer_logo] => images/referenzen/logos_sonst/bilfinger-logo.png
[titelbild] => images/referenzen/sliderbilder/Bilfinger_Noell_superconducting-magnets-bn_190731_11865.jpg
[sectorId] => COM_EWMREFERENCE_NUR
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_MIG_MAG"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Documentation down to seam level
[benefit_subtext] => Traceability and documentation are typical buzzwords, especially when it comes to certified components. Who welded which seam with which parameters and when? All this data is necessary to comply with the obligatory documentation requirements – an obligation that is often perceived as too time-consuming. ewm Xnet provides a remedy and supports welding coordinators and welders in their daily work – as well as doing so much more.
[teaser] => As a nuclear and magnet technology specialist, Bilfinger Noell is certified in accordance with DIN EN 10190 in the highest execution class EXC 4 – with special obligatory documentation.
[casestudy_status] => This documentation often involves huge sheets of paper with extensive tables that are shuffled back and forth between the welding coordination personnel's office and production at the welding site. Welders transfer the welding parameters and the coordinator countersigns them. But it’s so easy to make a writing error when transferring the welding parameters to the paper table. And is it really stored in such a way that it can be retrieved at any time? After all, the worst-case scenario for any welding coordination personnel is when something happens but the relevant documents are not available.
[casestudy_solution] => ewm Xnet brings together everything you need for the documentation. It starts with the relevant WPS. In addition to the parameters, the welding sequence can also be defined. When it comes to welding, the welder logs on via Xnet. This also fulfils the documentation requirements. The barcode assigned to each weld seam is used to set the correct parameters on the machine straight away. This ensures quality that can be proven. All data can be found at any time and can also be analysed afterwards – completely tamper-free.
[casestudy_effectiv] => The introduction of ewm Xnet changes everything in the daily work of a welding coordinator – but at the same time doesn’t really change anything at all. After all, ewm Xnet does not change the work itself. It simply makes work simpler, safer and more efficient. Secure and fast access to all data and the associated documents is a great help, especially during audits and in the event of a warranty claim. The additional recording of consumption data also gives users an idea of actual capacity and costs of the respective projects. The bottom line: weak points can be uncovered quickly and potential utilised.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["052-000232-00000_Praxisreport_Bilfinger_Noll_GmbH.pdf","052-000232-00001_Praxisreport_Bilfinger_Noll_GmbH.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["Bilfinger_Noell_Hot-Cell_KB18274.jpg","Bilfinger_Noell_Schleusen-bn_1803012261.jpg","Bilfinger_Noell_Sge-Rckbau_NPP_ret_DSC8492.jpg","Bilfinger_Noell_superconducting-magnets-bn_190731_11865.jpg","Bilfinger_ANSTO_KKF8004_b_fin_lr.jpg","Bilfinger_Bilder.jpg","Bilfinger_Bilder2.jpg","Bilfinger_Bilder4.jpg","Bilfinger_Bilder6.jpg","Bilfinger_Bilder9.jpg"],"description":["Bilfinger_1","Bilfinger_2","Bilfinger_3","Bilfinger_4","Bilfinger_5","Bilfinger_6","Bilfinger_7","Bilfinger_8","Bilfinger_9","Bilfinger_10"]}
[links] => {"doc_name":["YouTube"],"doc_link":["https://www.youtube.com/watch?v=5ir_qQvN95A"],"description":["Als Nuklear- und Magnettechnik-Spezialist ist Bilfinger Noell nach DIN EN 10190 in der höchsten Ausführungsklasse EXC 4 zertifiziert – mit besonderen Anforderungen an die Dokumentationspflicht."]}
[article_id] => 0
[ordering] => 32
[access] => 1
[language] => *
[params] =>
[created] => 2024-04-04 11:08:58
[created_by] => 590
[created_by_alias] =>
[modified] => 2024-04-04 11:19:24
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 3
[hits] => 0
)
[6] => stdClass Object
(
[id] => 32
[catid] => 57
[name] => SBS Kft Hungary
[alias] => sbs-kft-ungarn
[customer] => SBS Kft
[customer_logo] => images/referenzen/logos_sonst/sbs_logo_rgb.png
[titelbild] => images/referenzen/SBS_3.jpg
[sectorId] => COM_EWMREFERENCE_LOHNFERTIGER
[materialId] => ["COM_EWMREFERENCE_VERSCHIEDENES"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC","COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => A brief look at contract manufacturer SBS Kft Hungary.
[benefit_subtext] => Higher welding quality with a significant reduction in the time required for both welding itself
and finishing work – this sums up contract manufacturer SBS Kft., based in Erdőtelek, Hungary
around 130 km east of Budapest. Thanks to a
greater arc penetration depth, the new forceArc
welding process results in significant time savings alongside an increase in welding quality.
Another benefit is that EWM welding machines
require far fewer spare and wear parts despite a
higher duty cycle. All these effects lead to an increase in productivity.
[teaser] => Higher welding quality with a significant reduction in the time required for both welding itself
and finishing work – this sums up contract manufacturer SBS Kft., based in Erdőtelek, Hungary
around 130 km east of Budapest. Thanks to a
greater arc penetration depth, the new forceArc
welding process results in significant time savings alongside an increase in welding quality.
Another benefit is that EWM welding machines
require far fewer spare and wear parts despite a
higher duty cycle. All these effects lead to an increase in productivity.
[casestudy_status] => Increasing quality requirements and greater cost
pressure are the challenges faced by most contract
manufacturing companies. In the case of welding,
this is synonymous with high welding quality produced in less time. Only through this combination
can a true productivity advantage be achieved.
The spectrum begins with selection of the welding
procedure and can also include design measures.
This was precisely the challenge faced by SBS Kft.
[casestudy_solution] => If a weld seam can be welded from just one side
instead of both, it saves a lot of time – both in
terms of handling and the welding process itself.
This substantial change to the workflow is possible thanks to the innovative forceArc welding
process from EWM. ForceArc is a heat-minimised
pulsed arc with both great penetration depth and
outstanding gap bridging. This makes it possible
to weld the carbon steels being used in a reliable
way with nearly no spatter, yet with the same outstanding welding quality and considerably less finishing work
[casestudy_effectiv] => SBS Kft. were so impressed by the quality and long
duty cycle of the Taurus welding machines from
EWM that they procured 20 welding machines in
a single order and equipped their welding shop
with them. In addition to improving quality, the
company are able to reduce costs thanks to both
a significant reduction in finishing work and a considerable decrease in the number of consumables
used – all the parts used last much longer than
they used to (wear parts in particular).
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000215-00000_SBS_Ungarn.pdf","053-000215-00001_SBS_Ungarn.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["SBS_2.jpg","SBS_3.jpg","SBS_4.jpg"],"description":["SBS_2","SBS_3","SBS_4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 31
[access] => 1
[language] => *
[params] =>
[created] => 2023-09-21 06:02:05
[created_by] => 590
[created_by_alias] =>
[modified] => 2023-10-24 05:58:14
[modified_by] => 595
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 6
[hits] => 0
)
[7] => stdClass Object
(
[id] => 31
[catid] => 67
[name] => Dražice
[alias] => drazice
[customer] => Dražice
[customer_logo] => images/referenzen/logos_sonst/Logo_drazice.jpg
[titelbild] => images/referenzen/drazice_1_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => [""]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Hot water storage tanks and water heaters (boilers)
[benefit_subtext] => Dražice started with the idea of manufacturing the most economical and least failure-prone water heater ever – in short: the best boiler. This became the company’s philosophy. Despite achieving its targets every year, the company continues to optimise its products. This continuous improvement of the quality of their water heaters (boilers), buffer tanks and heating elements has been recognised with various awards, such as the AOVT 2021 Award and the Czech Business Superbrands 2022.
[teaser] => Dražice is the Czech Republic’s leading manufacturer of hot water storage tanks and water heaters.
[casestudy_status] => The Dražice portfolio includes over 380 types or modifications of hot water storage tanks and water heaters as well as various types of buffer tank. The basic structure of the tanks is always similar: A sheet is shaped into a pipe and the seam is welded. A base and lid are then added and also radially welded. It is important to have high-quality seams which will withstand the pressure in the heat accumulators later on.
[casestudy_solution] => The base material for the heat accumulator is structural steel with a yield strength of 230 MPa; the diameters of the pipes range between 500 and 850 mm; the material thickness is between 2 and 3 mm. Each component requires individualised weld seams. With the wide range of welding machines and innovative welding processes, EWM machines always deliver optimal results. What’s more, the control of the welding machines can be easily integrated into Dražice’s plant controls, allowing automated or semi-automated production of the base bodies.
[casestudy_effectiv] => Depending on the application, the Titan XQ 400 puls DW or the Picomig 355 puls is used for automated welding, as they provide the right welding parameters for any material, even aluminium. In manual welding, the Phoenix 405 Progress puls stands out with its wide range of applications, from MIG/MAG to electrode all the way to TIG welding. The drive 4X wire feeder feeds the filler metal safely to the weld spot. This results in almost spatter-free seams, high weld seam quality and minimal post weld work, because for Dražice, reliable weld seams mean high productivity and thus strong performance.
[documents] => {"doc_name":[" PraxisReport_DE"," PraxisReport_EN"],"doc_link":["053-000203-00000_Druzstevni_zavody_Drazice.pdf","053-000203-00001_Druzstevni_zavody_Drazice.pdf"],"description":[" PraxisReport_DE"," PraxisReport_EN"]}
[imageslider] => {"image_link":["drazice_1_web.jpg","drazice_2_web.jpg","drazice_3_web.jpg","drazice_4_web.jpg"],"description":["Drazice_1","Drazice_2","Drazice_3","Drazice_4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 30
[access] => 1
[language] => *
[params] =>
[created] => 2022-11-10 10:50:58
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-11-15 14:40:12
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 2
[hits] => 0
)
[8] => stdClass Object
(
[id] => 30
[catid] => 67
[name] => BRS Motorsport
[alias] => brs-motorsport
[customer] => BRS Motorsport
[customer_logo] => images/referenzen/logos_sonst/logo_motorsport.png
[titelbild] => images/referenzen/motorsport_titel_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => [""]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Formula Student: students build racing car
[benefit_subtext] => Formula Student is an international engineering competition for students. To take part in the competition, each team designs, constructs and manufactures a small formula racing car and also participates in international competitions with it. This gives students a chance to build on their theoretical knowledge from their studies with practical experience in construction and production as well as learn about the economical aspects of the industry.
[teaser] => Every year, BRS Motorsport e. V. develops and manufactures a spectacular electric racing car ...
[casestudy_status] => BRS Motorsport e. V. is a coalition of students that take part in the international Formula Student competition every year. From design and construction all the way to production – the team completed yet another spectacular electric racing car this year. Students are supported by a wide range of industry partners from across all different sectors in their quest to produce innovative vehicles.
[casestudy_solution] => The chassis is a full carbon monocoque constructed using no steel or aluminium welded constructions. To protect the driver’s body and legs in the event the car rolls over or is involved in an accident, the car has a “large” roll bar (main hoop) and a “small” roll bar (front hoop). These are welded constructions made from steel pipes and aluminium square pipes. The aluminium in particular poses a challenge when it comes to the welding procedure and can only be welded safely using high-quality welding machines and suitable welding processes.
[casestudy_effectiv] => Following a training session by EWM application engineers, the students used both the Picomig 305 and Tetrix 230 AC/DC welding machines to weld the individual components on their own. This also included the battery container, a welded construction made from aluminium sheet. Various victories in the electric vehicle class are testament to the club’s high-quality and innovative work.
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000202-00000_BRS_Motorsport_v3.pdf","053-000202-00001_BRS_Motorsport_v3.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["motorsport_titel_web.jpg","motorsport_web.jpg","motorsport_2_web.jpg","motorsport_3_web.jpg"],"description":["Motorsport_Titel","Motorsport_1","Motorsport_2","Motorsport_3"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 29
[access] => 1
[language] => *
[params] =>
[created] => 2022-11-10 10:28:51
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-11-10 10:32:12
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 2
[hits] => 0
)
[9] => stdClass Object
(
[id] => 29
[catid] => 57
[name] => Finsterle GmbH
[alias] => finsterle-gmbh
[customer] => Finsterle GmbH
[customer_logo] => images/referenzen/logos_sonst/Logo_Finsterle.png
[titelbild] => images/referenzen/finsterle_L1530728.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_STAHL","COM_EWMREFERENCE_MAT_SONSTIGE"]
[processId] => ["COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Overcoming the challenges of automated welding with fine-grained steels
[benefit_subtext] => Welding without crack formation. Welders need to be able to weld without cracks forming when joining (weight-bearing) steel components made from fine-grained steels. Preheating the corresponding component reduces thermal stress. Finsterle GmbH’s task for EWM was to automate this step. Developers at our Sales and Technology Centre in Neu-Ulm quickly came up with the basic framework: the system is designed using two separate robot welding cells, each with a positioner, and an integrated preheating unit.
[teaser] => Welding without crack formation. Welders need to be able to weld without cracks forming when joining (weight-bearing) steel components made from fine-grained steels. Preheating the corresponding component reduces thermal stress. Finsterle GmbH’s task for EWM was to automate this step. Developers at our Sales and Technology Centre in Neu-Ulm quickly came up with the basic framework: the system is designed using two separate robot welding cells, each with a positioner, and an integrated preheating unit.
[casestudy_status] => As a toll manufacturer, flexibility is absolutely crucial for Finsterle GmbH. Ultimately, nobody can predict what orders customers will approach the metal construction company with – neither in terms of the application nor in terms of the components. A robot system with two welding cells, each with a positioner, is the perfect base concept. Clamped components are accessible from both sides and the robot can easily reach them. However, previous systems have been purely robot welding solutions without any consideration for a preheating unit.
[casestudy_solution] => The robot arm is equipped with a pneumatically operated tool changer and can be used to hold all kinds of tools. The oxyacetylene torch and the welding torch are located on different sides of the welding booth to avoid any hoses getting in the way during operation. First, the gripper takes hold of the oxyacetylene torch. This is ignited at an external ignition station. Once the base temperature of the component has been sufficiently increased, the oxyacetylene torch is placed in the parking position. The gripper then grabs the welding torch to start welding the steel components.
[casestudy_effectiv] => The automated system for Finsterle GmbH is the first solution of its kind. An automated welding process has previously never been designed for this material due to the required preheating for fine-grained steels. This development is particularly interesting for components with large batch sizes. But Finsterle’s automated solution isn’t just a win from a production standpoint. In times of skilled worker shortages, the new robotic welding system also means the company is now better equipped to face the future challenges of the labour market.
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000198-00000_PraxisReport_Finsterle.pdf","053-000198-00001_PraxisReport_Finsterle.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["finsterle_L1530728.jpg","finsterle_A1260906.jpg","finsterle_A1260941.jpg","finsterle_A1260956.jpg","finsterle_L1530688.jpg","finsterle_L1530756.jpg","finsterle_L1530774.jpg"],"description":["Finsterle_01","Finsterle_02","Finsterle_03","Finsterle_04","Finsterle_05","Finsterle_06","Finsterle_07"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 28
[access] => 1
[language] => *
[params] =>
[created] => 2022-09-06 10:48:17
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-09-06 10:48:17
[modified_by] => 0
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 1
[hits] => 0
)
[10] => stdClass Object
(
[id] => 28
[catid] => 70
[name] => Vogelsang GmbH & Co. KG
[alias] => vogelsang-gmbh-co-kg
[customer] => Vogelsang GmbH & Co. KG
[customer_logo] => images/referenzen/logos_sonst/logo-vogelsang.png
[titelbild] => images/referenzen/Auswahl_DSC_0916_TN_RET_web.jpg
[sectorId] => COM_EWMREFERENCE_ANLAGEBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => The user-friendly way to process all kinds of material thicknesses
[benefit_subtext] => The user-friendly way to process all kinds of material thicknesses
With ten new MIG/MAG XQ welding machines, the company was able to quickly establish welding sites in line with the state of the art.
The result: significantly reduced rework and even more efficient welding processes in the company.
[teaser] => The user-friendly way to process all kinds of material thicknesses
With ten new MIG/MAG XQ welding machines, the company was able to quickly establish welding sites in line with the state of the art.
The result: significantly reduced rework and even more efficient welding processes in the company.
[casestudy_status] => With its machines, the Essen-Oldenburg-based company focuses on the waste management, abattoir, fishing and agricultural sectors. Almost all of its products involve welding work on a wide range of materials, including unalloyed and low-alloy construction steels or chrome-nickel steels with various material thicknesses. This diverse spectrum of work is bolstered by Vogelsang’s high degree of vertical integration. With such a wide range of materials and material thicknesses, the company has high demands for ist welding machines.
[casestudy_solution] => In 2021, the company quickly settled on EWM’s new XQ series. Vogelsang was immediately blown away by what was possible with the new power sources, noting in particular how user-friendly the machines were. The saved JOBs for different materials and material thicknesses were a particular highlight for the company, offering potential to significantly simplify work sequences. These allow the welder to load optimised, pre-programmed machine settings for every task.
[casestudy_effectiv] => The new XQ machines and their processes allow the company to work with extremely low spatter. They also significantly reduce the amount of post-weld work required. In just a few weeks, the positive effects of the XQ welding machines on energy and material consumption will also be clear to see. The machine users were also impressed: they wanted to replace all welding machines with the MIG/MAG XQ series as soon as the first machines were commissioned.
[documents] => {"doc_name":["PraxisReport_DE","PraxisReport_EN"],"doc_link":["053-000187-00000_2022_06_Praxisreport_Vogelsang_V2.pdf","053-000187-00001_2022_06_Praxisreport_Vogelsang_V2.pdf"],"description":["PraxisReport_DE","PraxisReport_EN"]}
[imageslider] => {"image_link":["Auswahl_DSC_0882_TN_RET_web.jpg","Auswahl_DSC_0885_TN_todoRetusche.JPG","Auswahl_DSC_0898_TN_todoRetusche.JPG","Auswahl_DSC_0907_TN_RET_web.jpg","Auswahl_DSC_0916_TN_RET_web.jpg"],"description":["Vogelsang_Bild 1","Vogelsang_Bild 2","Vogelsang_Bild 3","Vogelsang_Bild 4","Vogelsang_Bild 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 27
[access] => 1
[language] => *
[params] =>
[created] => 2022-07-15 07:46:58
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-07-15 07:46:58
[modified_by] => 0
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 1
[hits] => 0
)
[11] => stdClass Object
(
[id] => 27
[catid] => 57
[name] => MST Parts Group
[alias] => mst-parts-group
[customer] => MST Parts Group
[customer_logo] => images/referenzen/logos_sonst/MST_logo.jpg
[titelbild] => images/referenzen/MST.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_STAHL","COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE"]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => MST/Hi-Spec Manufacturing manufactures the largest dredger buckets...
[benefit_subtext] => The dredger buckets of earthmoving and mining machines have one job: to pick up and move large quantities of heavy rock and stone. It almost goes without saying that the materials used on these machines need to be incredibly wear-resistant and repairs are just part and parcel of the work involved. That’s where the UK-based MST Parts Group comes in as one of the international market leaders in the manufacturing of the world’s largest dredger buckets and their related repairs.
[teaser] => The dredger buckets of earthmoving and mining machines have one job: to pick up and move large quantities of heavy rock and stone. It almost goes without saying that the materials used on these machines need to be incredibly wear-resistant and repairs are just part and parcel of the work involved. That’s where the UK-based MST Parts Group comes in as one of the international market leaders in the manufacturing of the world’s largest dredger buckets and their related repairs.
[casestudy_status] => One cubic metre of natural rock weighs around two tonnes – an MST bucket can carry up to five cubic metres without even breaking a sweat. Of course, this can be particularly demanding on the dredger and its power, as well as the bucket itself. The use of wear-resistant steels as a material choice and for the welding consumables is common...
[casestudy_solution] => From welding machines and a wide variety of welding consumables to bespoke welding torches – EWM’s extensive range makes it the perfect partner for MST Parts Group. To ensure successful repairs, material quality is fundamental when it comes to processing wear-resistant steels such as S355, Weldox and all Hardox materials...
[casestudy_effectiv] => It’s not just MST’s customers who are thrilled with the welding results. The EWM products’ reliability was quickly noticed by MST, too. Thanks to their robust design, EWM products mean no more repair invoices for welding machines...
[documents] => {"doc_name":["...aus der Praxis DE","...Inpractice EN"],"doc_link":["053-000185-00000_Kurzreferenz_MST.pdf","053-000185-00001_Kurzreferenz_MST.pdf"],"description":["...aus der Praxis DE","...Inpractice EN"]}
[imageslider] => {"image_link":["MST.jpg","MST_2.jpg","MST_3.jpg"],"description":["Groß. Schwer. Robust.","Nick Fagandini, Direktor für Schaufeln (links), Lewis Barnes, Funktion (Mitte) und\nAlan Barnes, Betriebsleiter (rechts) in dem größten jemals im Vereinigten Königreich\ngebauten Hochlöffel PC8000.","Die Siebschaufel hat ein Volumen von 25 m³ und wird für die Gewinnung von Gestein\nam Meeresboden verwendet, wobei der Schlick zurückbleibt."]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 26
[access] => 1
[language] => *
[params] =>
[created] => 2022-05-11 05:03:22
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-05-11 05:31:51
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[12] => stdClass Object
(
[id] => 26
[catid] => 57
[name] => IGEFA WEINBRENNER Energy Solutions GmbH
[alias] => igefa-weinbrenner-energy-solutions-gmbh
[customer] => IGEFA WEINBRENNER Energy Solutions GmbH
[customer_logo] => images/referenzen/logos_lebens/igefa-logo.png
[titelbild] => images/referenzen/IGEFA.jpg
[sectorId] => COM_EWMREFERENCE_LEBENSMITTEL
[materialId] => [""]
[processId] => ["COM_EWMREFERENCE_COLD_ARC","COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Skilled worker shortages, full order books and high quality standards
[benefit_subtext] => Heat exchangers made by Hof-based company, IGEFA WEINBRENNER Energy Solutions GmbH in the Westerwald region of Germany, are used across many different sectors, from the food, brewing and beverage industry and energy/chemical sector, all the way to the pulp and paper industry. And, just like the production and industrial systems used in these sectors, the heat exchangers used also have to be tailored to the needs of the industry. When it comes to constructing and designing these systems, the use of special materials is just as important as continuous data collection for the purposes of quality assurance.
[teaser] => Heat exchangers made by Hof-based company, IGEFA WEINBRENNER Energy Solutions GmbH in the Westerwald region of Germany, are used across many different sectors, from the food, brewing and beverage industry and energy/chemical sector, all the way to the pulp and paper industry. And, just like the production and industrial systems used in these sectors, the heat exchangers used also have to be tailored to the needs of the industry. When it comes to constructing and designing these systems, the use of special materials is just as important as continuous data collection for the purposes of quality assurance.
[casestudy_status] => Many sectors and companies are currently faced with a challenging combination of skilled worker shortages, full order books and high quality standards to maintain, making efficient and safe processes that ensure optimum use of the given resources all the more important...
[casestudy_solution] => IGEFA WEINBRENNER Energy Solutions GmbH successfully implemented a line of EWM welding machines in the area of TIG welding. As part of the planned switchover within welding production, it also made sense to take a closer look at EWM machines for MAG welding, too...
[casestudy_effectiv] => Choosing the right welding procedure can significantly decrease the amount of post weld work needed and subsequently increase productivity. The increased weld seam quality in the root pass and the reduction in overall welding times both play a part here. That means a more efficient component production...
[documents] => {"doc_name":["...aus der Praxis DE","...Inpractice EN"],"doc_link":["053-000186-00000_Kurzreferenz_IGEFA.pdf","053-000186-00001_Kurzreferenz_IGEFA.pdf"],"description":["...aus der Praxis DE","...Inpractice EN"]}
[imageslider] => {"image_link":["IGEFA.jpg"],"description":["Bild 1"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 25
[access] => 1
[language] => *
[params] =>
[created] => 2022-05-11 04:48:34
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-05-11 05:32:48
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[13] => stdClass Object
(
[id] => 25
[catid] => 58
[name] => Hüffermann Transportsysteme GmbH
[alias] => hueffermann-transportsysteme-gmbh
[customer] => Hüffermann Transportsysteme GmbH
[customer_logo] => images/referenzen/hueffermann/logo_hueffermann.png
[titelbild] => images/referenzen/A1410075-Montage-retusche.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MAG_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => 300 weld seams in 90 minutes
[benefit_subtext] => It was primarily a shortage of skilled workers that motivated Hüffermann Transportsysteme GmbH to break new ground in chassis production. The lorry trailer manufacturer based in Neustadt (Dosse) in the Brandenburg region of Germany now manufactures 16 skeletal and container trailers using the EWM-Euen system every week, almost doubling its production while reducing manpower.
[teaser] => It was primarily a shortage of skilled workers that motivated Hüffermann Transportsysteme GmbH to break new ground in chassis production. The lorry trailer manufacturer based in Neustadt (Dosse) in the Brandenburg region of Germany now manufactures 16 skeletal and container trailers using the EWM-Euen system every week, almost doubling its production while reducing manpower.
[casestudy_status] => The clamping for manual welding of the 7-metre-long components was rather basic. Precise alignment of the longitudinal beams and other components is, however, fundamental for high-quality lorry trailers. That’s why the clamping was planned in such a way as to ensure that the components remained aligned and in position. The integrated longitudinal axis of rotation also improves accessibility, allowing almost all seams to be welded in the flat position. However, a question was raised during the planning of the clamping device: “Why not automate the welding process too?”
[casestudy_solution] => The automation system had to be planned with consideration of circumstances such as the hall structure, clamping device and space conditions. The gantry system with a welding robot on the gantry consists of two separate working areas. The shared sliding door closes one section at a time and the robot can weld while the open side is being loaded. The welding machine, a Phoenix puls, is situated near the partition. The drive 4X wire feeder is situated directly above the drums with the welding consumable and conveys the wire via the cable drag chain (which also carries electricity and gas) to the robot. forceArc puls is the only welding process used. The arc is powerful and deeply penetrates the material. At the same time, the heat input is reduced by the pulsing.
[casestudy_effectiv] => The plant produces 16 skeletal trailers every week with four welders. The welders are mainly charged with loading and tack welding the individual components and assemblies. The actual welding is done by the robots. This has resulted not only in faster welding but also increased quality. Continuous monitoring of the welding parameters in automated welding ensures high-quality weld seams at all times. As the process also produces very little spatter, the post weld work is reduced by 30 per cent and productivity is increased.
[documents] => {"doc_name":["PraxisReport DE","PraxisReport EN"],"doc_link":["053-000182-00000_Hueffermann_Automatisierung.pdf","053-000182-00001_Hueffermann_Automatisierung.pdf"],"description":["PraxisReport DE","PraxisReport EN"]}
[imageslider] => {"image_link":["A1410075-Montage-retusche.jpg","A1410052-montage.jpg","A1410102.jpg","A1410117.jpg","L1360019-retusche-test.jpg"],"description":["Bild_Hueffermann_1","Bild_Hueffermann_2","Bild_Hueffermann_3","Bild_Hueffermann_4","Bild_Hueffermann_5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 24
[access] => 1
[language] => *
[params] =>
[created] => 2022-03-17 11:56:08
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-03-17 11:58:06
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 3
[hits] => 0
)
[14] => stdClass Object
(
[id] => 24
[catid] => 57
[name] => Schroeder Valves GmbH & Co. KG
[alias] => schroeder-valves-gmbh-co-kg
[customer] => Schroeder Valves GmbH & Co. KG
[customer_logo] => images/featured/logo_schroeder-valves.png
[titelbild] => images/referenzen/Weichpanzerung_Ventilkoerper-Automatisierung_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_SCHWARZ_EDEL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer.
[benefit_subtext] => Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer. All of the components did have one thing in common, though: they were all rotationally symmetrical...
[teaser] => Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer. All of the leading specialist’s components did have one thing in common, though: they were all rotationally symmetrical. This was the starting point for welding machine manufacturer EWM in their mission to develop a custom automation solution tailored to this multifaceted challenge – for parts ranging from just a few hundred grams to up to two and a half tonnes.
[casestudy_status] => Schroeder Valves’ pump protection valves are used particularly for transporting critical media: in refineries, in the chemical industry, in processing and in (nuclear) powerplants. Components used in these areas have to be extremely reliable and last for years. Sealing surfaces of components made from cheap construction steel are therefore reinforced with high-quality stainless steel. Due to both the shortage of good welders and growing quality assurance requirements, however, automation of this step was crucial.
[casestudy_solution] => The solution to this challenge soon became clear to EWM automation experts: a robot system was needed. Having to deal with so many different component sizes was a cause for concern. Small parts require higher dynamics than large components. This quickly gave rise to the idea of three processing stations: one large L-positioner with tilting function for the large valve bodies, one small turning/tilting positioner on a system bench for the small valve bodies, and a third station with a system bench without positioners for any other components.
[casestudy_effectiv] => As the parts were rotationally symmetrical, it was easy to teach the components; teaching is always based on the same programs. Users simply have to set the radius, number of passes and the geometric dimensions of the soft armouring and the robot control will take care of the rest. Some components have an interior diameter of just 32 mm, making them extremely difficult to access. This required a special welding torch construction with a particularly small torch head and large torch neck. The fact that EWM produces its own welding torches in-house was a major plus here.
[documents] => {"doc_name":["PraxisReport DE"," CustomerStory EN","Pressemitteilug DE","Press Release EN"],"doc_link":["2021_053-000168-00000_Praxisreport_Heinrich_Schroeder_Valves_DE.pdf","2021_053-000168-00001_Praxisreport_Heinrich_Schroeder_Valves_EN.pdf","DE_EWM_REF_SchroederValves_PM.pdf","EN_EWM_REF_SchroederValves_PM.pdf"],"description":["PraxisReport DE"," CustomerStory EN","Pressemitteilug DE","Press Release EN"]}
[imageslider] => {"image_link":["Bauteile_Bauteilgrößen_web.jpg","Roboteranlage_web.jpg","Schweißbrennerkonstruktion_web.jpg","Teachprozess_Automatisierung_web.jpg","Weichpanzerung_Ventilkoerper-Automatisierung_web.jpg","EWM_EUEN-Schroeder_Valves_web.jpg"],"description":["Abb1_SchroederValves","Abb2_SchroederValves","Abb3_SchroederValves","Abb4_SchroederValves","Abb5_SchroederValves","Abb6_SchroederValves"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 23
[access] => 1
[language] => *
[params] =>
[created] => 2021-12-02 12:13:15
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:28:50
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[15] => stdClass Object
(
[id] => 23
[catid] => 57
[name] => Heinrich Döpke GmbH
[alias] => heinrich-doepke-gmbh
[customer] => Heinrich Döpke GmbH
[customer_logo] => images/featured/doepke-logo.png
[titelbild] => images/referenzen/EWM_Abb4_Doepke-Rohrschweissen_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_SCHWARZ_EDEL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines...
[benefit_subtext] => Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines – every year. But for Heinrich Döpke GmbH, replacing their old welding machines was especially attractive because of the government subsidy of 18,000 euros.
[teaser] => Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines – every year. But for Heinrich Döpke GmbH, replacing their old welding machines was especially attractive because of the government subsidy of 18,000 euros. Under the new EU Ecodesign Directive, the German government subsidises every tonne of CO2 saved with up to 900 euros. According to this directive, all step switch controlled welding machines are to be taken off the market by 2023 because of their high power consumption and be replaced by more energy-efficient inverter welding machines.
[casestudy_status] => The components that are welded by hand every day at Heinrich Döpke GmbH are more than 20 metres long and several metres wide. Plate thicknesses between 5 and 80 mm require a lot of weld seams. Their step switch controlled welding machines were in use constantly. The company was very sceptical about inverter welding machines, as they’d had a lot of bad experiences with them. And because of that, EWM’s field representative received a rather restrained reception when visiting the new potential customer.
[casestudy_solution] => Nevertheless, the Döpke representatives were already impressed with the EWM welding machines’ inverter technology whilst the products were being demonstrated to them on their own components and in their own production hall. In addition to the machines’ technical performance, they were impressed with the warranty period of up to five years without any limit on operating hours. Then, when a large project was pending and several welding machines failed at the same time, they had to make a decision: repair or invest. Ultimately, the BAFA (Federal Office for Economic Affairs and Export Control) subsidy suggested by the EWM field representative, and its approval after only three weeks, were the crucial arguments for converting the entire production to EWM machines.
[casestudy_effectiv] => The German government rewards every tonne of CO2 saved with up to 900 euros. For savings of nearly two tonnes of CO2 per welding machine per year and a total of 13 new Titan XQ 350 puls and Phoenix welding machines, Heinrich Döpke GmbH was awarded a subsidy in the amount of 18,000 euros. Now, the company not only owns energy-saving inverter welding machines, but it can save lots of other costs as well; gas consumption, wear on gas nozzles and working time are also significantly reduced. So, the investment pays off in every regard: for the company and for the environment.
[documents] => {"doc_name":["PraxisReport DE"," CustomerStory EN","Pressemitteilung DE","Press Release EN"],"doc_link":["2021_053-000169-00000_Praxisreport_Heinrich_Döpke_GmbH_DE.pdf","2021_053-000169-00001_Praxisreport_Heinrich_Döpke_GmbH_EN.pdf","2021_DE_REF_Heinrich-Doepke_PM.pdf","2021_EN_REF_Heinrich-Doepke_PM.pdf"],"description":["PraxisReport DE"," CustomerStory EN","Pressemitteilung DE","Press Release EN"]}
[imageslider] => {"image_link":["EWM_Abb1_Schweisser_Doepke_web.jpg","EWM_Abb2_Doepke-Ansprechpartner_Montage_web.jpg","EWM_Abb3_Doepke_Saugbagger_web.jpg","EWM_Abb4_Doepke-Rohrschweissen_web.jpg","EWM_Abb5_Doepke_Beratungssituation_web.jpg","EWM_Abb6_Doepke-Alte-Schweissgeraete_web.jpg"],"description":["Abb1_Doepke","Abb2_Doepke","Abb3_Doepke","Abb4_Doepke","Abb5_Doepke","Abb6_Doepke"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 22
[access] => 1
[language] => *
[params] =>
[created] => 2021-12-02 11:32:28
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:27:16
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 4
[hits] => 0
)
[16] => stdClass Object
(
[id] => 22
[catid] => 57
[name] => SAF-Holland
[alias] => saf-holland
[customer] => SAF-Holland
[customer_logo] => images/featured/SAF-HOLLAND-Group-Logo-3D_grau.png
[titelbild] => images/referenzen/Bild1.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Chassis axles designed to carry huge axle loads represent a major challenge in the quality assurance process. This is why SAF-Holland relies on…
[benefit_subtext] => Chassis axles with axle loads of up to 26 tonnes represent a major challenge in the quality assurance process. This is why SAF-Holland relies on ewm Xnet for quality monitoring and control of the manually welded pendulum axes. This welding management system not only continuously monitors and documents every welding parameter, but also ensures the consistent quality of the weld seams.
[teaser] => Chassis axles with axle loads of up to 26 tonnes represent a major challenge in the quality assurance process. This is why SAF-Holland relies on ewm Xnet for quality monitoring and control of the manually welded pendulum axes. This welding management system not only continuously monitors and documents every welding parameter, but also ensures the consistent quality of the weld seams.
[casestudy_status] => SAF-Holland has fully adopted the zero-defect strategy. When it comes to welding processes, this strategy ensures that every weld seam is created using exactly the right welding parameters – every single time. This is easy to verify when using automated and robotic processes, as these parameters are subject to continuous automatic monitoring. It’s more difficult with manual welding. This is where the welding management system ewm Xnet comes in.
[casestudy_solution] => ewm Xnet works continuously to record and store every welding parameter during the manual welding process, allowing them to be accessed and checked whenever necessary. If the welding parameters are within certain predefined tolerances, then the welding result is of the required quality.
In order to achieve a clear allocation between the welding parameters and the component, every single component at SAF-Holland receives a unique dot-peened serial number as well as a QR code. This ensures that the component is clearly defined and allows all parameters to be assigned to it.
[casestudy_effectiv] => This makes the welder’s job a lot easier, and choosing incorrect welding parameters is impossible. Before welding, the welder scans the component’s serial number. They then hold the Xbutton in front of the welding machine. The Xbutton is an RFID chip in which the welding coordination personnel preset the relevant parameters and tolerances. Wrong choices of settings are avoided thanks to the welding parameters being allocated to components on the Xbutton. This is because the welder only has access to the preset parameters. An essential component of the zero-defect strategy.
[documents] => {"doc_name":["PraxisReport DE","CustomerStory EN"],"doc_link":["Praxisreport_SAF_Holland_08-2021_V6.pdf","CustomerStory_SAF_Holland_ewm Xnet_07-2021_EN.pdf"],"description":["PraxisReport DE","CustomerStory DE"]}
[imageslider] => {"image_link":["Bild1.jpg","Bild2.jpg","Bild3.jpg","Bild4.jpg","Bild5.jpg"],"description":["SAF Bild 1","SAF Bild 2","SAF Bild 3","SAF Bild 4","SAF Bild 5"]}
[links] => {"doc_name":["YouTube"],"doc_link":["https://www.youtube.com/watch?v=SOQuZUyadQI"],"description":["SAF Holland nutzt Xnet"]}
[article_id] => 0
[ordering] => 21
[access] => 1
[language] => *
[params] =>
[created] => 2021-07-22 12:49:23
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:36:59
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 10
[hits] => 0
)
[17] => stdClass Object
(
[id] => 21
[catid] => 57
[name] => Geschwister Scholl school Leutkirch
[alias] => geschwister-scholl-schule-leutkirch
[customer] => Geschwister-Scholl-Schule Leutkirch
[customer_logo] => images/featured/gss-logo-hoch-eda04ffd.png
[titelbild] => images/referenzen/Abb1_Unterricht-KFZ_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_ALL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Geschwister Scholl school uses EWM complete solution.
Vocational students are being trained with ewm Xnet
[benefit_subtext] => The Geschwister Scholl school, a competence centre for business, care, social services and technology in Leutkirch, is preparing its students for a future in Industry 4.0. To that end, Anton Netzer, technology instructor in the metal construction department, uses the Welding 4.0 solution by EWM AG in Mündersbach.
[teaser] => Industry 4.0 is when people, machines and industrial processes connect intelligently. This is how the German Federal Ministry for Economic Affairs and Energy defines the fourth industrial revolution that is currently taking place in companies. The Geschwister Scholl school, a competence centre for business, care, social services and technology in Leutkirch, is preparing its students for this aspect of the future. To that end, Anton Netzer, technology instructor in the metal construction department, uses the Welding 4.0 solution by EWM AG in Mündersbach.
[casestudy_status] => Industry 4.0 is currently a hot topic for all businesses within the world of metal construction. Many companies are already working with networked processes and using state-of-the-art welding machines and digital management solutions. The Geschwister Scholl school was faced with the challenge of preparing its students for this new reality and training them accordingly. “We want our students to learn the technologies that are offered in companies,” says Netzer. However, until 2020, the school only had access to step switch-controlled machines.
[casestudy_solution] => The school’s technical arsenal of nine welding booths was upgraded with Welding 4.0, the EWM complete system for welding. It includes state-of-the-art welding machines and the digital quality management system for welding, ewm Xnet. The future construction mechanics and construction technicians training here now work with the EWM inverter welding machine Tetrix 230 for TIG and the Titan XQ puls for MIG/MAG and MMA. In addition, the multi-process welding machine provides the trainees directly with all the innovative XQ welding processes by EWM.
[casestudy_effectiv] => The modern EWM complete solution has completely changed training at the vocational school. Students now learn on the same machines that they use at their training companies. What’s more, the system with ewm Xnet also detects parameter changes immediately and signals these to the user. Anton Netzer takes advantage of these features for his training: “We can weld and then immediately look at the data together, analyse it and complete it. Where are the mistakes? Where is room for improvement?” explains Netzer.
[documents] => {"doc_name":["PraxisReport Geschw. Scholl Schule DE"," CustomerStory Geschw. Scholl Schule EN"],"doc_link":["PraxisReport_Geschwister-Scholl-Schule_ewm-Xnet_2020.pdf","PraxisReport_Geschwister-Scholl-Schule_ewm-Xnet_2020_EN.pdf"],"description":["PraxisReport Geschw. Scholl Schule DE"," CustomerStory Geschw. Scholl Schule EN"]}
[imageslider] => {"image_link":["Abb1_Unterricht-KFZ_web.jpg","Abb2_Schweisskabinen_web.jpg","Abb3_ewmXnet_web.jpg","Abb4_Kabine3_web.jpg","Abb5_Unterricht_web.jpg","Abb6_Netzer_Golz_web.jpg"],"description":["Abb 1","Abb 2","Abb 3","Abb 4","Abb 5","Abb 6"]}
[links] => {"doc_name":["Video"],"doc_link":["https://www.youtube.com/watch?v=9_S0RiJFL_U"],"description":["Geschwister-Scholl-Schule Leutkirch nutzt ewm-Xnet"]}
[article_id] => 0
[ordering] => 20
[access] => 1
[language] => *
[params] =>
[created] => 2021-01-25 11:07:50
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:30:49
[modified_by] => 590
[metakey] =>
[metadesc] => Die Geschwister-Scholl-Schule, Kompetenzzentrum für Gewerbe, Pflege, Soziales und Technik in Leutkirch, bereitet ihre Schülerinnen und Schüler auf eine Zukunft in Industrie 4.0 vor. Im Bereich Metallbau nutzt Anton Netzer, Technischer Lehrer, dafür die Welding-4.0-Lösung der EWM AG aus Mündersbach.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 7
[hits] => 0
)
[18] => stdClass Object
(
[id] => 20
[catid] => 57
[name] => Gebrüder Stahl GmbH 2020
[alias] => gebrueder-stahl-gmbh
[customer] => Gebrüder Stahl GmbH
[customer_logo] => images/featured/logo.png
[titelbild] => images/referenzen/1_Gebrüder_Stahl_2020-Freigegeben_web.jpg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_ALL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Gebrüder Stahl is working with EWM.
TIG welding is faster than MAG welding
[benefit_subtext] => Gebrüder Stahl GmbH in the Sauerland has, for the most part, replaced its MAG welding with TIG welding. With tigSpeed, the wire feeder for TIG welding, the Wenden-based company has increased its welding speed and quality when welding heat exchangers and cooler bundles.
[teaser] => Gebrüder Stahl GmbH in the Sauerland has, for the most part, replaced its MAG welding with TIG welding. With tigSpeed, the wire feeder for TIG welding, the Wenden-based company has increased its welding speed and quality when welding heat exchangers and cooler bundles.
[casestudy_status] => With a diameter of up to 3 metres and a length of up to 30 metres, heat exchangers have an individual weight of up to 35 tonnes. High-alloy special materials are used here that require appropriate welding fillers when welding nickel-based alloys. The weld seams must be x-ray proof. However, these materials also have a tendency to form hot cracks.
[casestudy_solution] => The use of tigSpeed reduces the heat input during TIG welding. This prevents hot cracks and increases the weld seam quality. The low welding speed is also increased through the use of tigSpeed by EWM. As with MIG/MAG welding, for the wire feeder for TIG welding, the filler material comes from the spool. Here, an additional movement can be superimposed on the continuous wire feeding, which feeds and retracts the wire.
[casestudy_effectiv] => Higher, even seem quality at higher speed, saving materials, energy and work time – Operations Manager Carsten Schröter is very pleased: “The EWM machines are the perfect match for our company. The greatest benefits are the flexibility, the short set-up times and the position-independent welding result.”
[documents] => {"doc_name":["PraxisReport Gebr. Stahl DE"," CustomerStory Gebr. Stahl EN"],"doc_link":["Praxisreport_Gebrüder_Stahl_04-2020_Final.pdf","Praxisreport_Gebrüder_Stahl_04-2020_EN.pdf"],"description":["PraxisReport Gebr. Stahl DE"," CustomerStory Gebr. Stahl EN"]}
[imageslider] => {"image_link":["1_Gebrüder_Stahl_2020-Freigegeben_web.jpg","11_Gebrüder_Stahl_2020-Freigegeben_web.jpg","13_Gebrüder_Stahl_2020-Freigegeben_web.jpg","21_Gebrüder_Stahl_2020-Freigegeben_web.jpg"],"description":["Gebr. Stahl 1","Gebr. Stahl 2","Gebr. Stahl 3","Gebr. Stahl 4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 19
[access] => 1
[language] => *
[params] =>
[created] => 2020-08-21 11:46:00
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:30:20
[modified_by] => 590
[metakey] =>
[metadesc] => Bei der Gebrüder Stahl GmbH im Sauerland hat das WIG-Schweißen das MAG-Schweißen in großen Teilen abgelöst. Mit tigSpeed, dem Drahtvorschubgerät fürs WIG-Schweißen, hat das Wendener Unternehmen beim Schweißen von Wärmetauschern und Kühlerbündeln die Schweißgeschwindigkeit und -qualität sogar gesteigert.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 9
[hits] => 0
)
[19] => stdClass Object
(
[id] => 19
[catid] => 58
[name] => Bell Equipment Deutschland 2020
[alias] => bell-equipment-deutschland
[customer] => Bell Equipment Deutschland
[customer_logo] => images/referenzen/logos_fahrzeug/Bell_ident.png
[titelbild] => images/referenzen/Abb3_Schwer-zugaenglich.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE"]
[processId] => ["COM_EWMREFERENCE_MAG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Bell establishes own welding production line with EWM
[benefit_subtext] => When looking to establish its own welding production line at its German site near Eisenach, South African construction machinery manufacturer, Bell Equipment, sought the help of Ralf Rauh, site manager at EWM in Nossen, to plan and implement the new line. As part of ewm maXsolution, Bell Equipment opted for an EWM complete solution with modern inverter technology. After just a few months, its new production line had proven to be an economical and sustainable success.
[teaser] => When looking to establish its own welding production line at its German site near Eisenach, South African construction machinery manufacturer, Bell Equipment, sought the help of Ralf Rauh, site manager at EWM in Nossen, to plan and implement the new line. As part of ewm maXsolution, Bell Equipment opted for an EWM complete solution with modern inverter technology. After just a few months, its new production line had proven to be an economical and sustainable success.
[casestudy_status] => Bell Equipment Deutschland supplies 22 European countries and North America with articulated dump trucks and spare parts. Until 2018, the bins for these trucks produced in Germany came from South Africa. However, the environmental ideas rooted in the companies’ principles, as well as other reasons, led to the company establishing its own production line in Germany. This line was intended to take over the South African welding production processes with its step switch-controlled machines.
[casestudy_solution] => Bin production for Bell Equipment Deutschland has now been going strong since 2019. Taking the advice of Ralf Rauh, the company opted for the EWM complete solution with a total of 22 Taurus 505 Basic welding machines. The power source is similar to a step switch-controlled machine in its operation, yet, thanks to digital technology and the EWM quality, it saves a lot of energy.
[casestudy_effectiv] => Bell Equipment Deutschland can now respond to enquiries and orders more quickly and with more flexibility. It also means production is more economical and sustainable. Working with EWM, in no time Bell Equipment were able to save up to 30% on consumables and wear materials, depending on the use and workspace. In close coordination with South Africa, the company now aims to further streamline production in the coming years together with EWM.
[documents] => {"doc_name":["PraxisReport Bell DE"," CustomerStory Bell EN"],"doc_link":["Praxisreport_Bell_Equipment_03-2020_DE.pdf","Praxisreport_Bell_Equipment_03-2020_EN.pdf"],"description":["PraxisReport Bell DE"," CustomerStory Bell EN"]}
[imageslider] => {"image_link":["Abb1_Knickgelenkte-Muldenkipper.jpg","Abb2_Mulde.jpg","Abb3_Schwer-zugaenglich.jpg","Abb4_Drahtvorschubgeraet.jpg","Abb5_Ansprechpartner.jpg"],"description":["Bell Equipment Abb 1","Bell Equipment Abb 2","Bell Equipment Abb 3","Bell Equipment Abb 4","Bell Equipment Abb 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 18
[access] => 1
[language] => *
[params] =>
[created] => 2020-06-02 13:20:01
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:29:40
[modified_by] => 590
[metakey] =>
[metadesc] => Als der südafrikanische Baumaschinenhersteller Bell Equipment an seinem deutschen Standort nahe Eisenach eine eigene Schweißproduktion aufbaute, war Ralf Rauh, Leiter des EWM-Standorts in Nossen, in Planung und Umsetzung einbezogen. Er stellte dafür im Rahmen von ewm maXsolution eine EWM-Komplettlösung mit moderner Invertertechnologie zusammen. Nach nur wenigen Monaten hatte sich die eigene Fertigung wirtschaftlich und nachhaltig bereits bewährt.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 5
[hits] => 0
)
[20] => stdClass Object
(
[id] => 18
[catid] => 57
[name] => Chamber of Commerce Aurich 2020
[alias] => handwerkskammer-aurich
[customer] => HWK Aurich
[customer_logo] => images/referenzen/logos_sonst/Logo_HWK_Aurich-480x320.jpg
[titelbild] => images/referenzen/sliderbilder/image6.jpeg
[sectorId] => COM_EWMREFERENCE_SONSTIGE
[materialId] => ["COM_EWMREFERENCE_ALL"]
[processId] => ["COM_EWMREFERENCE_ALL_VERF"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => HWK Aurich places trust in EWM. Aurich Chamber of Commerce 2020
[benefit_subtext] => Budding metalworkers, apprentices in metal construction and attendees of retraining courses offered by the Aurich Chamber of Commerce (HWK) are well-equipped for the future of all things welding: Working together with EWM Ibbenbüren site manager, Johann Martin, Matthias Siefken’s (head of welding technology at Aurich IHK) entire department switched to EWM machines.
[teaser] => Budding metalworkers, apprentices in metal construction and attendees of retraining courses offered by the Aurich Chamber of Commerce (HWK) are well-equipped for the future of all things welding: Matthias Siefken’s (head of welding technology at Aurich IHK) entire department was provided with modern welding machines such as the Titan XQ 400 AC puls or the compact and decompact Titan XQ puls.
[casestudy_status] => The Aurich Chamber of Commerce trains metalworkers, apprentices in metal construction and attendees of retraining courses. Matthias Siefken, head of the welding technology department, aimed to switch the welding machines used in training to one manufacturer. For the HWK, it was important to use this opportunity to invest in state-of-the-art welding solutions.
[casestudy_solution] => Together with sales partner Azetylenwerk Ernst Schulz GmbH, the EWM site in Ibbenbüren provided the HWK Aurich with 32 new EWM welding machines and the corresponding welding torches. As well as the Titan XQ 400 AC puls and the compact and decompact Titan XQ puls, apprentices will now get to work with welding machines such as Tetrix, Wega and Pico puls. In addition, all of the welding machines – including the step switch-controlled Wega – were connected to one another using gateways with the welding quality management software, ewm Xnet.
[casestudy_effectiv] => From now on, budding metalworkers, apprentices in metal construction and attendees of retraining courses held by Matthias Siefken will weld exclusively using EWM welding machines. In doing so, they will learn about various welding procedures and how to work with different materials and state-of-the-art welding processes. With ewm Xnet, the used parameters can be recorded and read in real time, allowing welders to identify welding errors easily and clearly. Another plus is that the welding machines already comply with the new Ecodesign Directive that will come into effect in January 2021.
[documents] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[imageslider] => {"image_link":["image6.jpeg","image4.jpeg","image1.jpeg"],"description":["HWK 1","HWK 2","HWK 3"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 17
[access] => 1
[language] => *
[params] =>
[created] => 2020-03-05 08:43:09
[created_by] => 590
[created_by_alias] =>
[modified] => 2021-01-07 09:44:34
[modified_by] => 590
[metakey] =>
[metadesc] =>
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2022-05-11 05:47:35
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 4
[hits] => 0
)
[21] => stdClass Object
(
[id] => 17
[catid] => 69
[name] => Ebner Industrieofenbau GmbH
[alias] => ebner-industrieofenbau-gmbh-2
[customer] => Ebner Industrieofenbau GmbH
[customer_logo] => images/referenzen/logos_sonst/EBNER-Industrieofenbau-GmbH_logo.png
[titelbild] => images/referenzen/Ebner/Abb2_Zwei_Drahtvorschubgeraete-Version-3_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_NICKEL_BASIS","COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE","COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Every function accessible on the welding torch – Ebner Industrieofenbau GmbH 2019
[benefit_subtext] => At Ebner, the specialist for heat treatment technology and industrial furnaces, based in the Austrian city of Leonding near Linz, welders are able to weld large sections with components sometimes reaching the dimensions of a standard detached house. The PM welding torch RD3 X from EWM doesn’t just save welders all the toing and froing.
[teaser] => At Ebner, the specialist for heat treatment technology and industrial furnaces, based in the Austrian city of Leonding near Linz, welders are able to weld large sections with components sometimes reaching the dimensions of a standard detached house. With the PM welding torch RD3 X from EWM, all parameter settings can be made directly via the integrated display. This means it is no longer necessary to walk to and from the welding machine, making welding much more productive.
[casestudy_status] => For the components welded at Ebner, the weld seams are often situated up to five meters above the ground. The welders are always provided with ample safety equipment, but once they’re up there, they want to weld, not climb.
[casestudy_solution] => With the PM welding torch RD3 X by EWM, the welder can make changes to the machine control from their welding position The action radius between the welding machine and the welding torch can reach up to 50 metres. What’s more, the welding torches also come with improved ergonomics and are lightweight with a balanced design and integrated signal light to light up dark working areas.
[casestudy_effectiv] => “Being able to change parameters on the torch itself, without restriction” is one of the main advantages of a PM welding torch, according to Christian Gruber, Ebner’s welding supervisor. The welding torch also features long-lasting consumables with the contact tip, significantly reducing consumption and replacement times, as well as saving on their related costs.
[documents] => {"doc_name":["PraxisReport Ebner DE"," CustomerStory Ebner EN"],"doc_link":["Praxisreport_Ebner_10-2019_DE.pdf","Praxisreport_Ebner_10-2019_EN.pdf"],"description":["PraxisReport Ebner DE"," CustomerStory Ebner EN"]}
[imageslider] => {"image_link":["Abb2_Zwei_Drahtvorschubgeraete-Version-3_web.jpg","Abb5_Ansprechpartner_Ebner_web.jpg","B2040801_web.jpg","B2040894_web.jpg","B2040900_web.jpg"],"description":["Ebner 1","Ebner 2","Ebner 3","Ebner 4","Ebner 5"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 16
[access] => 1
[language] => *
[params] =>
[created] => 2020-02-13 14:36:39
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:29:52
[modified_by] => 590
[metakey] =>
[metadesc] => Bei der Firma Ebner, Spezialist für Wärmebehandlungstechnologien und Industrieofenbau aus dem österreichischen Leonding bei Linz, legen die Schweißer große Strecken zurück, denn die Bauteile können schon mal die Dimensionen eines Einfamilienhauses erreichen. Mit dem PM-Brenner RD3 X von EWM sparen Schweißer nicht nur lange Wege.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2020-02-13 09:21:31
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 17
[hits] => 0
)
[22] => stdClass Object
(
[id] => 16
[catid] => 57
[name] => Schoeller Werk GmbH & Co. KG
[alias] => schoeller-werk-gmbh-co-kg
[customer] => Schoeller Werk GmbH & Co. KG
[customer_logo] => images/referenzen/logos_sonst/schoeller.png
[titelbild] => images/referenzen/sliderbilder/_SWHtitle.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_EDEL_ALU"]
[processId] => ["COM_EWMREFERENCE_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Top quality in continuous use at Schoeller Werk GmbH & Co. KG
[benefit_subtext] => The family-run Schoeller Werk GmbH & Co. KG is one of the world’s leading manufacturers of longitudinally welded stainless-steel tubes. Schoeller’s customers have the most demanding requirements for their products. To meet these requirements, Schoeller has been relying on EWM AG welding machines for around 25 years – and successfully so.
[teaser] => The family-run Schoeller Werk GmbH & Co. KG is one of the world’s leading manufacturers of longitudinally welded stainless-steel tubes. Schoeller’s customers have the most demanding requirements for their products. To meet these requirements, Schoeller has been relying on EWM AG welding machines for around 25 years – and successfully so.
[casestudy_status] => Schoeller has had special demands of EWM welding machines for many years. The welding machines run around the clock in three-shift operation, sometimes even four-shift operation. In addition, the walls of the tubes are becoming thicker, which in turn increases the current load of each individual machine. Driven by innovation, the Hellenthal-based company in the Eifel hills is always working on the development of its product portfolio in line with the demands of its customers and the market. And Schoeller customers from car manufacturing and industry hold its products to the highest standards.
[casestudy_solution] => Schoeller has been relying on EWM’s inverter technology since 1995. The high-quality manufacturing of their products is made possible by modern machinery. If there is a change in what is required of the machines, EWM reacts immediately. “EWM also invests a great deal in its own research and development, which allows us to drive innovation together,” Stefan Fink explains. Schoeller has a testing facility where it tries out new EWM technologies. As a result, Schoeller now uses TIG plasma technology, whereas before it only used TIG welding.
[casestudy_effectiv] => EWM has worked with Schoeller to customise the welding machines according to their own specific requirements. The company’s decision to start manufacturing fuel rails in 2008 was eventually put into practice in collaboration with EWM, and now Schoeller is Europe’s leading producer of these tubes.
[documents] => {"doc_name":["Schoeller PraxisReport DE","Schoeller CustomerStory EN"],"doc_link":["DE_EWM_Anwenderbericht_Schoeller_Werk.pdf","EN_EWM_Anwenderbericht Schoeller Werk.pdf"],"description":["Schoeller PraxisReport DE","Schoeller CustomerStory EN"]}
[imageslider] => {"image_link":["_SWHtitle.jpg","_SWH1965.JPG","_SWH1966.JPG","_SWH2032.JPG"],"description":["Schoeller Werk","Schoeller Werk 2","Schoeller Werk 3","Schoeller Werk 6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 15
[access] => 1
[language] => *
[params] =>
[created] => 2019-12-20 10:54:18
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:37:17
[modified_by] => 590
[metakey] =>
[metadesc] => Das Familienunternehmen Schoeller Werk GmbH & Co. KG ist einer der weltweit führenden Hersteller von längsnahtgeschweißten Edelstahlrohren. Die Kunden von Schoeller stellen höchste Anforderungen an die Produkte. Um diesen Ansprüchen gerecht zu werden, setzt Schoeller seit rund 25 Jahren auf Schweißgeräte der EWM AG
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-12-20 10:54:18
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 10
[hits] => 0
)
[23] => stdClass Object
(
[id] => 9
[catid] => 69
[name] => ISW GmbH Steel Components
[alias] => isw-gmbh-steel-components
[customer] => ISW GmbH Steel Components
[customer_logo] => images/referenzen/logos_sonst/isw-logo.jpg
[titelbild] => images/referenzen/ISW/Abb1_Automatisierung_low.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_BAUSTAHL_HOCHFEST_STAEHLE"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Zvýšení produktivity a zajištění kvality
[benefit_subtext] => Delší průběžné doby, zvýšená produktivita, minimum dokončovacích prací, zajištěná kvalita – společnost ISW GmbH Steel Components převedla celou výrobu svařováním na výrobky od EWM. U konstrukčních dílů o tloušťce 300 milimetrů, délce 20 metrů a hmotnosti až 100 tun klade společnost ISW vysoké nároky na veškeré svařovací vybavení.
[teaser] => Delší průběžné doby, zvýšená produktivita, minimum dokončovacích prací, zajištěná kvalita – společnost ISW GmbH Steel Components převedla celou výrobu svařováním na výrobky od EWM. U konstrukčních dílů o tloušťce 300 milimetrů, délce 20 metrů a hmotnosti až 100 tun klade společnost ISW vysoké nároky na veškeré svařovací vybavení. Od svařovacích přístrojů přes procesy svařování a řízení kvality s ewm Xnet 2.0 až ke svařovacím hořákům a proudovým špičkám společnost ISW Steel Components sází na techniku EWM, a tím šetří čas a materiál.
[casestudy_status] => Společnost ISW GmbH Steel Components z dolnorakouského Ennsdorfu se specializovala na výrobu velkých, těžkých a komplexních základních rámů pro stroje a zařízení. Přitom svařuje černou ocel o tloušťce 300 milimetrů a více, o délce až 20 metrů a s celkovou hmotností až 100 tun. Toto se provádí zejména v rámci svařovací metody MAG a jako svařování více vrstev. Svářeči ISW v rámci testovací fáze vyzkoušeli přístroje tří renomovaných výrobců.
[casestudy_solution] => Po testovací fázi se svářeči ISW rozhodli pro přístroje EWM. Proudové špičky M9 od EWM mají o 15 procent delší kontaktní plochu v porovnání s proudovými špičkami M8 a o 30 procent větší průřez závitu. Kontaktování svařovacího drátu je lepší a teplo se efektivněji odvádí. Na funkčním hořáku RD3X s grafickou indikací a integrovanou řídicí jednotkou lze nastavit veškeré parametry přímo na svařovacím hořáku. Osvětlení LED prosvětlí i tmavé pracovní oblasti. Inovativní proces svařování EWM forceArc puls se vyznačuje dobrým závarem a současně i výrazně sníženým pronikáním tepla. ewm Xnet 2.0, software řízení kvality pro svařování, zaznamenává svařovací data v reálném čase a může po síti analyzovat a spravovat všechny procesy svařování.
[casestudy_effectiv] => Výsledkem jsou delší průběžné doby a zkrácené doby díky delší životnosti proudových špiček. Při svařování se nachází v hořáku osm hodin, tak dlouho průměrně trvá, než bude konstrukční díl finálně svařený v automatizovaném zařízení. Dříve proudová špička vydržela jen jednu hodinu. Integrovaná řídicí jednotka profesionálního svařovacího hořáku RD3X s grafickým zobrazením uspoří kroky, protože veškeré relevantní parametry lze nastavit přímo na hořáku. Inovativní proces svařování EWM forceArc puls se jako jedinečný proces svařování použije ve výrobě ISW. Nízké pronikání tepla díky tomuto procesu znamená menší deformace a menší napětí v konstrukčním dílu, a tím méně rovnacích prací. Díky ewm Xnet 2.0 může být kvalita kompletně a rozsáhle zdokumentována.
[documents] => {"doc_name":["ISW PraxisReport DE","ISW CustomerStory EN"],"doc_link":["Praxisreport_ISW_DE_RZ-050919_3mm-BS_PDF-X3.pdf","Praxisreport_ISW_GB_RZ-050919_3mm-BS_PDF-X3.pdf"],"description":["ISW PraxisReport DE","ISW CustomerStory EN"]}
[imageslider] => {"image_link":["Abb1_Automatisierung_low.jpg","Abb2_Manuelle-Anwendung_low.jpg","Abb4_Funktionsbrenner-mit-LED_low.jpg","Abb5_ISW-Gruppenfoto_low.jpg","Abb6_Schweissnaht_low.jpg","Abb7_ewm-Xnet-20_low.jpg"],"description":["automatisierung","manuelle anwendung","funktionsbrenner","isw gruppenfoto","schweissnaht","ewm xnet 2.0"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 9
[access] => 1
[language] => *
[params] =>
[created] => 2019-10-25 11:38:30
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:35:23
[modified_by] => 590
[metakey] =>
[metadesc] => Höhere Durchlaufzeiten, gesteigerte Produktivität, minimale Nacharbeit, gesicherte Qualität – ISW GmbH Steel Components hat die gesamte Schweißproduktion auf EWM umgestellt. Bei Bauteilen mit 300 Millimetern Dicke, 20 Metern Länge und bis zu 100 Tonnen Ge
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-10-25 06:23:40
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 14
[hits] => 0
)
[24] => stdClass Object
(
[id] => 7
[catid] => 69
[name] => Ebner Industrieofenbau GmbH 2019
[alias] => ebner-industrieofenbau-gmbh
[customer] => Ebner Industrieofenbau GmbH
[customer_logo] => images/referenzen/logos_sonst/EBNER-Industrieofenbau-GmbH_logo.png
[titelbild] => images/referenzen/Ebner/Abb_3_L1470886_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Výhra na celé čáře ve všech kategoriích techniky svařování
[benefit_subtext] => Firma Ebner chtěla vyměnit celou svou svařovací techniku. Výzva čtyřem výrobcům svařovacích přístrojů organizovaná za tímto účelem výrobcem průmyslových pecí. Nakonec se jak svářeči, tak i údržbáři a svářečský dozor rozhodli
[teaser] => Firma Ebner, specialista na technologie tepelného zpracování a stavbu průmyslových pecí sídlící v rakouském městě Leonding nedaleko Lince, chtěla obnovit veškerou svařovací techniku. Výběr probíhal formou výzvy čtyř výrobců svařovacích přístrojů. Nakonec se svářeči, údržbáři a svářečský dozor jednohlasně usnesli na EWM. Nabídka expertů z Westerwaldu pro svařovací techniku přesvědčila na celé čáře – jak u přístrojů, tak i v procesní technice. Mezitím je celý svařovací provoz Ebner vybaven 45 svařovacími přístroji EWM – ke svařování WIG a MIG/MAG.
[casestudy_status] => U společnosti Ebner je od svářečů vyžadována vysoká flexibilita: stejně velké jako spektrum materiálů jsou velké i součásti, které podnik obrábí. Průmyslové pece mohou rychle dosáhnout velikosti rodinného domu – a tím se stávají imobilní. Proto neexistují žádné standardizované pracovní oblasti, ve kterých se vždy obrábí se stejným upnutím. Svářeč musí čelit pokaždé novým výzvám, pracovat přímo na konstrukčním dílu se svým přístrojem a často měnit stanoviště a polohu. Tato flexibilita, tyto speciální okrajové podmínky v pracovním prostředí a současně dobrá manipulovatelnost se svařovacími přístroji byly požadavky, kterým byli prodejci vystaveni.
[casestudy_solution] => EWM AG se oproti konkurenci vyznamenala ve třech důležitých bodech a to nakonec rozhodlo: systémové myšlení a kompletní nabídka u svařovacích přístrojů, flexibilita v procesech svařování a přesvědčivý servis. Svářeči musí často střídat různé procesy svařování. Proto je výhodné, když jeden přístroj pokryje celou paletu úloh, jak pro svařování MIG/MAG, tak i WIG. Prostřednictvím dvou posuvů drátu je stroj vybaven dvěma cívkami drátu, dvěma hořáky a dvěma lahvemi ochranného plynu. Změní-li se požadavek, svářeč vymění pouze svařovací hořák. Zbytek vyřídí stroj na stisknutí tlačítka.
[casestudy_effectiv] => Svářeči se rozhodli pro jednoduchou manipulaci s přístrojem a svařovacím hořákem, dobrou přístupnost, procesní bezpečnost přístrojů a bezporuchové podávání drátu. Obchodníci mohli výrazně ušetřit snížením nákladů na nastavení až o 50 procent v důsledku výrazně delší životnosti proudových trysek a plynových hubic. Tak se EWM rozhodla, že přijme tuto výzvu na všech úrovních. Mezitím se EWM stala jediným výrobcem svařovací techniky, jejíž přístroje se používají u společnosti Ebern – i přístroje nejnovější generace.
[documents] => {"doc_name":["PraxisReport Ebner DE"," CustomerStory Ebner EN"],"doc_link":["053-000051-00000_PraxisReport_Ebner_DE_web.pdf","053-000051-00001_PraxisReport_Ebner_EN_web.pdf"],"description":["PraxisReport Ebner DE"," CustomerStory Ebner EN"]}
[imageslider] => {"image_link":["Abb_2_L1470805_web.jpg","Abb_3_L1470886_web.jpg","Abb_4_L1470906_web.jpg","Abb_5_L1470935_01_web.jpg","Abb_6_L1470960_web.jpg","Abb_7_L1470999_web.jpg","Abb_8_L1470967_web.jpg","Abb_9_Ref_Ebner_web.jpg"],"description":["Ebner 1","Ebner 2","Ebner 3","Ebner 4","Ebner 5","Ebner 6","Ebner 7","Ebner 8"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 7
[access] => 1
[language] => *
[params] =>
[created] => 2019-09-03 07:44:48
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:30:05
[modified_by] => 590
[metakey] =>
[metadesc] => Die Firma Ebner wollte ihre gesamte Schweißtechnik erneuern. Dafür veranstaltete der Industrieofenbauer einer Challenge unter vier Schweißgeräteherstellern. Schließlich entschieden sich sowohl Schweißer als auch Instandhalter und Schweißaufsichtspersonen
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-03 08:21:31
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 20
[hits] => 0
)
[25] => stdClass Object
(
[id] => 10
[catid] => 57
[name] => Terranets bw GmbH
[alias] => terranets-bw-gmbh
[customer] => Terranets bw GmbH
[customer_logo] => images/referenzen/logos_sonst/terranets.png
[titelbild] => images/referenzen/terranets/Abb 5_ Feldstaerkemessung.jpg
[sectorId] => COM_EWMREFERENCE_ROHRLEITUNGSBAU
[materialId] => ["COM_EWMREFERENCE_STAHL"]
[processId] => ["COM_EWMREFERENCE_DEGAUSS"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Odmagnetování potrubí
[benefit_subtext] => Společnost terranets bw GmbH pravidelně kontroluje potrubní síť zemního plynu dlouhou 2000 km pomocí „ježka“, který magnetuje trubky. Opravy prováděné svařováním jsou velmi těžké. Pomoci může mobilní odmagnetovací zařízení Degauss 600 společnosti EWM.
[teaser] => Společnost terranets bw GmbH pravidelně kontroluje potrubní síť zemního plynu dlouhou 2000 km pomocí „ježka“, který magnetuje trubky. Opravy prováděné svařováním jsou velmi těžké. Pomoci může mobilní odmagnetovací zařízení Degauss 600 společnosti EWM, které může být nasazeno přímo na staveništi.
[casestudy_status] => Společnost terranets bw GmbH propojí do sítě stuttgartský podnik v Badensku-Württembersku a přilehlé zahraničí s evropskou energetickou infrastrukturou. Potrubí a zařízení pro přepravu plynu jsou řízeny a monitorovány prostřednictvím vysoce kvalitní sítě z optických vláken, takže je možné nepřetržité efektivní napájení. Protože plynová vysokotlaká potrubí musí odpovídat nejvyšším bezpečnostním standardům, společnost terranets bw GmbH jako provozní podnik pravidelně kontroluje tloušťku stěn pomocí „ježka“. Tyto zkušební systémy ale mají problém: zmagnetují potrubí. Jsou-li potřebné opravy, dochází pak při svařování k odklonění svařovacího oblouku, a tím ke vzniku pórů a neprovaření.
[casestudy_solution] => K vyřešení tohoto problému společnost EWM AG vyvinula odmagnetovací zařízení Degauss 600. Šikovný a kompaktní přístroj je nejen uživatelský příjemný, ale také vhodný na staveniště. K odmagnetování trubky se kolem trubky navine co možná nejtěsněji proudový kabel. Protékajícím proudem v kabelu lze vytvořit opačně orientované magnetické pole stejné intenzity, a tím se eliminuje zbytkový magnetismus. Čím více závitů se na trubku navine, tím větší je maximální intenzita magnetického pole, kterou lze vytvořit konstantním protékajícím proudem. Přístroj Degauss 600 nabízí dvě možnosti odmagnetování. Při funkci přístroje Degauss se protékající proud, který je zpočátku vysoký, postupně snižuje při současně střídavé polaritě protékajícího elektrického proudu. Tak se součást odmagnetuje. U krátkých součástí funguje tato metoda velmi dobře. Na rozdíl od toho se metoda activgauss hodí pro dlouhé součásti, např. potrubí. Při metodě protéká závity trvalý proud, čímž se vytvoří permanentní magnetické pole.
[casestudy_effectiv] => Degauss 600 se díky své nižší hmotnosti a malé konstrukční velikosti hodí na staveniště, a navíc je obsluha velmi jednoduchá. Díky dálkovému ovladači lze zdroj svařovacího proudu umístit i mimo stavební výkop. Jeho pomocí lze vyřešit problém s magnetismem při opravách svarů při stavbě potrubí i u silných magnetických polí. Nasazení odmagnetovacího zařízení na staveništích společnosti terranets bw GmbH přesvědčilo nejen samotný podnik provozovatele, ale také provádějící stavební podnik Leonhard & Weiss GmbH i odpovědného nezávislého technika dozoru z institutu TÜV Süd.
[documents] => {"doc_name":["terranets PraxisReport DE","terranets CustomerStory EN"],"doc_link":["053-000100-00000_PraxisReport_terranets_DE.pdf","053-000100-00001_PraxisReport_terranets_EN.pdf"],"description":["terranets PraxisReport DE","terranets CustomerStory EN"]}
[imageslider] => {"image_link":["Abb 5_ Feldstärkemessung.jpg","Abb 6_Schweißung_Rohrabschnitt.jpg","Abb 7_Degauss_600.jpg","Abb 9_WIG-Schweißung.jpg","ROSEN-Group_RoCombo MFL-A_XT.JPG"],"description":["feldstärkenmessung","schweißung rohrabschnitt","Degauss 600","WIG Schweißung","ROSEN-Group"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 10
[access] => 1
[language] => *
[params] =>
[created] => 2019-07-16 11:39:00
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:38:55
[modified_by] => 590
[metakey] =>
[metadesc] => Die terranets bw GmbH untersucht ihr 2000 km langes Leitungsnetz für Erdgas regelmäßig mit „Rohrleitungsmolchen“, die die Rohre magnetisieren. Reparaturen, bei denen geschweißt werden muss, fallen so schwer. Abhilfe schafft das mobile Entmagnetisierungsgerät Degauss 600 von EWM
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-11-11 12:39:19
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 14
[hits] => 0
)
[26] => stdClass Object
(
[id] => 4
[catid] => 69
[name] => POLLRICH
[alias] => pollrich
[customer] => POLLRICH GmbH
[customer_logo] => https://www.pollrich.com/fileadmin/images/pollrich-logo.png
[titelbild] => images/referenzen/sliderbilder/121227_pollrich_bild_2_2.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_MAG_WIG_SCHWEISSEN"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Správa svařovací techniky jen s jedním systémem
[benefit_subtext] => Moderní svařovací technika má samozřejmě poskytnout vyšší produktivitu a kvalitu se současným snížením nákladů. V současné době jsou však systémy řízení svařování stále důležitější...
[teaser] => Moderní svařovací technika má samozřejmě poskytnout vyšší produktivitu a kvalitu se současným snížením nákladů. V dnešní době jsou však mnohem důležitější systémy řízení svařování, které spravují a dokumentují relevantní údaje a splňují veškeré nároky na řízení jakosti. Byly to právě tato systémová koncepce a kompletní nabídka, které přesvědčily společnost POLLRICH o kvalitách EWM. V roce 2018 pak výrobce průmyslových ventilátorů přestavěl celou svou výrobu na EWM a od té doby zde také odebírá veškeré opotřebitelné díly a přídavné materiály.
[casestudy_status] => Společnost POLLRICH vyrábí průmyslové ventilátory. Tyto ventilátory přivádějí vzduch do tunelů, nákupních domů nebo všech letištních budov. V (petro)chemii, dřevařském nebo betonářském průmyslu se přepravují i abrazivní a agresivní média. U těchto bezpečnostních součástí musí být splněny všechny požadavky na dokumentaci, aby byly splněny požadavky na zajištění jakosti a sledovatelnost.
[casestudy_solution] => EWM Xnet je systém řízení svařování od společnosti EWM. Tento systém podporuje, sleduje a dokumentuje celý výrobní proces součásti počínaje přípravou práce až po dodatečnou kalkulaci. Veškerá svařovací data a spotřební hodnoty se zaznamenávají v reálném čase a výsledky svařování lze analyzovat, kontrolovat a spravovat. Navíc vás Xnet podpoří při správě součástí, při sestavování plánu sledu svařovacích operací a přiřazování postupů ke svařování. Ty lze také spravovat a v případě potřeby dokonce samostatně vytvářet. A v neposlední řadě patří k portfoliu Xnet individuální sledování osvědčení ze zkoušek svářečů a přiřazení jednotlivých přístupových oprávnění.
[casestudy_effectiv] => „S Xnet je celková správa svařovací techniky možná jen s jediným systémem,“ říká s potěšením Thorsten Wirtz, svářečský dozor a vedoucí oddělení řízení jakosti u společnosti POLLRICH. Protože svařovací přístroje, systémy posuvu drátu a svařovací hořáky rovněž pocházejí od společnosti EWM, je výměna dat v rámci systému a mezi jeho komponenty optimálně sladěná a práce s Xnet je proto jednoduchá, rychlá a bezpečná.
[documents] => {"doc_name":["PraxisReport Pollrich DE","CustomerStory Pollrich EN"],"doc_link":["Praxisreport_Pollrich_Nov_2018_DE_BA.pdf","Praxisreport_Pollrich_Nov_2018_GB_MW.pdf"],"description":["PraxisReport Pollrich DE","CustomerStory Pollrich EN"]}
[imageslider] => {"image_link":["121227_pollrich_bild_1.jpg","121227_pollrich_bild_2_2.jpg","IMG_0248.jpg"],"description":["Pollrich","Pollrich","Pollrich"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 4
[access] => 1
[language] => *
[params] =>
[created] => 2018-11-30 13:11:03
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:36:43
[modified_by] => 590
[metakey] =>
[metadesc] => Eine moderne Schweißtechnik soll selbstverständlich eine höhere Produktivität und Qualität bei gleichzeitiger Kostenreduktion liefern. Doch viel relevanter werden heutzutage Schweißmanagementsysteme
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-08-31 08:23:46
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 20
[hits] => 0
)
[27] => stdClass Object
(
[id] => 2
[catid] => 58
[name] => Hüffermann
[alias] => hueffermann
[customer] => Hüffermann Transportsysteme GmbH
[customer_logo] => images/referenzen/hueffermann/logo_hueffermann.png
[titelbild] => images/referenzen/hueffermann/A1590898-ret_low_web.jpg
[sectorId] => COM_EWMREFERENCE_FAHRZEUGBAU
[materialId] => ["COM_EWMREFERENCE_UN_NIEDRIG"]
[processId] => ["COM_EWMREFERENCE_MAG_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Až o 10 % více přívěsů na pracoviště a rok
[benefit_subtext] => Na začátku bylo přání snížit přesčasové hodiny na nulu. Výsledkem byla přestavba celé výroby na výrobky EWM...
[teaser] => Na začátku bylo přání snížit přesčasové hodiny na nulu. Výsledkem byla přestavba celé výroby na výrobky EWM: společnost Hüffermann Transportsysteme GmbH v Neustadtu (Dosse) mohla po inovačním a technologickém poradenství ewm maXsolution zkrátit pracovní dobu na jednom pracovišti o 15 procent a zároveň zvýšit nárůst výkonu o 10 procent. Investice se amortizovala během jednoho roku – dobrý důvod, aby společnost napříště pracovala jen s EWM.
[casestudy_status] => „Původně jsme chtěli jen snížit naše stále se opakující přesčasy. Neboť jen pomocí přesčasových hodin jsme mohli dodržet naše dodací lhůty,“ vysvětluje Torsten Völker, vedoucí výroby „Tažené jednotky“ u společnosti Hüffermann. Úlohou Toralfa Pekrula, vedoucího pobočky Wittstock a Rathenow EWM, a servisního pracovníka EWM Jeffrey Kubeho nejdříve byla optimalizace výroby na jednom pracovišti, aby již nedocházelo k přesčasovým hodinám.
[casestudy_solution] => V rámci uceleného poradenství ewm maXsolution odborníci EWM posoudili celý procesní řetězec a každý detail byl ve výrobním procesu co nejpřesněji zkoumán, od dopravy plynu a podávání drátu přes proces svařování až k proudové špičce. U každého seřizovacího šroubu specialisté EWM na každém pracovišti optimalizovali a sestavili všechny kroky výrobního řetězce v systému.
[casestudy_effectiv] => ...skvělá časová úspora a amortizace investice během jednoho roku: realizací mnoha konkrétních opatření navržených společností EWM mohla společnost nalézt řešení, které uspokojí jak pracovníka, tak i rostoucí nároky trhu. Zkrácení pracovní doby až o 15 procent, současně zvýšení výkonu až o 10 procent a snížení spotřeby plynu o jednu třetinu, při stejné kvalitě a prokázané čísly společnosti – to byly přesvědčivé argumenty, aby podnik dominující na trhu se systémy transportních vozidel a vozidel pro recyklaci přestavěl celou svou výrobu svařováním se 68 pracovišti na výrobky EWM. S časovou úsporou z celkové koncepce byla výkonnost nejenom udržena, ale dokonce i zvýšena. Pro pana Völkera je to rozhodujícím aspektem, neboť platí „Můžeš si koupit všechno, jen ne čas!“
[documents] => {"doc_name":["PraxisReport Hüffermann DE"," CustomerStory Hüffermann EN"],"doc_link":["053-000080-00000_PraxisReport_Hueffermann_DE.pdf","2018_10_Praxisreport_Hueffermann_GB_seiten.pdf"],"description":["PraxisReport Hüffermann DE"," CustomerStory Hüffermann EN"]}
[imageslider] => {"image_link":["A1590898-ret_low_web.jpg","A1590928-ret_low_web.jpg","B1670386-ret_low_web.jpg","B1670393-ret_low_web.jpg","B1670430_low_ret_web.jpg"],"description":["Hüffermann 1","Hüffermann 2","Hüffermann 3","Hüffermann 4","Hüffermann 5"]}
[links] => {"doc_name":["Youtube",""],"doc_link":["https://www.youtube.com/watch?v=IpejOeONOzM",""],"description":["Link",""]}
[article_id] => 0
[ordering] => 2
[access] => 1
[language] => *
[params] =>
[created] => 2018-10-17 12:00:56
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:35:01
[modified_by] => 590
[metakey] =>
[metadesc] => Am Anfang stand der Wunsch, die Überstunden auf Null zu reduzieren. Das Ergebnis war die Umstellung der gesamten Produktion auf EWM-Produkte
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-02 08:23:29
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 27
[hits] => 0
)
[28] => stdClass Object
(
[id] => 14
[catid] => 71
[name] => AST Apparatebau GmbH
[alias] => ast-apparatebau-gmbh
[customer] => AST Apparatebau GmbH
[customer_logo] => images/ast-apparatebau-16995-m.png
[titelbild] => images/referenzen/sliderbilder/EWM_AST_7_web.jpg
[sectorId] => COM_EWMREFERENCE_ANLAGEBAU
[materialId] => ["COM_EWMREFERENCE_EDEL_ALU"]
[processId] => ["COM_EWMREFERENCE_TIG_SPEED"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Je ale potřebná jen čtvrtina doby svařování
[benefit_subtext] => I přes zadání přísných průmyslových norem pro chemický velkoprůmysl mohla společnost AST Apparatebau GmbH ze Siegerlandu zkrátit dobu svařování nasazením tigSpeed až o 75 procent...
[teaser] => I přes zadání přísných průmyslových norem pro chemický velkoprůmysl mohla společnost AST Apparatebau GmbH ze Siegerlandu zkrátit dobu svařování nasazením tigSpeed až o 75 procent. tigSpeed je systém podávání drátu pro svařování WIG. Drát je nejen průběžně posouván, jak je známo ze svařování MIG/MAG, ale je dále automaticky zase vytahován ze svařovací lázně. Posuv drátu tak imituje ruční proces při svařování WIG.
[casestudy_status] => Chladicí hadi potřební pro míchací zařízení se obvykle zvenčí navaří na plášť nádoby jako poloviční trubka. U velkých míchacích nádob se mohou délky svarů rychle zvýšit až na několik set metrů. Ke splnění požadavků průmyslových norem musí být kořenové vrstvy svařovány metodou WIG. Krycí vrstva se vytvoří metodou MAG. Jeden metr svaru metodou WIG se udělá asi za 25 minut, tato hodnota výrazně převyšuje rychlost svařování MAG.
[casestudy_solution] => Systémem podávání drátu tigSpeed pro svařování WIG je možné nepřetržité svařování WIG s nekonečným přívodem přídavného materiálu – bez míst pro nasazení hořáku v důsledku výměny svařovacích tyčinek. A: Použitím horkého drátu může být nataveno více materiálu a v důsledku toho může být svařováno s větší rychlostí.
[casestudy_effectiv] => V současné době svářeči společnosti AST Apparatebau potřebují jen pět minut na jeden metr kontinuálního svaru WIG vytvořeného s tigSpeed a horkým drátem. To znamená časovou úsporu zhruba 75 procent oproti ručnímu procesu svařování. Tato metoda představuje pro technického ředitele Joachima Junga další výhodu: „Velmi atraktivní je u svařování WIG s tigSpeed možnost další automatizace svařovacího úkolu.“ I když se podnik ještě nevydal touto cestou, vysoký nárůst produktivity nové metody přesvědčil tak, že nyní mají být s tigSpeed a horkým drátem svařována i hrdla – a na míchacích nádobách je spousta hrdel.
[documents] => {"doc_name":["PraxisReport AST DE"," CustomerStory AST EN"],"doc_link":["053-000044-00000_PraxisReport_AST_DE.pdf","053-000044-00001_PraxisReport_AST_EN_druck.pdf"],"description":["PraxisReport AST DE"," CustomerStory AST EN"]}
[imageslider] => {"image_link":["EWM_AST_1_Ruehrwerksbehaelter_web.jpg","EWM_AST_2_Halbrohre_web.jpg","EWM_AST_4_WIG-Brenner_web.jpg","EWM_AST_5_WIG-Heißdraht_web.jpg","EWM_AST_7_web.jpg"],"description":["Rührwerksbehälter","Halbrohre","WIG Brenner","WIG Heißdraht",""]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 14
[access] => 1
[language] => *
[params] =>
[created] => 2018-10-16 12:31:28
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:29:24
[modified_by] => 590
[metakey] =>
[metadesc] => Trotz der Vorgabe strenger Industrienormen für die Großchemie konnte die AST Apparatebau GmbH aus dem Siegerland die Schweißzeit durch den Einsatz von tigSpeed um bis zu 75 Prozent senken
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 9
[hits] => 0
)
[29] => stdClass Object
(
[id] => 3
[catid] => 60
[name] => Hering
[alias] => hering
[customer] => Hering AG
[customer_logo] => images/referenzen/Hering/Hering_Logo.png
[titelbild] => images/referenzen/Hering/Abb_2_web.jpg
[sectorId] => COM_EWMREFERENCE_ROHRLEITUNGSBAU
[materialId] => ["COM_EWMREFERENCE_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_TIG_SPEED","COM_EWMREFERENCE_WIG_HEISSDRAHT"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Zkrácení vedlejších časů až o 50 procent
[benefit_subtext] => Původně to byl jen nápad servisního pracovníka společnosti EWM, aby se spojení přírub a trubek svařovala metodou WIG. Na konci stály úspory ve výši až 50 procent ...
[teaser] => Původně to byl jen nápad servisního pracovníka společnosti EWM, aby se spojení přírub a trubek svařovala metodou WIG. Na konci stály úspory ve výši až 50 procent vzniklé pouhým snížením vedlejších časů. Přitom svařování WIG hrálo u společnosti Hering AG (Gunzenhausen) vždy jen podřadnou roli. Společnost EWM formou zápůjčky poskytla podniku, který vyrábí výměníky tepla, podavač drátu tigSpeed pro svařování WIG. Už po pouhé půlhodině dosáhli svářeči lepších výsledků než předtím. A když měl být přístroj po zkušebním období jednoho týdne znovu vyzvednut, svářeči se již dohadovali o tom, kdo by mohl s tigSpeed pracovat.
[casestudy_status] => Jsou to nespočetné trubky, které se používají u společnosti Hering: mnoho trubek je svazkováno a poté vloženo do jiné trubky. K výrobě těchto výměníků tepla si společnost Hering AG vybrala svařování MMA a MIG/MAG. WIG hraje pouze podřadnou roli. Přitom je svařování WIG předurčeno pro spojení přírub a trubek. Metoda poskytuje svary vysoké kvality současně se sníženým vneseným teplem a minimální tvorbou rozstřiku. To by výrazně snížilo dodatečnou práci. Zaměstnanci jsou zvyklí pracovat jen jednou rukou při ručním svařování obalenou elektrodou a na nepřetržitý posuv drátu při svařování MIG/MAG.
[casestudy_solution] => Servisní pracovník navrhl přidat spojení přírub a trubek s metodou WIG a tigSpeed, protože zde jsou potřebné vysoce kvalitní svařovací spoje. Kvůli počáteční skepsi jim zapůjčil vhodný přístroj. tigSpeed je podavač drátu WIG. Imituje ruční proces při svařování WIG, ve kterém je kontinuální podávání drátu překryto dodatečným pohybem drátu dopředu a vzad. Tak bude přídavný materiál zase vytažen ze svařovací lázně a odkapává. Při svařování horkým drátem se přídavný materiál vždy předehřeje. Ještě jednou to zvýší odtavovací výkon, materiál lépe teče a výsledkem je velmi rovnoměrný vzhled svaru.
[casestudy_effectiv] => Výhody pro vás jsou zřejmé: díky automatizovanému posuvu drátu se svářeč může plně soustředit na proces svařování. „Příruba může být na trubku navařena v rámci jediného kroku – bez míst pro nasazení hořáku v důsledku výměny svařovacích tyčinek,“ shrnuje metodu Valmir Xhaferi, svářeč u společnosti Hering AG. Kromě toho zůstane jedna ruka díky automatickému podávání volná a může pomoci druhé ruce při vedení. „To je právě u dlouhých svarů obrovská úleva,“ míní Xhaferi. A Christian Rasch, CEO/předseda společnosti Hering AG, je přesvědčený, že úspory v podniku by s kratší dobou potřebnou k přípravě byly mnohem vyšší.
[documents] => {"doc_name":["PraxisReport Hering DE"," CustomerStory Hering EN"],"doc_link":["PraxisReport_Hering_4seitig_DE_12_2016_neu_Myriad.pdf","PraxisReport_Hering_4seitig_EN_12_2016.pdf"],"description":["PraxisReport Hering DE"," CustomerStory Hering EN"]}
[imageslider] => {"image_link":["Abb_1_web.jpg","Abb_2_web.jpg","Abb_4b_web.jpg","Abb_5_web.jpg","Abb_6_web.jpg","Abb_7_web.jpg"],"description":["Hering 1","Hering 2","Hering 3","Hering 4","Hering 5","Hering 6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 3
[access] => 1
[language] => *
[params] =>
[created] => 2017-09-18 12:04:12
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:31:30
[modified_by] => 590
[metakey] =>
[metadesc] => Ursprünglich war es nur eine Idee des Außendienstmitarbeiters von EWM, Rohr-Flansch-Verbindungen mit WIG zu schweißen. Am Ende standen Einsparungen von bis zu 50 Prozent
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-02 08:23:02
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 18
[hits] => 0
)
[30] => stdClass Object
(
[id] => 5
[catid] => 69
[name] => MESA
[alias] => mesa
[customer] => MESA Metall-Stahlbau GmbH
[customer_logo] => images/referenzen/Mesa/mesa.jpg
[titelbild] => images/referenzen/Mesa/L1005599_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_NIEDRIG"]
[processId] => ["COM_EWMREFERENCE_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Vyšší kvalita svařování a snížené náklady díky ewm maXsolution
[benefit_subtext] => Když se při výrobě větší zakázky kalkulace vymkla z ruky, vedoucí společnosti MESA oslovil pobočku EWM v Rathenow. Jen během tří měsíců...
[teaser] => Když se při výrobě větší zakázky kalkulace vymkla z ruky, vedoucí společnosti MESA oslovil pobočku EWM v Rathenow. Jen během tří měsíců podnik přestavěl celou svou výrobu na základě analýzy inovačního a technologického poradenství ewm maXsolution. S novým svařovacím vybavením společnosti EWM dnes může podnik nejen vyrábět v nejvyšší třídě jakosti CL1, ale také se mohly výrazně snížit i náklady.
[casestudy_status] => Stejně jako většina podniků střední velikosti v odvětví stavby kovových a ocelových konstrukcí musí i společnost MESA vyrábět co možná nejlevněji a zároveň velmi kvalitně a všude tam, kde je to možné, zaplnit mezery na trhu. Takovou mezeru na trhu vidí společnost MESA ve výrobě kolejových vozidel s jejími velmi vysokými požadavky na kvalitu. Ale výroba s konvenční svařovací technikou a přístroji jiných výrobců se ukázala být tak drahá, že byla kalkulace velmi těsná. Podnik se musel porozhlédnout po jiných výrobních alternativách.
[casestudy_solution] => V rámci inovačního a technologického poradenství ewm maXsolution si odborníci společnosti EWM posvítili na každý jednotlivý krok ve výrobním procesu celého procesního řetězce a analyzovali je. „Poradenství bylo nejen kompetentní a proaktivní, ale také zahrnovalo nová řešení pro problémy, které jsme dříve nevnímali,“ shrnuje Pierre Mack, ředitel MESA Metall-Stahlbau GmbH. Nasazením svařovacích přístrojů a hořáků EWM i inovativních svařovacích metod bylo ve všech myslitelných oblastech dosaženo úspor: u svařovací doby, materiálu, ochranného plynu, u přídavných materiálů, spotřeby proudu, opotřebitelných dílů a zejména u dodatečné práce.
[casestudy_effectiv] => „Výrobní dobu pro svařování a broušení jsme mohli zkrátit o neuvěřitelných 57 procent,“ informuje Mack. Základ tvoří především nový proces svařování forceArc puls. Tento inovativní svařovací oblouk se vyznačuje menším množstvím vneseného tepla, je téměř bez rozstřiku a dovoluje vyšší rychlost svařování. Vedle ručního svařování, které vyžaduje jen velmi krátké doby zapracování, mohla společnost MESA mechanizovat i některé procesy svařování. Mechanizace ještě více zvýšila kvalitu procesu svařování následkem rovnoměrně vysoké stálosti. Investice se amortizovala již po velmi krátké době. Ale především se zvýšilo výrobní spektrum společnosti MESA: „Mnoho zakázek bychom vůbec nedostali, kdybychom nemohli takto svařovat,“ informuje Mack. „S běžnými přístroji bychom někdy nebyli schopni konkurovat.“
[documents] => {"doc_name":["PraxisReport MESA DE"," CustomerStory MESA EN"],"doc_link":["EWM_PraxisReport_Mesa_DE_053_000046_00000.pdf","EWM_CustomerStory_Mesa_EN_053_000046_00001.pdf"],"description":["PraxisReport MESA DE"," CustomerStory MESA EN"]}
[imageslider] => {"image_link":["L1005599_web.jpg","L1005669_web.jpg","L1005738_web.jpg","L1005740_web.jpg"],"description":["Mesa 1","Mesa 2","Mesa 3","Mesa 4"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 5
[access] => 1
[language] => *
[params] =>
[created] => 2017-09-15 12:23:28
[created_by] => 592
[created_by_alias] =>
[modified] => 2022-01-18 07:29:08
[modified_by] => 590
[metakey] =>
[metadesc] => Als die Kalkulation beim Fertigen eines größeren Auftrags aus dem Ruder lief, konsultierte MESA den Leiter der EWM-Niederlassung in Rathenow. Innerhalb von nur drei Monaten
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 2019-09-03 08:21:31
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 59
[hits] => 0
)
[31] => stdClass Object
(
[id] => 1
[catid] => 60
[name] => ITAG
[alias] => itag
[customer] => ITAG Valves & Oilfield Products GmbH
[customer_logo] => images/referenzen/logos_sonst/ITAG_Logo.png
[titelbild] => images/itag1.png
[sectorId] => COM_EWMREFERENCE_ROHRLEITUNGSBAU
[materialId] => ["COM_EWMREFERENCE_NICKEL_BASIS"]
[processId] => ["COM_EWMREFERENCE_MAG_HEISSDRAHT"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Navařování s odtavovacím výkonem až 13,8 kg
[benefit_subtext] => ITAG Valves & Oilfield Products GmbH
[teaser] => Kulové armatury a uzavírací kohouty společnosti ITAG Valves & Oilfield Products GmbH se v potrubích používají po celém světě – na suchých písečných pouštích i ve věčném ledě. Tam musí vydržet déle než 25 let, aniž by jim mohla nějakým způsobem uškodit agresivní média. Kombinace svařování MAG a dodatečného podávání horkého drátu zvyšuje u technologie EWM odtavovací výkon. Současně je důležitá vysoká stálost všech parametrů, protože je proces i přes velký výkon extrémně citlivý.
[casestudy_status] => NBA 625 je slitina niklu s velmi dobrou odolností vůči korozi – ovšem jen tehdy, jestliže je zachováno její technologické složení. Zvláště obsah železa může negativně ovlivnit vlastnosti materiálu. V důsledku toho je obtížné aplikovat vrstvu NBA 625 na ocel obsahující uhlík pomocí tepelného procesu, aniž by se získala velká směs různých materiálů a zachovala čistota nanášené vrstvy. Tyto vrstvy byly z velké části svařovány mechanizovaně, buď pomocí procesu MAG s odtavovacím výkonem 5 kg za hodinu, nebo pomocí WIG s odtavovacím výkonem 2,5 kg za hodinu.
[casestudy_solution] => Cílem je dosáhnout co největšího odtavovacího výkonu za současně malého promísení. I když se aplikační techniky společnosti EWM nejdříve zdají být komické, bylo svařování MAG u společnosti ITAG kombinováno s dodatečným podáváním drátu pomocí podavače horkého drátu tigSpeed. Důvodem bylo získat větší energii svařovacího oblouku v přídavném materiálu. Bylo tak roztaveno méně základního materiálu, což prospívá k čistotě nanášené vrstvy. Tímto způsobem mohl být najednou zdvojnásoben dopravní i odtavovací výkon.
[casestudy_effectiv] => Odtavovací výkon až 13,8 kg za hodinu je více než dvojnásobně větší než při svařování MAG a čtyřnásobně větší než při svařování WIG horkým drátem. Navíc těsně vedle sebe ležící svarové housenky díky extrémně vysoké stálosti v posuvu drátu a parametrech svařování vykazují velmi nízkou vlnitost (méně než 0,5 milimetru). Svařování nanášené vrstvy tak musí být asi o 1 milimetr vyšší než pozdější požadovaný rozměr, tohoto stavu je dosaženo obráběním. Tímto způsobem může společnost ITAG vedle času ušetřit i velké množství drahého materiálu.
[documents] => {"doc_name":["Praxis Report ITAG DE"," CustomerStory ITAG EN"],"doc_link":["EWM_PraxisReport_Itag_DE_053_000016_000001.pdf","EWM_CustomerStory_Itag_EN_053_000016_00001.pdf"],"description":["Praxis Report ITAG DE"," CustomerStory ITAG EN"]}
[imageslider] => {"image_link":["itag1.png","itag2.png","itag3.png"],"description":["","",""]}
[links] => {"doc_name":["Google"],"doc_link":["http://www.google.de"],"description":["das ist google"]}
[article_id] => 0
[ordering] => 1
[access] => 1
[language] => *
[params] =>
[created] => 2017-07-20 08:33:18
[created_by] => 591
[created_by_alias] =>
[modified] => 2022-01-18 07:35:39
[modified_by] => 590
[metakey] =>
[metadesc] => Die Kugelarmaturen und Absperrhähne der ITAG Valves & Oilfield Products GmbH werden in Pipelines überall auf der Welt eingesetzt – in trockenen Sandwüsten ebenso wie im ewigen Eis. Mit einer Kombination aus MAG-Schweißen und zusätzlicher Heißdrahtzufuhr verdoppelt EWM-Technologie auf Anhieb die Abschmelzleistung.
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 32
[hits] => 0
)
[32] => stdClass Object
(
[id] => 6
[catid] => 69
[name] => Geha b.v.
[alias] => geha-b-v
[customer] => Machinefabriek & Apparatenbouw Geha b.v.
[customer_logo] => images/referenzen/logos_sonst/Geha.png
[titelbild] => images/referenzen/geha.png
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_NIEDRIG"]
[processId] => ["COM_EWMREFERENCE_XNET"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => S EWM lze prokázat kvalitu
[benefit_subtext] => Čím kritičtější je součást, tím vyšší jsou požadavky na prokázání kvality a zpětnou sledovatelnost. Se softwarem řízení kvality ewm Xnet jsou tato data k dispozici vždy a všude – a je možné udělat mnohem více.
[teaser] => Čím kritičtější je součást, tím vyšší jsou požadavky na prokázání kvality a zpětnou sledovatelnost. Se softwarem řízení kvality ewm Xnet jsou tato data k dispozici vždy a všude – a je možné udělat mnohem více. U nizozemské firmy Machinefabriek & Apparatenbouw Geha b.v. analýza svařovacích dat ukázala hlavní a vedlejší časy. Protože byly vedlejší časy příliš dlouhé, odpovědné osoby analyzovaly důvody a případně zavedly příslušná opatření, např. podporu při manipulaci nebo dodatečnou dodávku spotřebního materiálu na pracoviště. Snížení vedlejších časů znamená zvýšení produktivity, neboť dlouhé vedlejší časy představují vysoké režijní náklady.
[casestudy_status] => Výměníky tepla vyrobené společností Geha včetně ocelových konstrukcí se po celém světě používají i v klimaticky extrémních podmínkách. Společnost Geha již má svařovací přístroje od EWM; nejstarší pochází z roku 2002. Cílem bylo propojení všech přístrojů do sítě a nepřetržité zaznamenávání všech parametrů svařování, aby mohla být kdykoli bezpečně prokázána kvalita svarů. Podle názoru France van Wilgen, ředitele firmy Geha B.V., je nepřetržité zaznamenávání svařovacích dat stále důležitější. Jen s nepřetržitě zaznamenávanými daty může být skutečně prokázána kvalita. Tyto požadavky platí již dnes k dodržování směrnice ČSN EN 1090.
[casestudy_solution] => Po předběžné instalaci LAN kabelů – pro spojení WLAN se ve výrobě společnosti Geha nachází příliš mnoho oceli, která by mohla rušit bezdrátové spojení WLAN – bylo do sítě během jednoho dne integrováno všech pět svařovacích přístrojů. Od té doby ewm Xnet zcela automaticky zaznamenává online veškerá data pěti svařovacích přístrojů. Data mohou být analyzována a vyhodnocována svářečským dozorem, živě i zpětně. Na externích staveništích se data zaznamenávají offline a dočasně se ukládají na paměťové médium. Poté se data přenesou na server.
[casestudy_effectiv] => ewm Xnet zajistí kvalitu svařování, umožňuje jejich ověření a podporuje svářeče, aby pracovali s předvídavostí. Tak lze pomocí svařovacích dat stanovit optimální dobu k výměně opotřebitelných dílů, aby byly vyměněny co možná nejpozději. To znamená dvojitou úsporu: nebudou měněny ještě funkční díly a výpadek pracovní doby bude odsunut na pozdější dobu. Prodlouží to dobu produktivního svařování. Nasazením ewm Xnet společnost Geha zajišťuje výrobu s požadovanou kvalitou – a navíc to může prokázat.
[documents] => {"doc_name":["PraxisReport Geha DE"," CustomerStory Geha EN"],"doc_link":["053-000045-00000_PraxisReport_Geha_4seitig_DE_09_2017.pdf","053-000045-00001_PraxisReport_Geha_4seitig_GB_09_2017.pdf"],"description":["Praxis Report Geha DE"," CustomerStory Geha EN"]}
[imageslider] => {"image_link":["geha.png","geha2.png","geha3.png"],"description":["Geha 1","Geha 2","Geha 3"]}
[links] => {"doc_name":["YouTube"],"doc_link":["https://youtu.be/N10nlNsxaiU"],"description":["EWM Xnet Video"]}
[article_id] => 0
[ordering] => 6
[access] => 1
[language] => *
[params] =>
[created] => 2016-10-17 06:47:45
[created_by] => 591
[created_by_alias] =>
[modified] => 2022-01-18 07:30:33
[modified_by] => 590
[metakey] =>
[metadesc] => Je kritischer das Bauteil, desto höher die Anforderungen an Qualitätsnachweise und Rückverfolgbarkeit. Mit der Qualitätsmanagement-Software ewm Xnet stehen diese Daten immer und überall zur Verfügung – und können noch viel mehr leisten
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 36
[hits] => 0
)
[33] => stdClass Object
(
[id] => 12
[catid] => 57
[name] => Siemens
[alias] => siemens
[customer] => Siemens
[customer_logo] => images/referenzen/logos_schienen/siemens_logo_petrol_cmyk_web.jpg
[titelbild] => images/referenzen/sliderbilder/Siemens_L1000369_web.jpg
[sectorId] => COM_EWMREFERENCE_SCHIENENBAU
[materialId] => ["COM_EWMREFERENCE_SCHWARZ_EDEL"]
[processId] => [""]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Až 60% úspora díky menšímu úhlu otevření svaru
[benefit_subtext] => Méně svarových housenek znamená kratší svařovací čas. To podmiňuje menší pronikání tepla, což redukuje deformace při svařování, a tím i rovnací práce. Souhrnem to může vést k úsporám až 60 % u nákladů na platy, materiál a energie –
[teaser] => Méně svarových housenek znamená kratší svařovací čas. To podmiňuje menší pronikání tepla, což redukuje deformace při svařování, a tím i rovnací práce. Souhrnem to může vést k úsporám až 60 % u nákladů na platy, materiál a energie, jako ve společnosti Siemens. Těchto výsledků společnost Siemens dosáhla nasazením inovativního procesu svařování forceArc od EWM. Ale přestavba na proces svařování EWM měla ještě další výhodu: výrazně se snížily i emise svářečského dýmu, což chrání zdraví svářečů.
[casestudy_status] => vyšší kvalita a současně menší náklady představují standardní požadavky zákazníků. Proto se svářečští inženýři společnosti Siemens v oblasti svařovací techniky stále pokoušejí hledat možnosti úspor. V rámci kongresu DVS představili experti na svařování společnosti EWM nové druhy svařovacích oblouků a výrobní sestavy zaměřené na budoucnost. Ještě na kongresu byl sjednán termín pro předvádění.
[casestudy_solution] => Inovativní proces svařování EWM forceArc se vyznačuje svým účinným, směrově stabilním svařovacím obloukem minimalizujícím teplo. Dociluje velké hloubky závaru a současně snižuje vruby svaru. Tím může být výrazně zredukován úhel otevření svaru. Typické jsou redukce z původních 60° na 30°. Dochází k redukci přípravných prací. Výrazně klesne i počet svarových housenek, což příslušně zkracuje dobu svařování a snižuje spotřebu materiálu. Ještě důležitější je menší pronikání tepla: výrazně brání deformacím při svařování, takže poté není třeba provádět tolik rovnacích prací.
[casestudy_effectiv] => Velká úspora pracovní doby díky menšímu počtu svarových housenek, protože dochází k redukci úhlu otevření svaru, a tím k menším nákladům na plyn a proud pro svařovací přístroj, navíc menší pronikání tepla snižuje deformace, a tím dodatečné práce: tyto efekty vyvolává nasazení inovativního procesu svařování forceArc ve společnosti Siemens. Proces svařování navíc probíhá bez rozstřiku a výrazně snižuje emise svářečského dýmu. Tím je chráněno zdraví svářečů a jsou minimalizovány dodatečné práce. Přestavba na inovativní proces svařování forceArc ve společnosti Siemens vedla souhrnem k úspoře až 60 % u nákladů na mzdy, materiál a energie – hospodárný a citelný úspěch.
[documents] => {"doc_name":["PraxisReport Siemens DE","CustomerStory Siemens EN"],"doc_link":["WM0864_00_Referenz_Siemens.pdf","WM0864_01_Referenz_Siemens.pdf"],"description":["PraxisReport Siemens DE","CustomerStory Siemens EN"]}
[imageslider] => {"image_link":["Siemens_L1000369_web.jpg","Siemens_L1000389_web.jpg","Siemens_L1000484_web.jpg","Siemens_L1000486_web.jpg","Siemens_L1000505_web.jpg","Siemens_L1000567_web.jpg"],"description":["Siemens 1","Siemens 2","Siemens 3","Siemens 4","Siemens 5","Siemens 6"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 12
[access] => 1
[language] => *
[params] =>
[created] => 2013-09-12 12:19:56
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:37:35
[modified_by] => 590
[metakey] =>
[metadesc] => Weniger Schweißraupen bedeuten eine kürzere Schweißzeit. Das bedingt einen geringeren Wärmeeintrag, was den Schweißverzug und damit die Richtarbeiten reduziert. In Summe kann das zu bis zu 60 % Einsparungen von Lohn-, Material- und Energiekosten führen
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 11
[hits] => 0
)
[34] => stdClass Object
(
[id] => 11
[catid] => 57
[name] => Plauen Stahl Technologie GmbH (PST)
[alias] => plauen-stahl-technologie-gmbh-pst
[customer] => Plauen Stahl Technologie GmbH
[customer_logo] => images/referenzen/logos_sonst/plauen.png
[titelbild] => images/referenzen/sliderbilder/Plauen_2a_web.jpg
[sectorId] => COM_EWMREFERENCE_STAHLBAU
[materialId] => ["COM_EWMREFERENCE_UN_HOCHLEGIERT"]
[processId] => ["COM_EWMREFERENCE_MAG_FORCE_ARC"]
[published] => 1
[checked_out] => 0
[checked_out_time] => 0000-00-00 00:00:00
[benefit_headline] => Lepší kvalita – větší konkurenceschopnost
[benefit_subtext] => Účinný, směrově stabilní svařovací oblouk forceArc společnosti EWM doslova proklamuje technologickou změnu ve výrobě těžkých pozemních ocelových konstrukcí – i u velkoobjemových součástí, které obrábí společnost Plauen Stahl Technologie GmbH.
[teaser] => Účinný, směrově stabilní svařovací oblouk forceArc doslova proklamuje technologickou změnu ve výrobě těžkých pozemních ocelových konstrukcí – i u velkoobjemových součástí, které obrábí společnost Plauen Stahl Technologie GmbH. Díky forceArc vznikne oboustranný svar téměř sám, včetně požadovaného rozměru a. Navíc jsou splněny veškeré požadavky na jakost. Zjednoduší se tím svařování. Ještě lze uspořit dva pracovní kroky.
[casestudy_status] => Velkoobjemové součásti s jednotlivými díly, jejichž kusová hmotnost začíná na 50 tunách, představují každodenní činnost podniku Plauen Stahl Technologie GmbH (PST) z okresu Vogtland. U konstrukčních dílů se jedná o mostové segmenty, jako je most u Millau ve Francii, o nosné konstrukce kotlů pro elektrárenská zařízení nebo stavidlová vrata s působivými rozpětími. Právě u takových konstrukcí s maximálními technickými požadavky a u architektonicky extravagantních projektů mají hlavní prioritu bezpečnost a kvalita.
[casestudy_solution] => Inovativní proces svařování EWM forceArc přesvědčil odpovědné osoby výsledky svařování: dobré spojení u hlubokého závaru a vynikající průvar kořene a natavení otupených hran drážky. Vedle toho může forceArc hospodárně bodově svařovat: redukované přípravné a dodatečné práce a snížené náklady na platy, materiál, plyn a energii sníží náklady na celý proces spojování – při vyšší produktivitě. Také svářeči rádi pracují s forceArc.
[casestudy_effectiv] => Zatímco v minulosti byly ve společnosti PST vzdálenosti od 500 milimetrů svařovány pod tavidlem, jsou dnes prostřednictvím procesu forceArc spojovány vzdálenosti do 800 milimetrů a tloušťky materiálů do 80 milimetrů – tím se výrazně zkrátí doba seřizování. Vedlejší časy při svařování HV svarů mohly být výrazně zkráceny nasazením forceArc, protože potřeba vyplňování a čištění je minimální. Propadu kořene svaru lze bezpečně dosáhnout a jeho vzhled může být řízeně definován. Propad kořene svaru tak vytvoří koutový svar se stanoveným zaoblením, příslušným přesahem a požadovaným rozměrem a.
[documents] => {"doc_name":["PraxisReport Plauen Stahl DE","CustomerStory Plauen Stahl EN"],"doc_link":["ewm0106_13_plauen_DE_low.pdf","ewm0409_13_plauen_GB_low.pdf"],"description":["PraxisReport Plauen Stahl DE","CustomerStory Plauen Stahl EN"]}
[imageslider] => {"image_link":["Plauen_2a_web.jpg","Plauen_3a_web.jpg","Plauen_5a_web.jpg"],"description":["Plauen Stahl 1","Plauen Stahl 2","Plauen Stahl 3"]}
[links] => {"doc_name":[""], "doc_link":[""],"description":[""]}
[article_id] => 0
[ordering] => 11
[access] => 1
[language] => *
[params] =>
[created] => 2013-09-12 12:15:41
[created_by] => 590
[created_by_alias] =>
[modified] => 2022-01-18 07:36:27
[modified_by] => 590
[metakey] =>
[metadesc] => Der druckvolle richtungsstabile forceArc-Lichtbogen von EWM hat förmlich einen Technologiewandel in der Produktion des schweren Stahlhochbaus eingeläutet – auch bei großvolumigen Bauteilen, wie sie die . Plauen Stahl Technologie GmbH bearbeitet
[metadata] => {"robots":"","rights":"","hits":null}
[xreference] =>
[publish_up] => 0000-00-00 00:00:00
[publish_down] => 0000-00-00 00:00:00
[images] =>
[description] =>
[version] => 9
[hits] => 0
)
)
Všechny zprávyz praxe Stručný přehled

Stadler Winterthur AG
Výroba kolejových vozidel
How Stadler in Winterthur is optimising bogie production with EWM technology
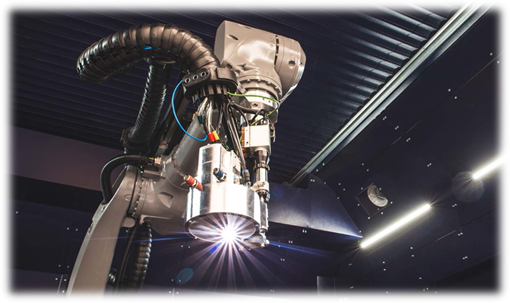

TANICS
Nuclear and magnetic-technology
When radioactive materials need to be safely enclosed in containers, every detail counts


Nordic Steel AS
Stavba ocelových konstrukcí
EWM enhances environmental commitment at Nordic Steel


SBS Kft Hungary
Contract manufacturing
A brief look at contract manufacturer SBS Kft Hungary.


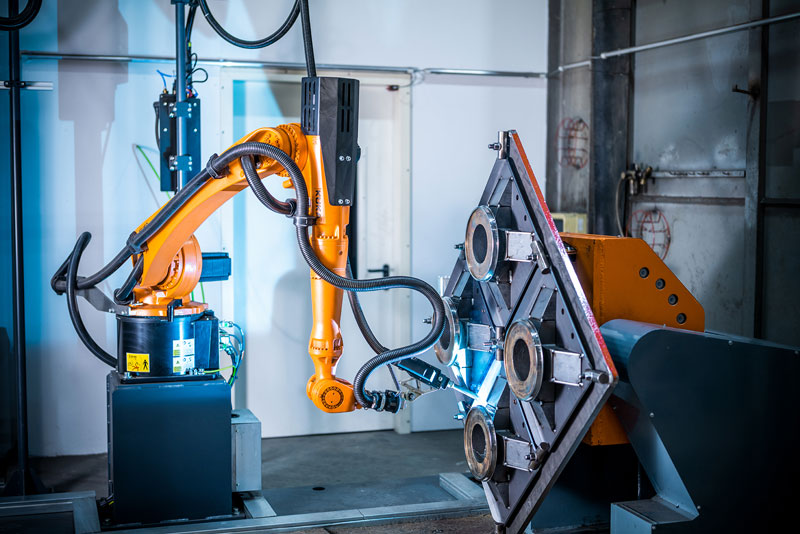
Finsterle GmbH
Ostatní
Overcoming the challenges of automated welding with fine-grained steels

Vogelsang GmbH & Co. KG
Stavba zařízení
The user-friendly way to process all kinds of material thicknesses

MST Parts Group
Ostatní
MST/Hi-Spec Manufacturing manufactures the largest dredger buckets...

IGEFA WEINBRENNER Energy Solutions GmbH
Potravinářský a chemický průmysl
Skilled worker shortages, full order books and high quality standards


Schroeder Valves GmbH & Co. KG
Ostatní
Welding 50 different components fully automatically? That was the challenge for Schroeder Valves, the pump protection fittings manufacturer.

Heinrich Döpke GmbH
Ostatní
Every single EWM welding machine saves nearly two tonnes of CO2 compared to the old welding machines...

SAF-Holland
Výroba vozidel
Chassis axles designed to carry huge axle loads represent a major challenge in the quality assurance process. This is why SAF-Holland relies on…

Geschwister Scholl school Leutkirch
Ostatní
Geschwister Scholl school uses EWM complete solution. Vocational students are being trained with ewm Xnet

Gebrüder Stahl GmbH 2020
Ostatní
Gebrüder Stahl is working with EWM.
TIG welding is faster than MAG welding
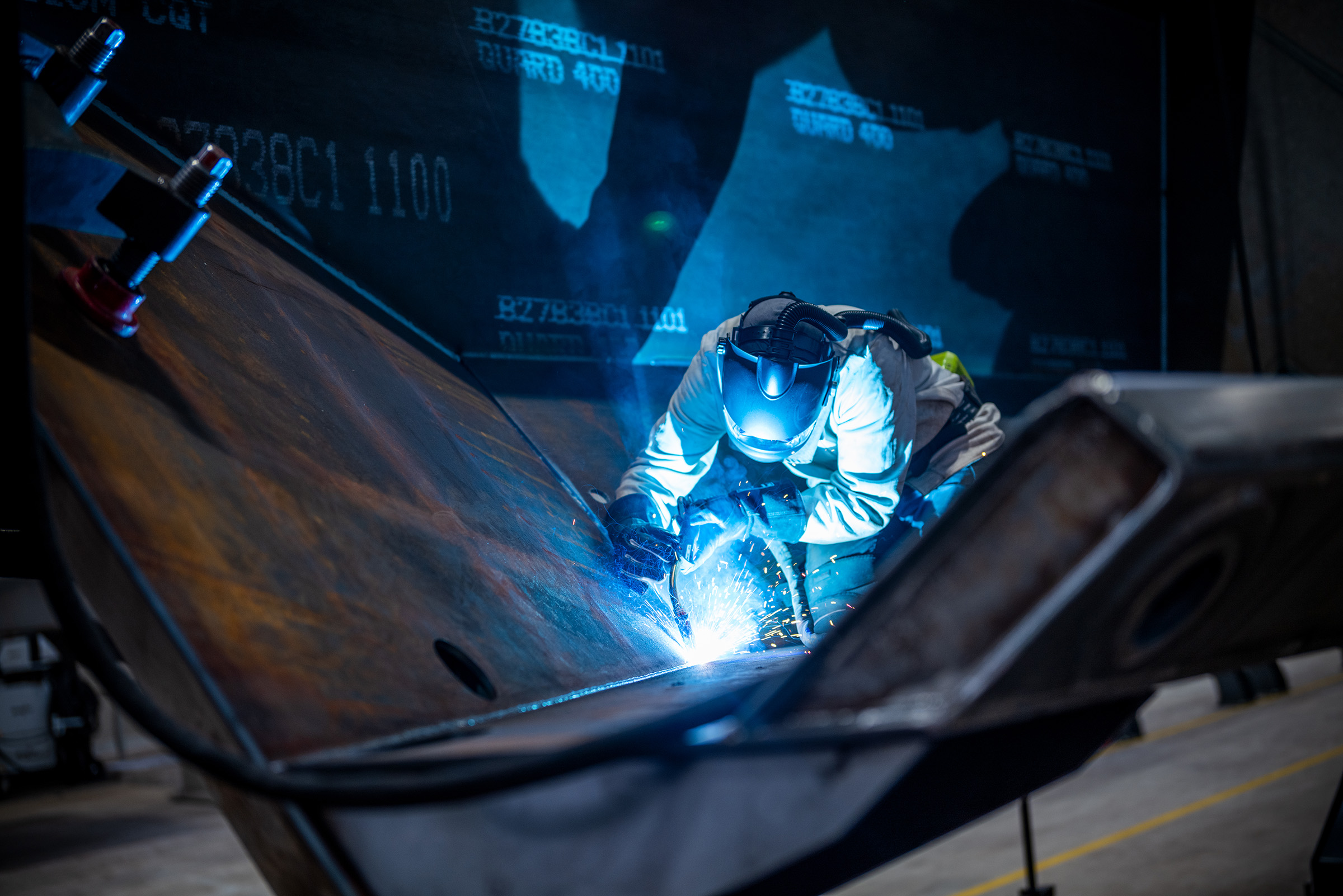
Bell Equipment Deutschland 2020
Výroba vozidel
Bell establishes own welding production line with EWM

Chamber of Commerce Aurich 2020
Ostatní
HWK Aurich places trust in EWM. Aurich Chamber of Commerce 2020

Ebner Industrieofenbau GmbH
Stavba ocelových konstrukcí
Every function accessible on the welding torch – Ebner Industrieofenbau GmbH 2019

Schoeller Werk GmbH & Co. KG
Stavba ocelových konstrukcí
Top quality in continuous use at Schoeller Werk GmbH & Co. KG

ISW GmbH Steel Components
Stavba ocelových konstrukcí
Zvýšení produktivity a zajištění kvality

Ebner Industrieofenbau GmbH 2019
Stavba ocelových konstrukcí
Výhra na celé čáře ve všech kategoriích techniky svařování


POLLRICH
Stavba ocelových konstrukcí
Správa svařovací techniky jen s jedním systémem




MESA
Stavba ocelových konstrukcí
Vyšší kvalita svařování a snížené náklady díky ewm maXsolution
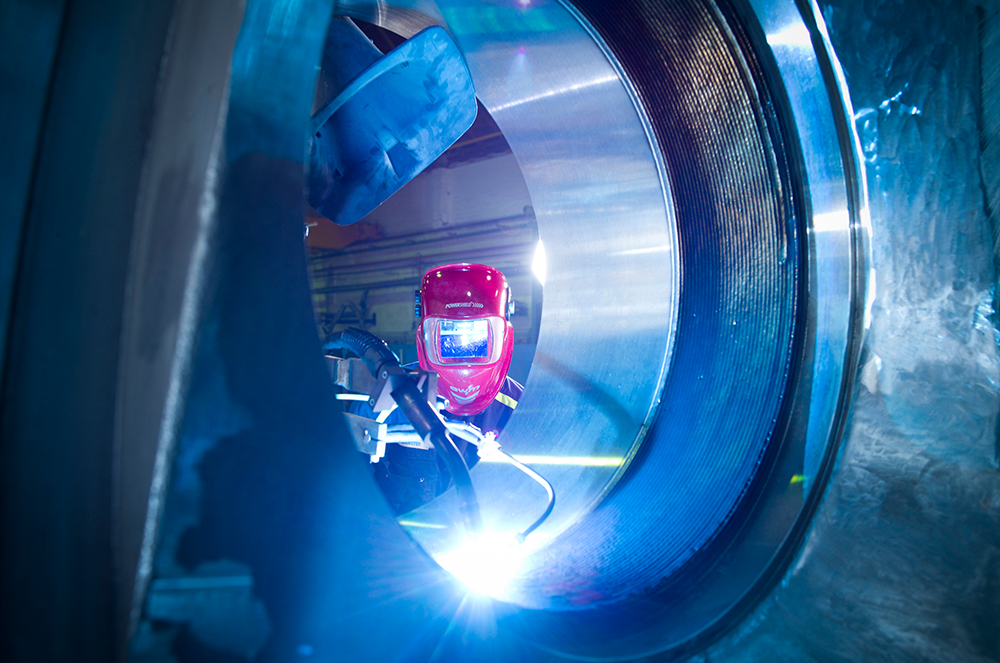



Plauen Stahl Technologie GmbH (PST)
Stavba ocelových konstrukcí
Lepší kvalita – větší konkurenceschopnost








































































