Výchozí poloha:
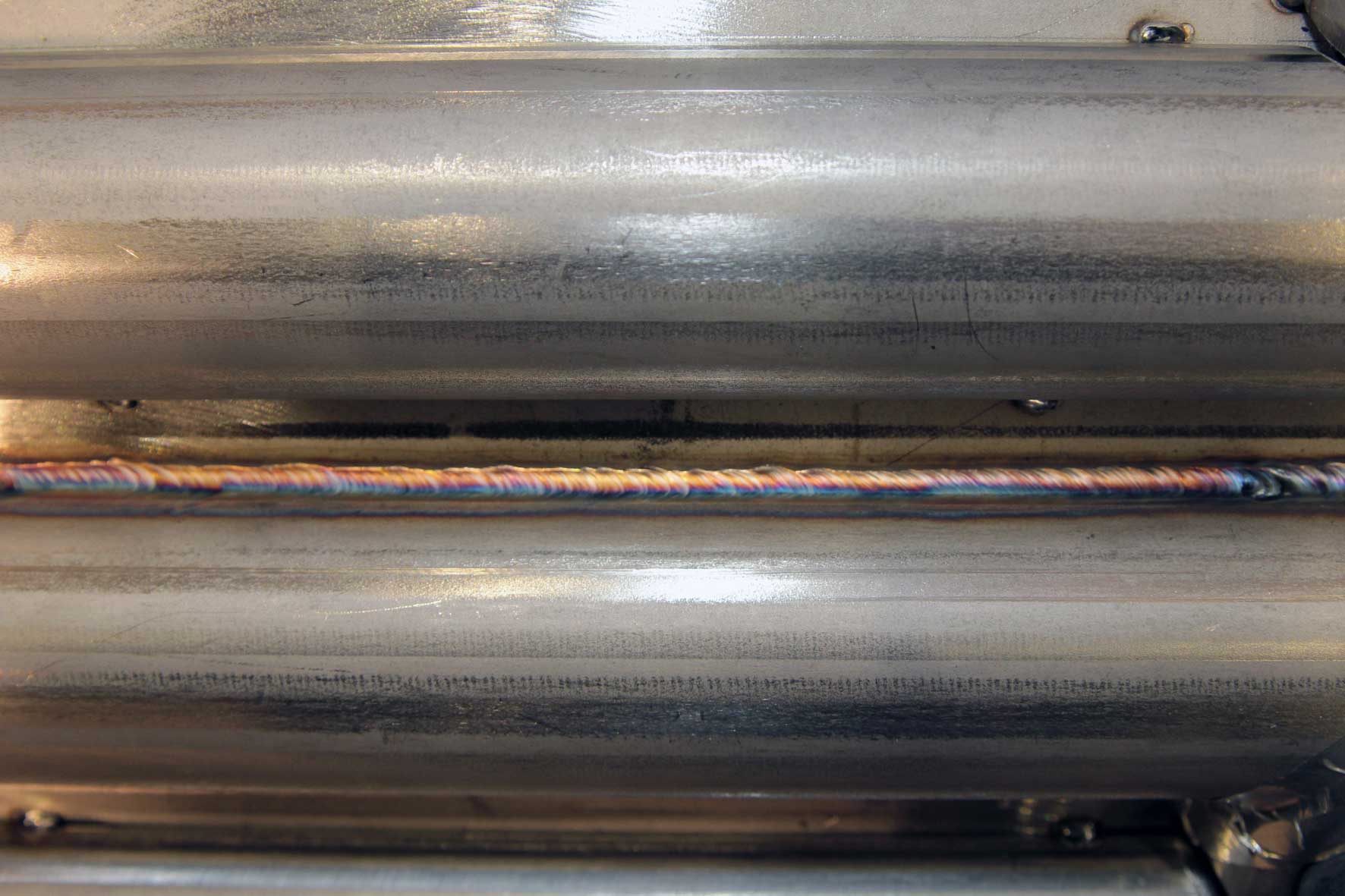
Chladicí hadi potřební pro míchací zařízení se obvykle zvenčí navaří na plášť nádoby jako poloviční trubka. U velkých míchacích nádob se mohou délky svarů rychle zvýšit až na několik set metrů. Ke splnění požadavků průmyslových norem musí být kořenové vrstvy svařovány metodou WIG. Krycí vrstva se vytvoří metodou MAG. Jeden metr svaru metodou WIG se udělá asi za 25 minut, tato hodnota výrazně převyšuje rychlost svařování MAG.
Řešení:
Systémem podávání drátu tigSpeed pro svařování WIG je možné nepřetržité svařování WIG s nekonečným přívodem přídavného materiálu – bez míst pro nasazení hořáku v důsledku výměny svařovacích tyčinek. A: Použitím horkého drátu může být nataveno více materiálu a v důsledku toho může být svařováno s větší rychlostí.
Úspěch:
V současné době svářeči společnosti AST Apparatebau potřebují jen pět minut na jeden metr kontinuálního svaru WIG vytvořeného s tigSpeed a horkým drátem. To znamená časovou úsporu zhruba 75 procent oproti ručnímu procesu svařování. Tato metoda představuje pro technického ředitele Joachima Junga další výhodu: „Velmi atraktivní je u svařování WIG s tigSpeed možnost další automatizace svařovacího úkolu.“ I když se podnik ještě nevydal touto cestou, vysoký nárůst produktivity nové metody přesvědčil tak, že nyní mají být s tigSpeed a horkým drátem svařována i hrdla – a na míchacích nádobách je spousta hrdel.